



在工作液中添加一定浓度的导电性硅、铝等微粉,混粉工作液使放电间隙增大,放电通道变粗,同时还使极间寄生电容减小。极间寄生电容的减小,提高了脉冲击穿放电率,降低了脉冲击穿放电能量;放电通道变粗,使脉冲击穿放电能量得到扩散,从而形成“大而浅”的放电蚀坑;放电间隙增大,削弱了电蚀产物对火花放电的引发作用,使放电在整个加工表面得到均匀分布,相应地,放电蚀坑在整个加工表面呈均匀分布。这三种作用的综合结果,使大面积电火花加工表面粗糙度值显著降低,表面性能(耐磨、耐蚀等)得到改善,克服了常规电火花加工表面粗糙度值大、表面性能差的缺点,使电火花加工作为大面积精密、复杂型面的最终加工成为可能,从而省去了后续抛光工序,使产品的制作周期缩短,工人的劳动强度降低。图2.5-1所示为在日本沙迪克公司PGM65高速镜面电火花成形加工机床上加工的发动机箱盖的压铸模具。该模具的特点是几乎没有平面,由曲面组成,不易抛光。模具的材料为SKD61热作模具钢,加工部位的平面尺寸为200mm×150mm,加工深度为41mm,加工表面粗糙度值Rz为1.8μm;电极的材料为ISO-63石墨,粗、精加工各用一个电极,粗加工电极的单边缩放量为500μm,精加工电极的单边缩放量为300μm。模具加工时,首先采用普通电火花进行6h的粗、半精加工,表面粗糙度值Rz为8~10μm;然后用混粉电火花进行30h的精加工。加工结果:表面粗糙度值Rz为1.8μm,表面变质层≤4μm,表面光亮度好。图2.5-2所示为一种新型的混粉电火花镜面加工装置。
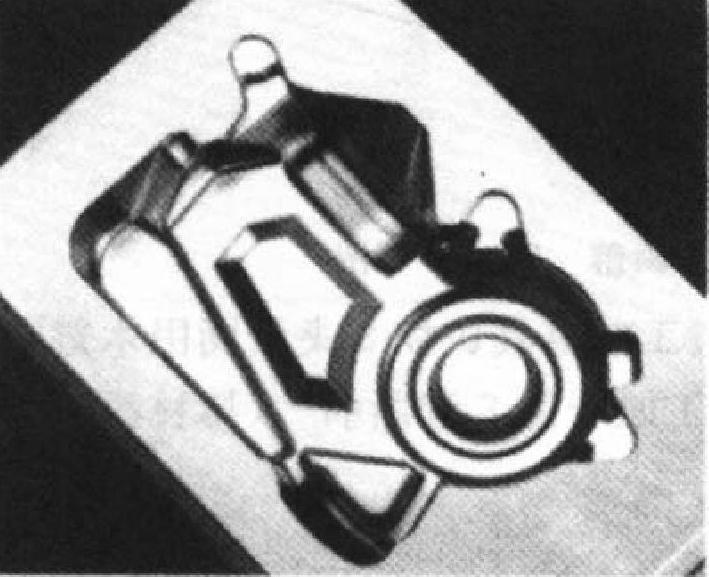
图2.5-1 电火花镜面加工的发动机箱盖压铸模具
 (https://www.xing528.com)
(https://www.xing528.com)
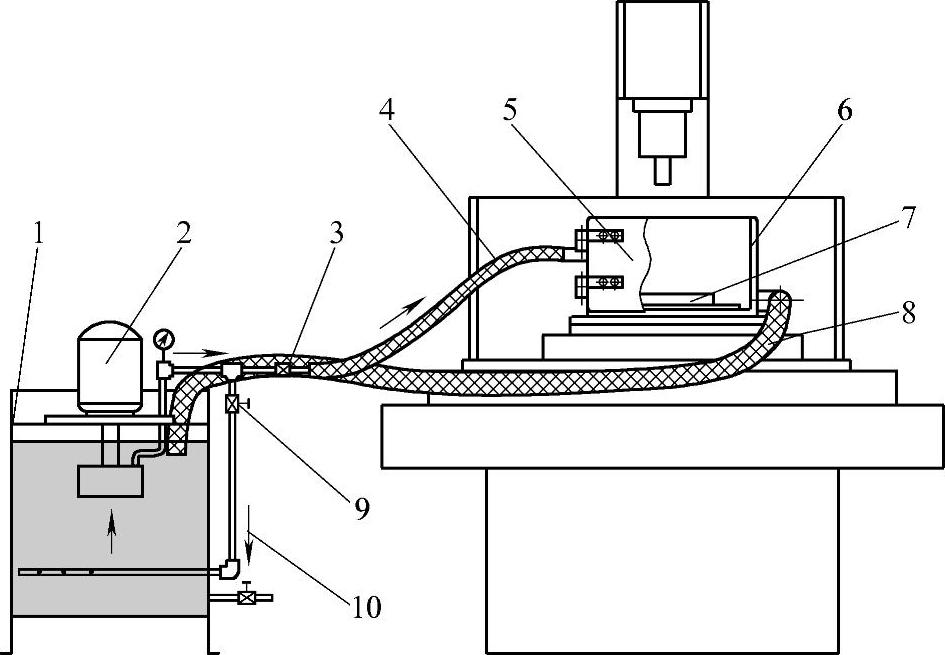
图2.5-2 混粉电火花镜面加工装置
1—储液箱 2—供液泵 3—供液阀门 4—供液管 5—箱门 6—工作液箱 7—工件 8—回液管 9—冲液阀门 10—液流方向
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。