



为确保电火花成形加工机床的工作精度满足加工需要,在生产制造、顾客验收、机床修理和定期检验时,都应进行相应的精度检验或测试其主要技术指标。应根据《中华人民共和国安全生产法》和《中华人民共和国清洁生产促进法》对有关安全和清洁生产进行检查。
2.4.5.1 机床检验的主要依据
1.国家标准
包括:GB/T 5291.1—2003《电火花成形机 精度检验 第1部分:单立柱机床(十字工作台型和固定工作台型)》(以下简称:“国标1”);GB 13567—1998《电火花加工机床 安全防护技术要求》和GB/T 5291.2—2003《电火花成形机 精度检验 第2部分:双立柱机床(移动主轴头型和十字工作台型)》(以下简称:“国标2”)等。
2.行业标准
主要是指JB/T 4105—1999《电火花成形机 技术条件》。
3.企业标准
由企业根据生产产品的特点自行制订的标准,该标准应在当地技术监督局备案。一般情况下,企业标准应严于行业标准,行业标准应严于国家标准。无企业标准时,可执行行业标准或国家标准。
2.4.5.2 机床检验的内容和方法
电火花成形加工机床在非加工状态下的几何精度称静态精度;数控电火花成形加工机床的数控运动精度称动态精度;电火花成形加工机床在加工时的主要技术指标称工作精度。机床精度检验常用的量具有平尺、直角尺、千分尺、水平仪、指示表、精密天平、精密刻线尺与读数显微镜、步距规及激光干涉仪等,量具精度的选择应与被检精度相适应。
2.4.5.3 机床几何精度的检验
精度检验需参照GB/T 17421.1—1998《机床检验通则 第1部分:在无负荷或精加工条件下机床的几何精度》和GB/T 17421.2—2000《机床检验通则 第2部分:数控机床轴线的定位精度和重复定位精度的确定》规定的测量方法、检验工具和检具精度来进行。
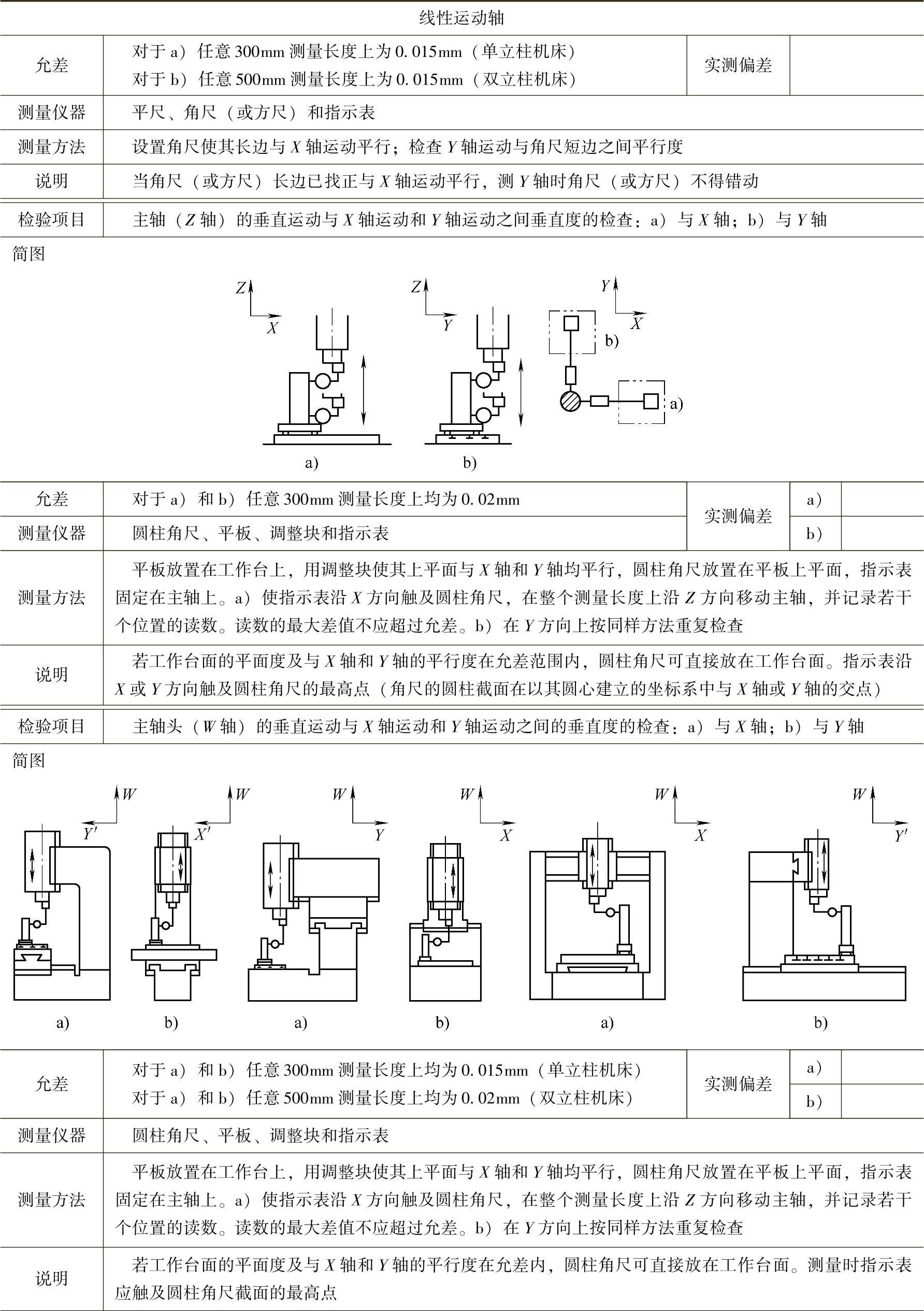
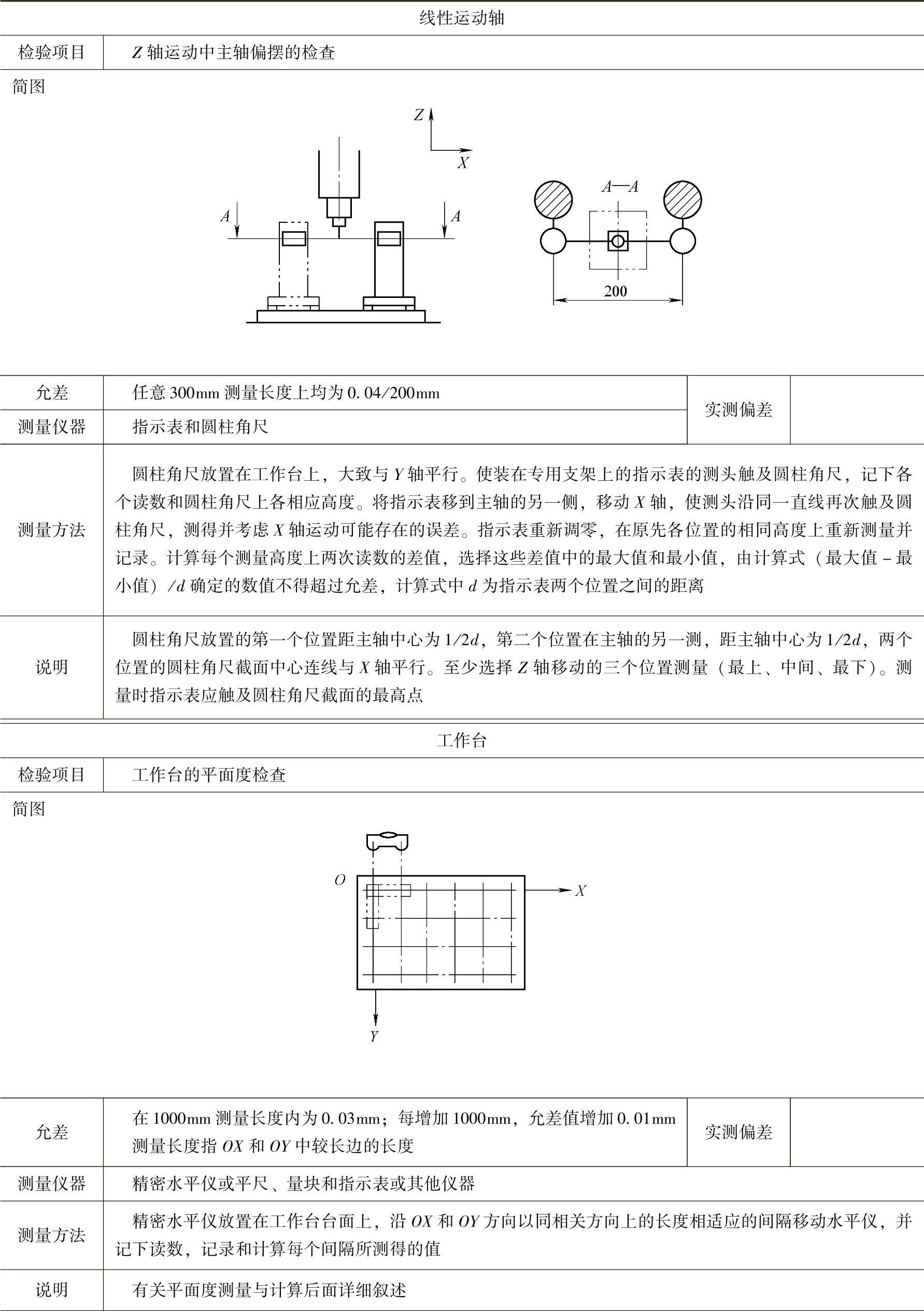
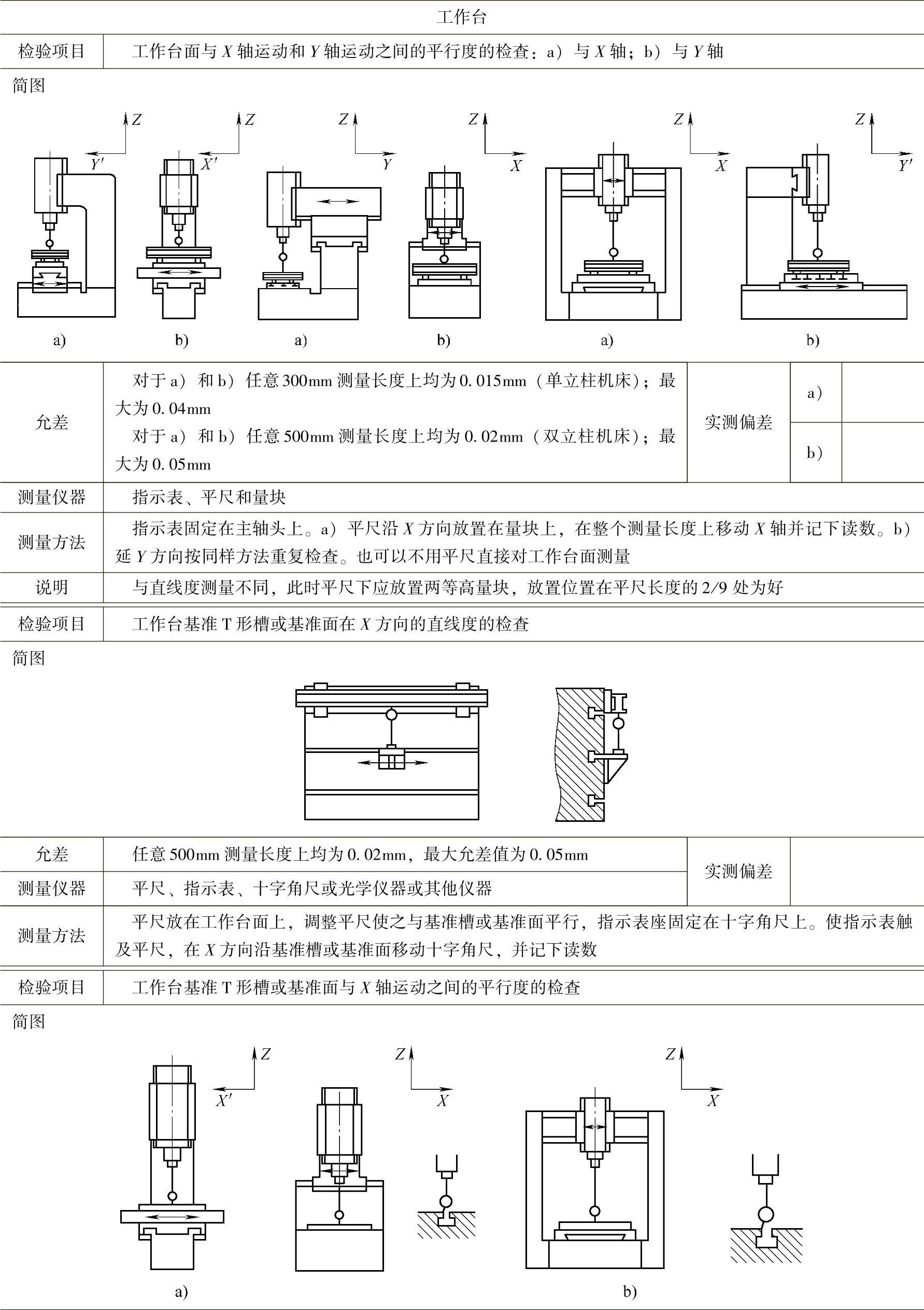
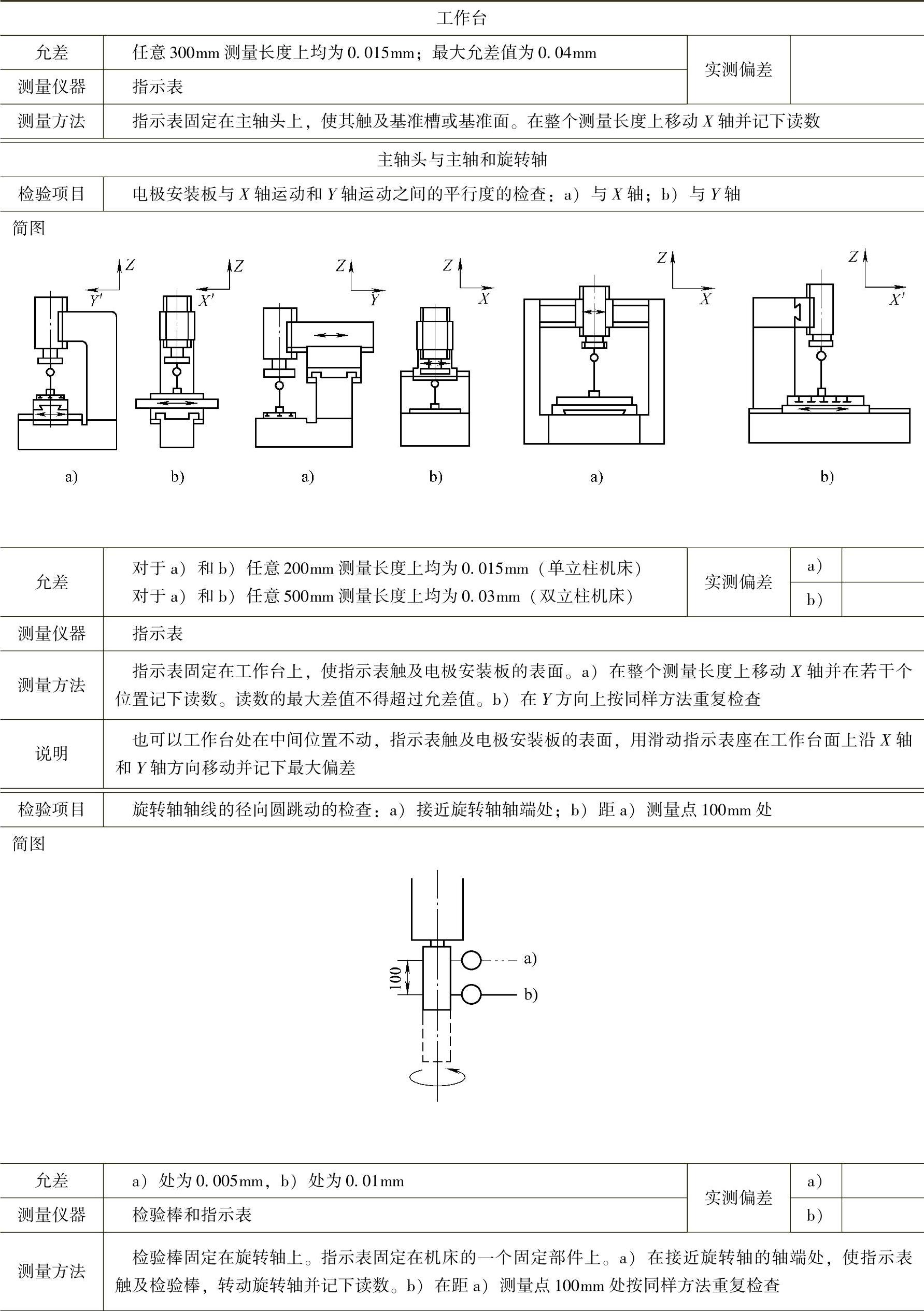
机床检验前,必须将机床安放在稳定的基础上,并调平机床,水平误差≤0.04mm/1000mm。其目的是为得到良好的机床静态稳定性,以方便其后的测量。检验时还应注意:除与被检有关的部分外,其余运动部分应处于最稳定位置并锁紧(如在非检验方向工作台应处于中间位置并锁紧)。若为数控机床,应按照制造厂规定的温度、湿度进行检验。一般温度在22±2℃,湿度在40~80%。表2.4-28将“国标1”和“国标2”两个标准的相关项目进行综合,并对部分检验方法的叙述进行说明,提供读者参考。
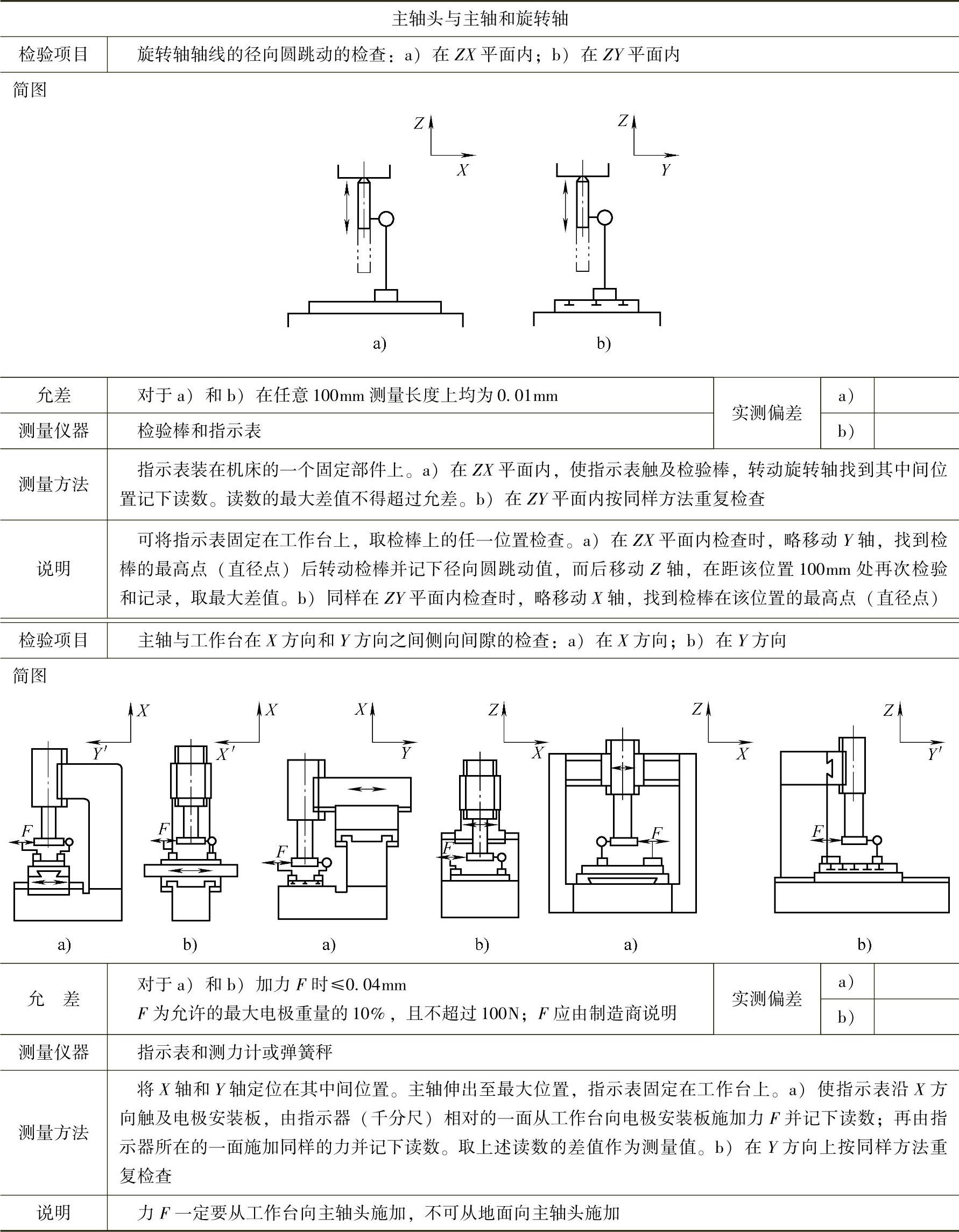
表2.4-28 电火花成形机床几何精度检验表

(续)
(续)
(续)
(续)
(续)
工作台的平面度一般采用水平仪检查,用“三点法”评定平面度误差。例如:某矩形工作台,如图2.4-35所示,尺寸为950mm×1200mm,用精度0.02mm/1000mm的水平仪及桥板(Y向跨距为200mm、X向跨距为250mm)按网格布置测量位置,从A点(零点)开始按图中箭头方向,采用两点连锁法测量,所得水平仪读数见表2.4-29。
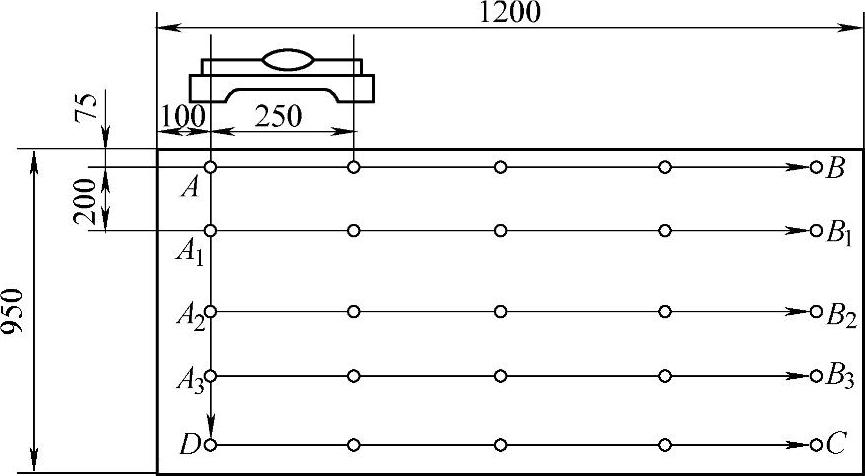
图2.4-35 一种用水平仪检查工作台平面度示意图
表2.4-29 水平仪读数 (单位:格)
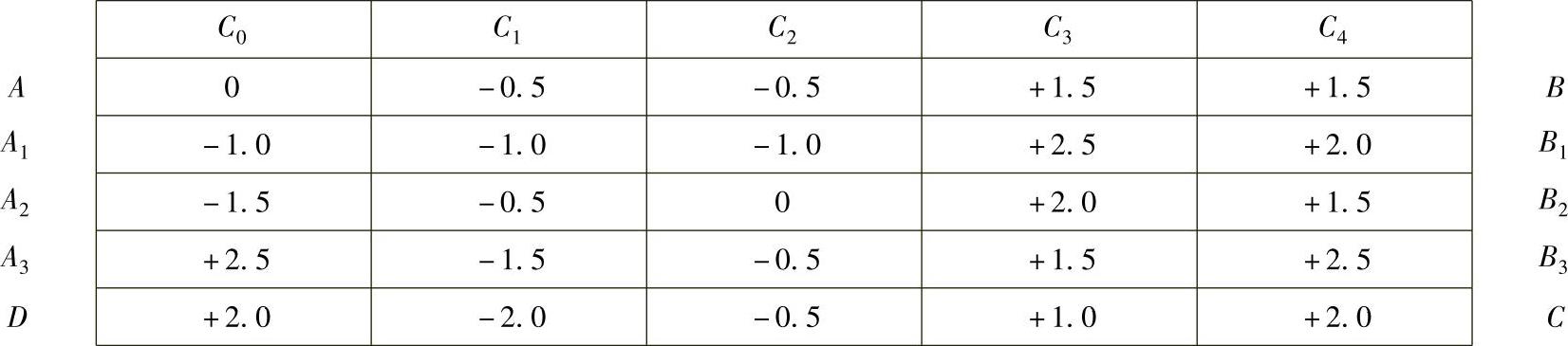
将表2.4-29的纵向第一列数值按∑An×0.02/1000×200;横向(除第一列外)按∑Cn×0.02/1000×250+∑An×0.02/1000×200得到各测量值相对A点的高度差,结果见表2.4-30。
表2.4-30 各测量值相对A点的高度差 (单位:μm)
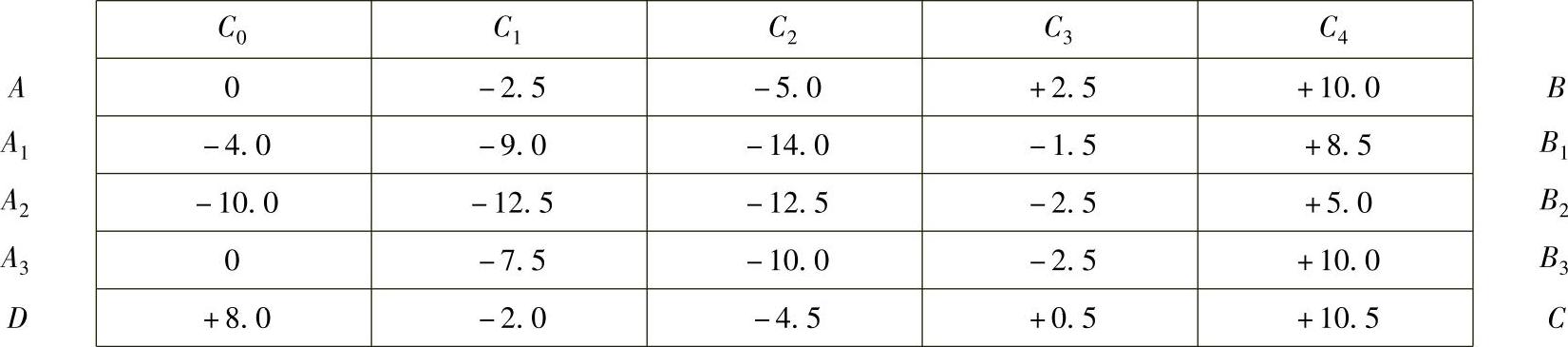
从表2.4-30中可以看出:B点比A点高10μm,D点比A点高8μm。现在将平面扭转,形成A、B、D三点的基准平面,将B点和D点高度值等分后加入各测量点,则各测量点与基准平面的偏差值见表2.4-31。
表2.4-31 各测量值修正后与A、B、D三点的平面偏差值 (单位:μm)(https://www.xing528.com)
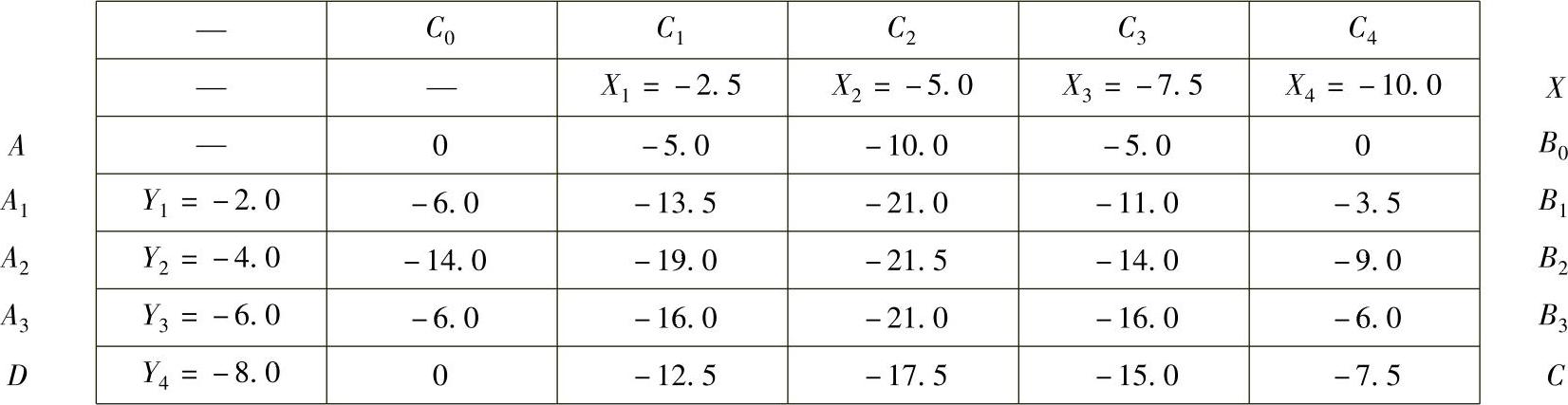
从表2.4-31可以看出,最高点的偏差为0,最低点的偏差为-21.5μm。因此,该工作台的平面度误差:δ=0μm-(-21.5)μm=21.5μm=0.0215mm,在允差范围内。
2.4.5.4 机床定位精度、重复定位精度和定位反向差值的检验
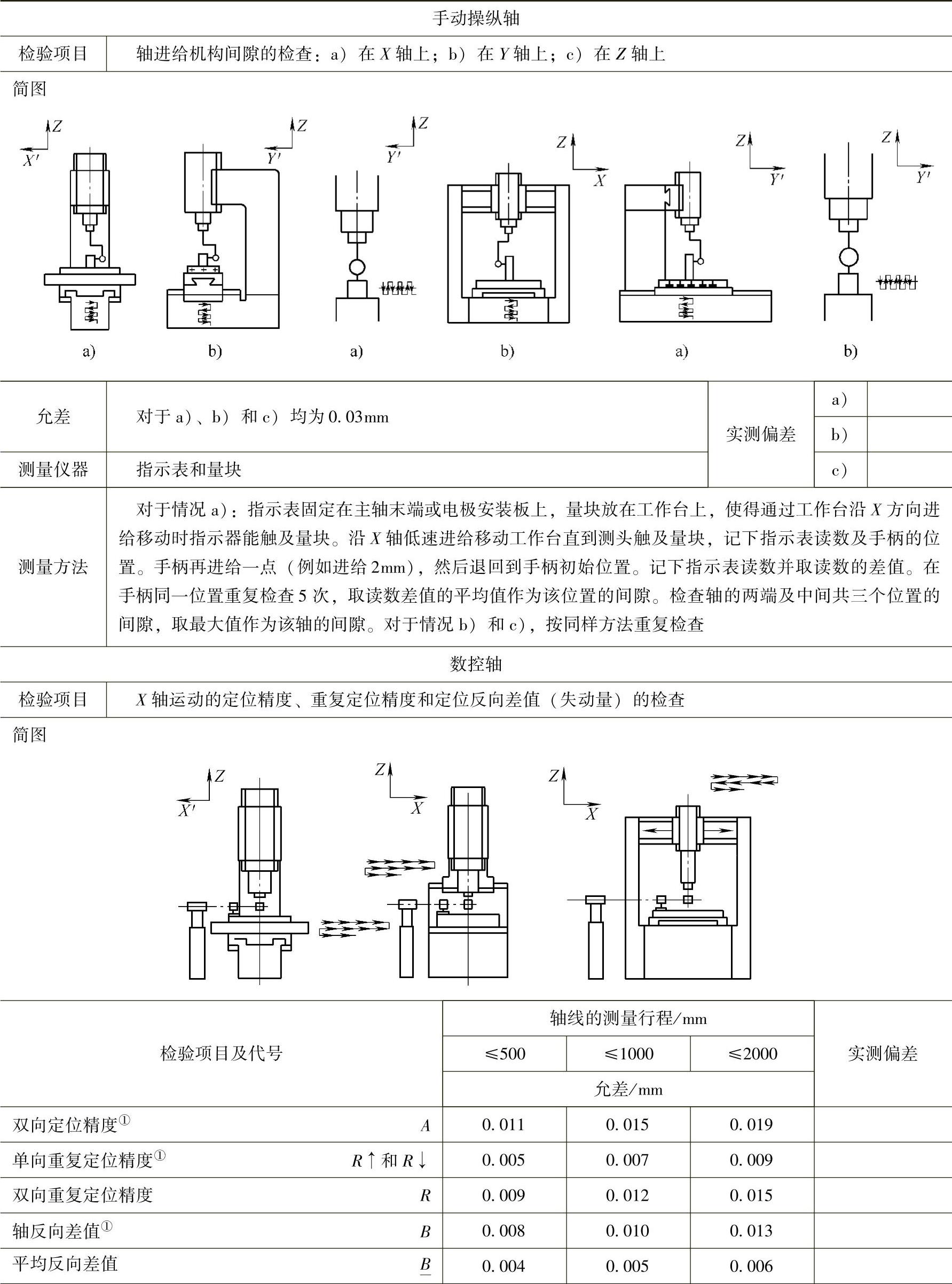
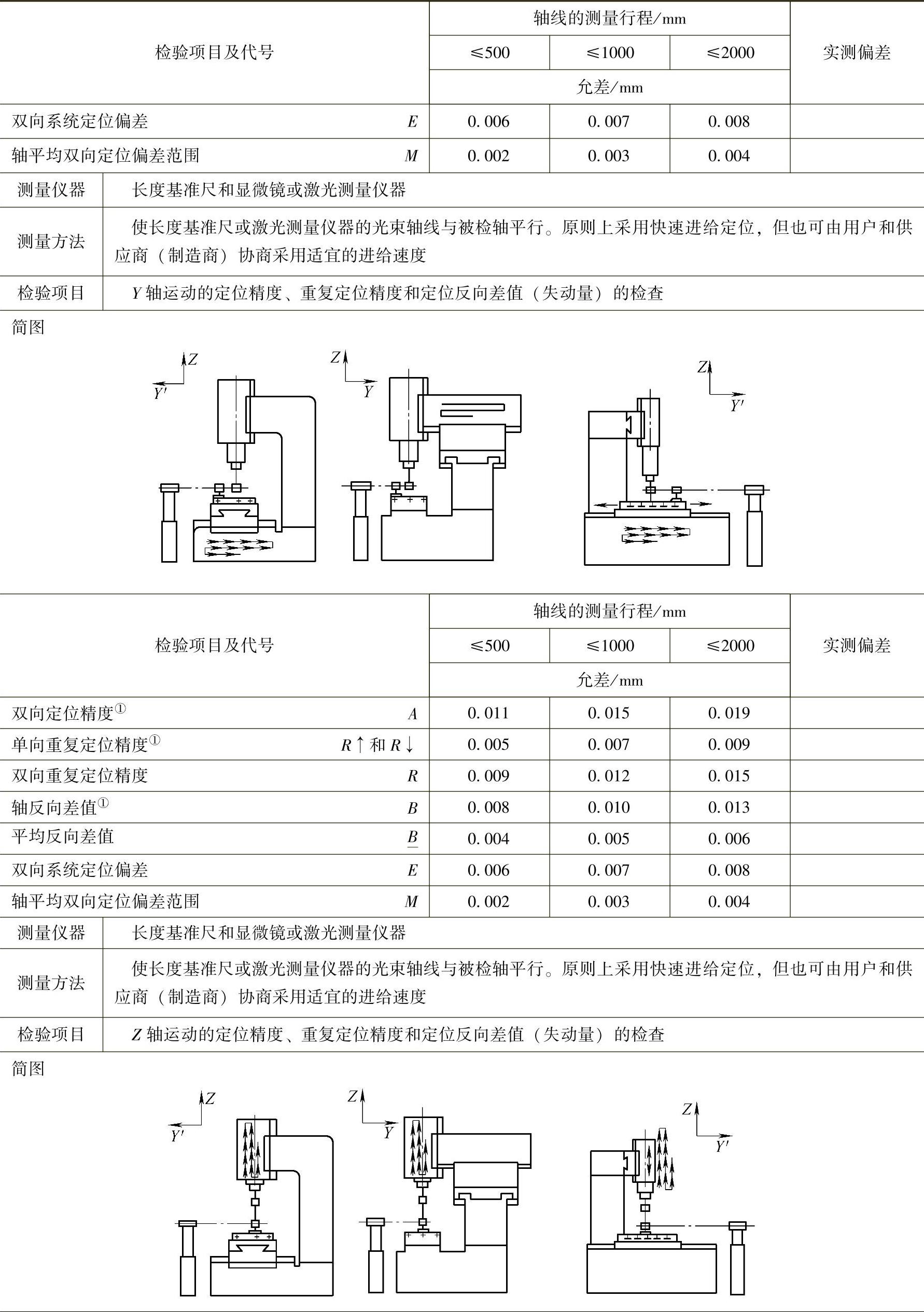
进行定位精度、重复定位精度和定位反向差值的检验时,其环境条件、机床预热、测量方法及结果计算和数据处理应符合GB/T 17421.2—2000之规定。因W轴的运动通常用来调整主轴头的位置,所以检验中不包含W轴。表2.4-32是将“国标1”和“国标2”两个标准中相关机床定位精度、重复定位精度和定位反向差值的检验项目进行综合得到的,供读者参考。
表2.4-32 电火花成形机床定位精度检验项目
(续)
(续)
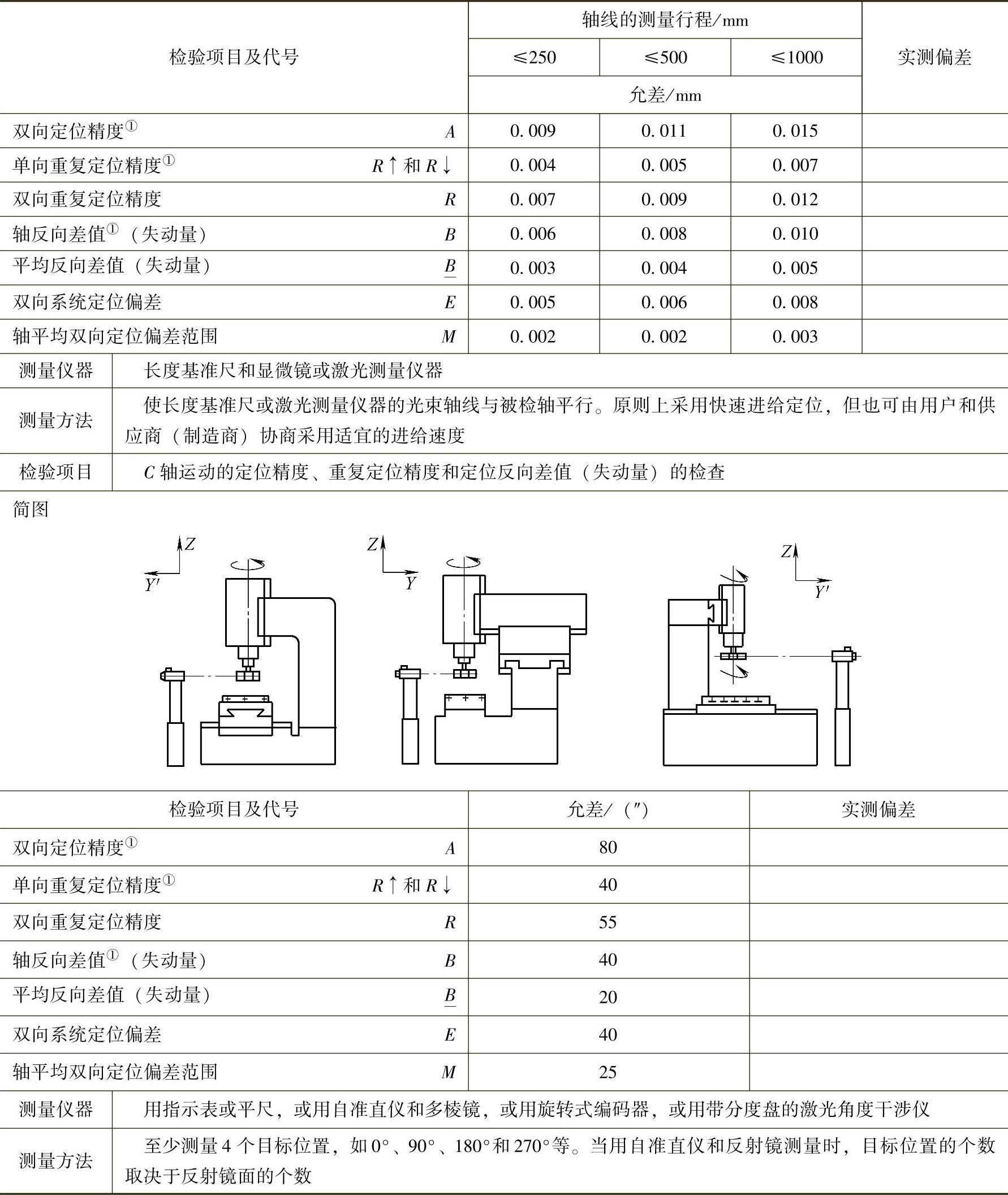
①可作为机床验收的基础。
X、Y、Z轴运动的定位精度、重复定位精度和反向定位差值可采用步距规检查,使用的步距规测量范围不得小于各轴的运动行程,检测示意如图2.4-36所示。假设某台机床使用的步距规的步距20mm,现在需要检查X轴(行程为320mm)的运动精度。先按图2.4-36a所示的位置摆放步距规,校准步距规基准面与X轴运动平行(允差为0.01mm/250mm),将指示表移动到图2.4-36d的虚线显示的位置。而后编制一机床运动程序,使其符合表2.4-33行走路线并在-Z向和+Z向移动之间有5~7s的时间停顿,便于读取指示表示数。
表2.4-33 用步距规检查X轴时机床运行路线表 (单位:mm)
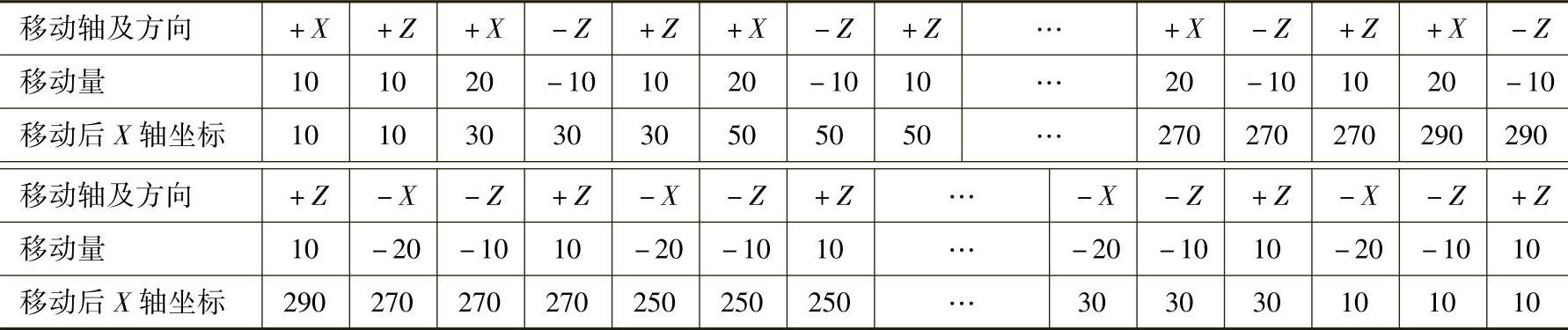
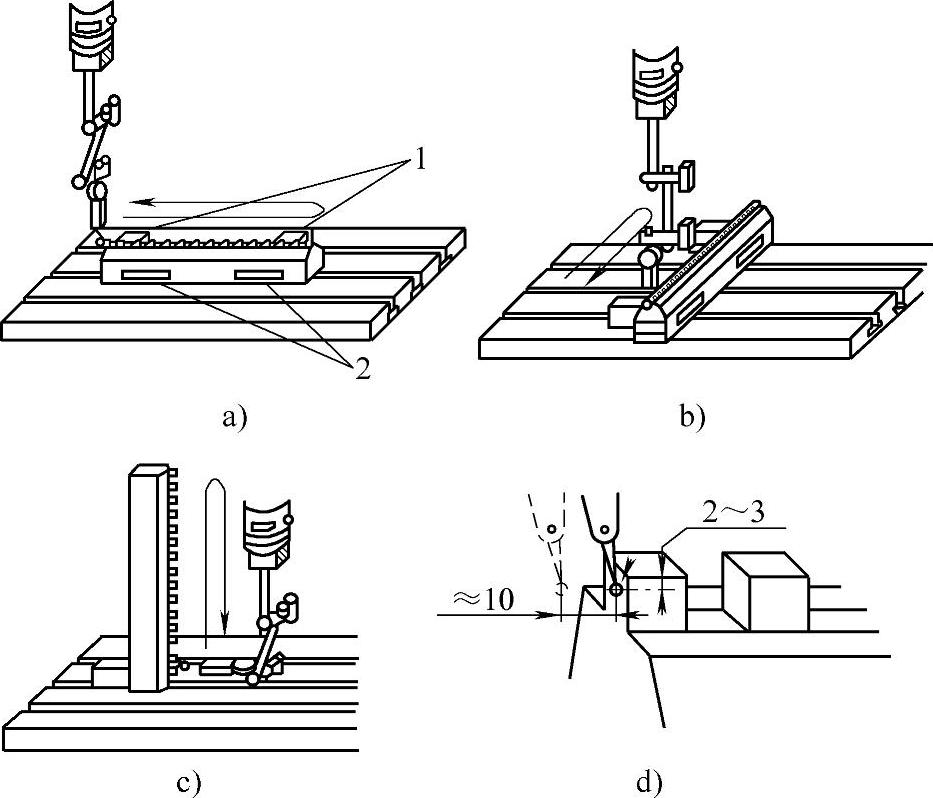
图2.4-36 一种用步距规检查机床运动精度的示意图
a)X轴方向 b)Y轴方向 c)Z轴方向 d)千分表测头位置
1—量块 2—基准面
假设X轴检测结果如表2.4-34所示。
表2.4-34 X轴检测结果表 (单位:μm)
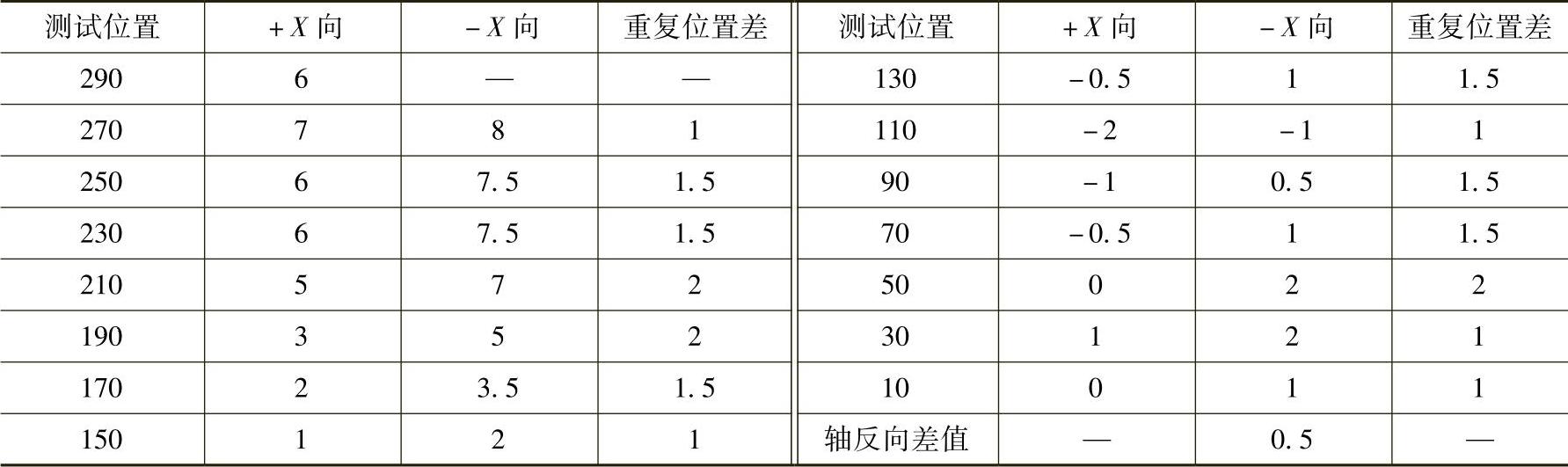
从表2.4-34可见,定位精度取+X向或-X向的最大差值,为0.009mm:重复定位精度取重复位置差的最大值,为0.002mm;轴反向差值为0.0005mm。可用同样方法检查机床的Y和Z轴。
2.4.5.5 加工检验
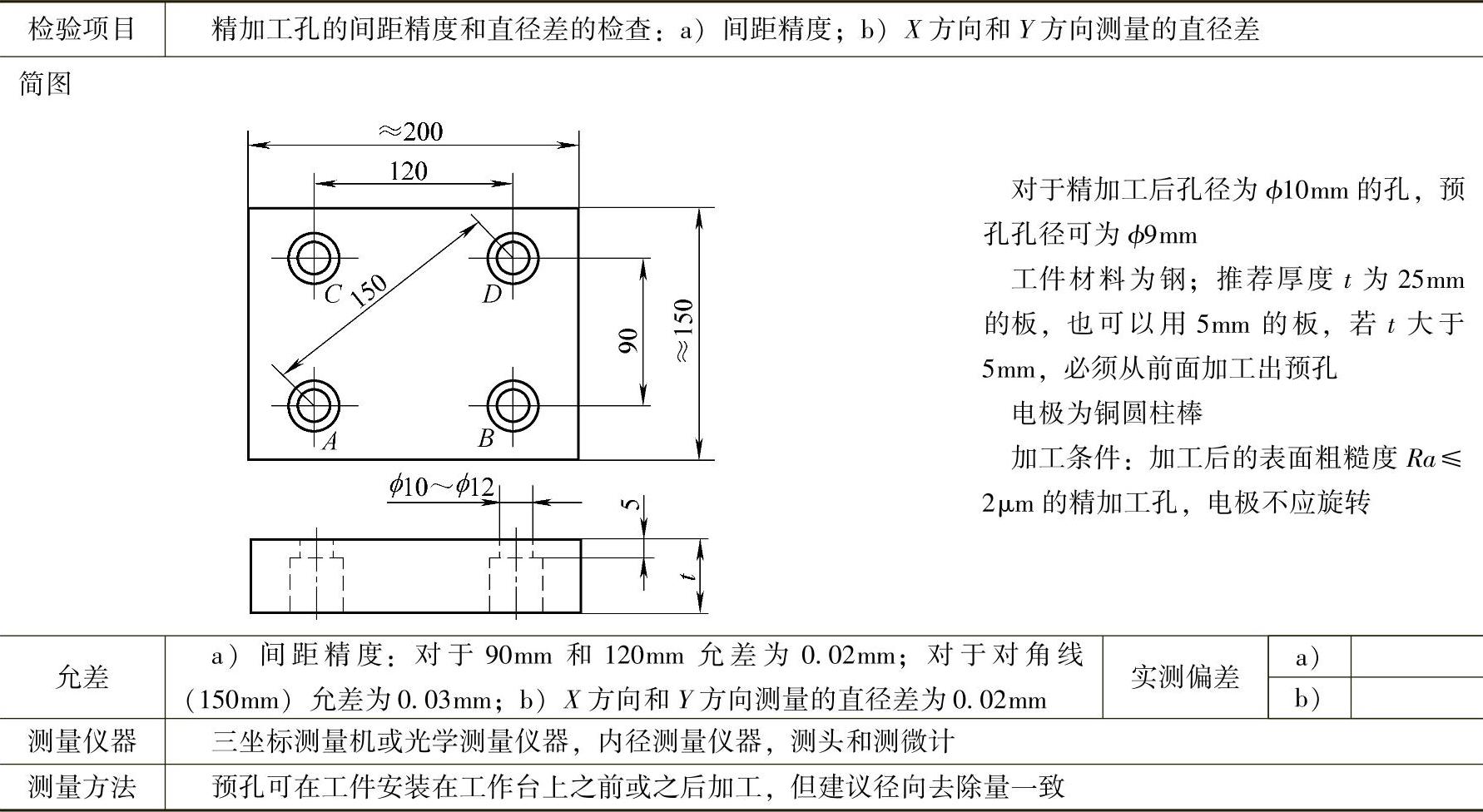
加工使用的电极图形和尺寸,如图2.4-37所示。表2.4-35是综合“国标1”和“国标2”后的加工检验表。
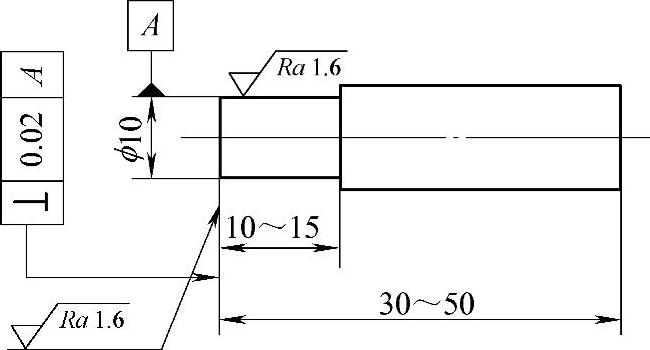
图2.4-37 用于加工检验的电极示意图
表2.4-35 加工检验表
2.4.5.6 机床安全和对机床周围环境的检查
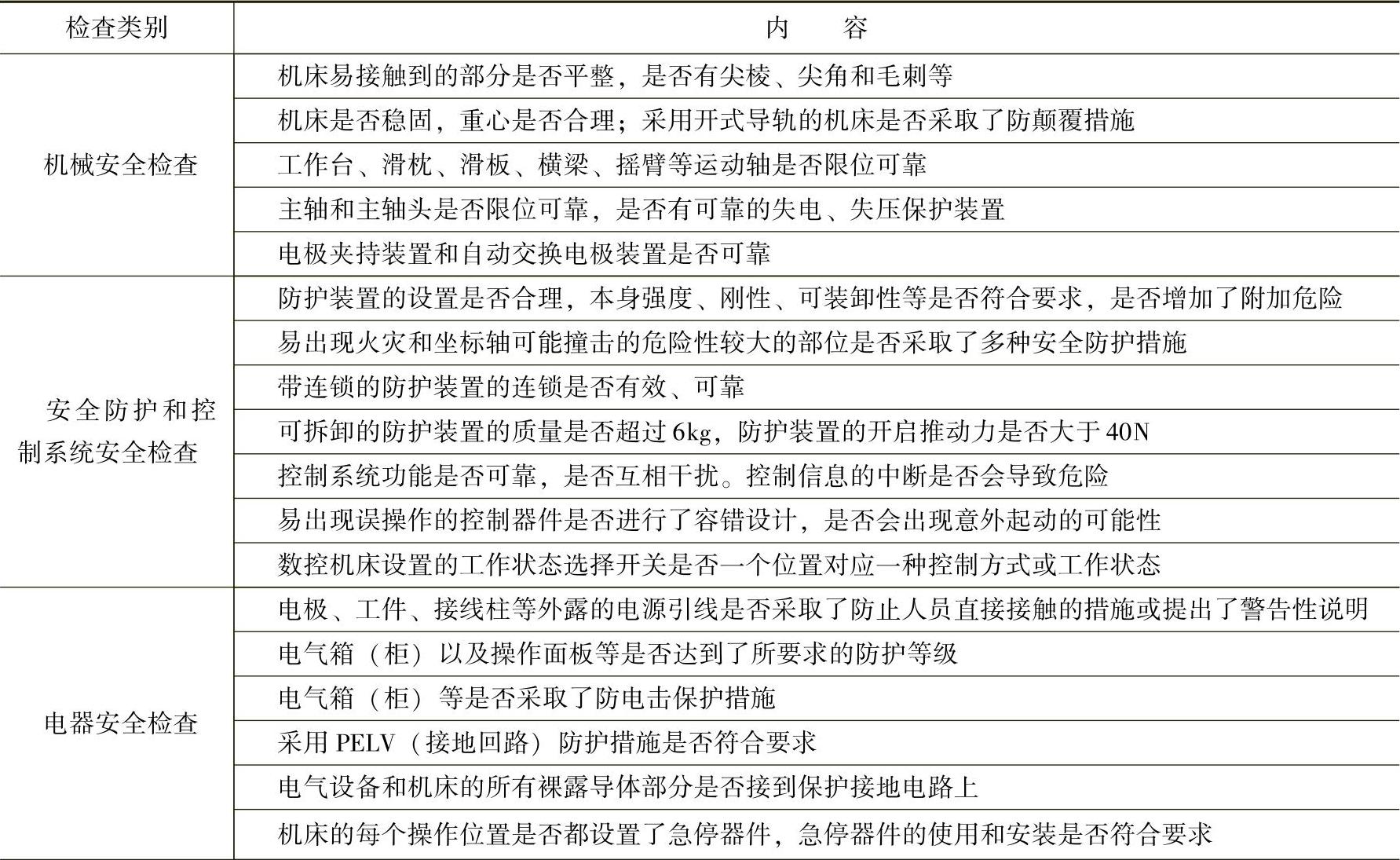
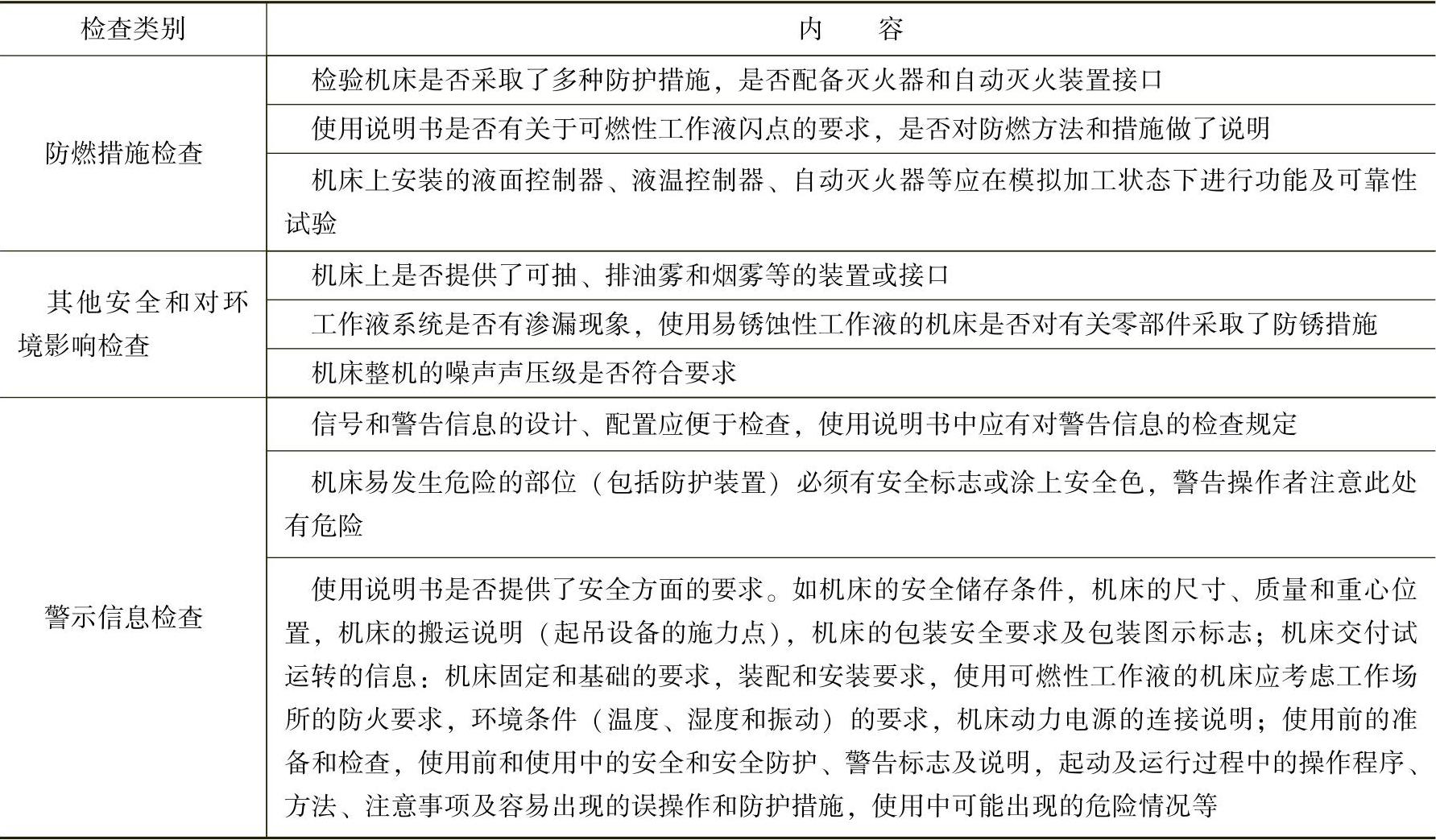
随着现代文明的进步,以人为本,保证人身安全,保护环境已越来越被各个国家所重视,并作为国家强制性标准要求各个企业必须执行。我国对电火花加工机床的安全和对环境的影响制订了GB 13567—1998《电火花加工机床 安全防护技术要求》国家强制标准,凡与安全有关的要求必须执行国家强制标准,并在使用说明书中明确提示操作者在操作中可能会面临的危险,明确说明危险防范措施和防护方法。电火花成形加工机床安全和对周围环境的要求见表2.4-36。
表2.4-36 电火花成形加工机床安全和对周围环境要求检查项目
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。