



2.4.1.1 机床的分类
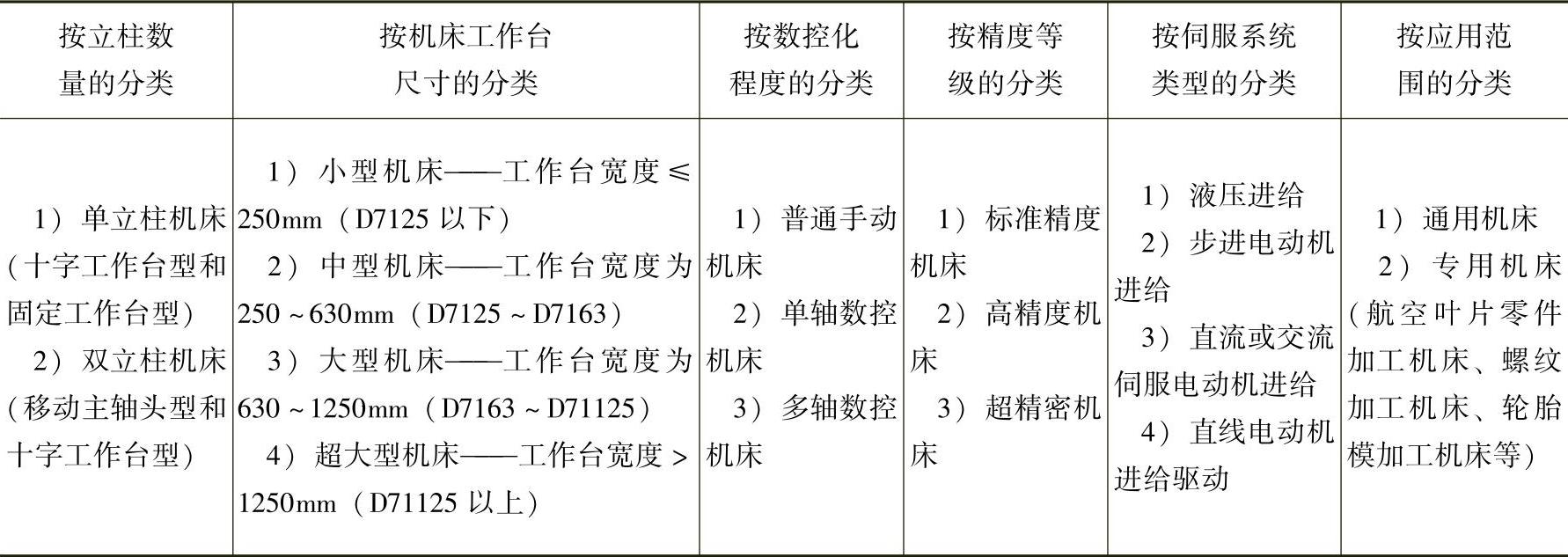
电火花成形加工机床已形成系列产品,按不同的定义其分类方法不同,大致分类见表2.4-1。
表2.4-1 电火花成形加工机床的分类
2.4.1.2 机床各部件的名称和传动轴方向的定义
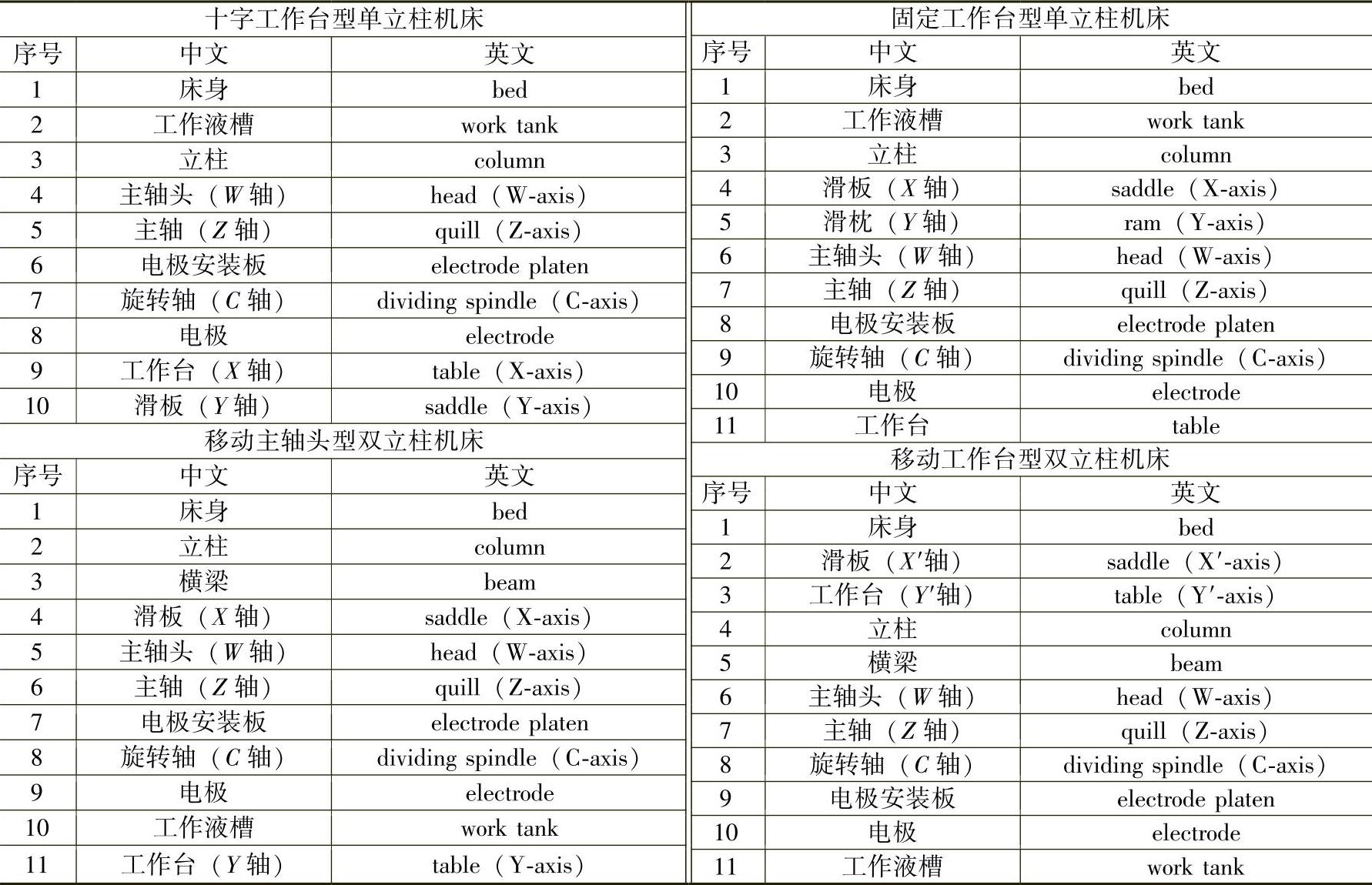
为统一名词术语,便于沟通,国家标准(GB/T 5291.1—2001和GB/T 5291.2—2003)对电火花成形加工机床各部分的名称进行了规定,如图2.4-2a、图2.4-2b、图2.4-2c、图2.4-2d和表2.4-2所示。
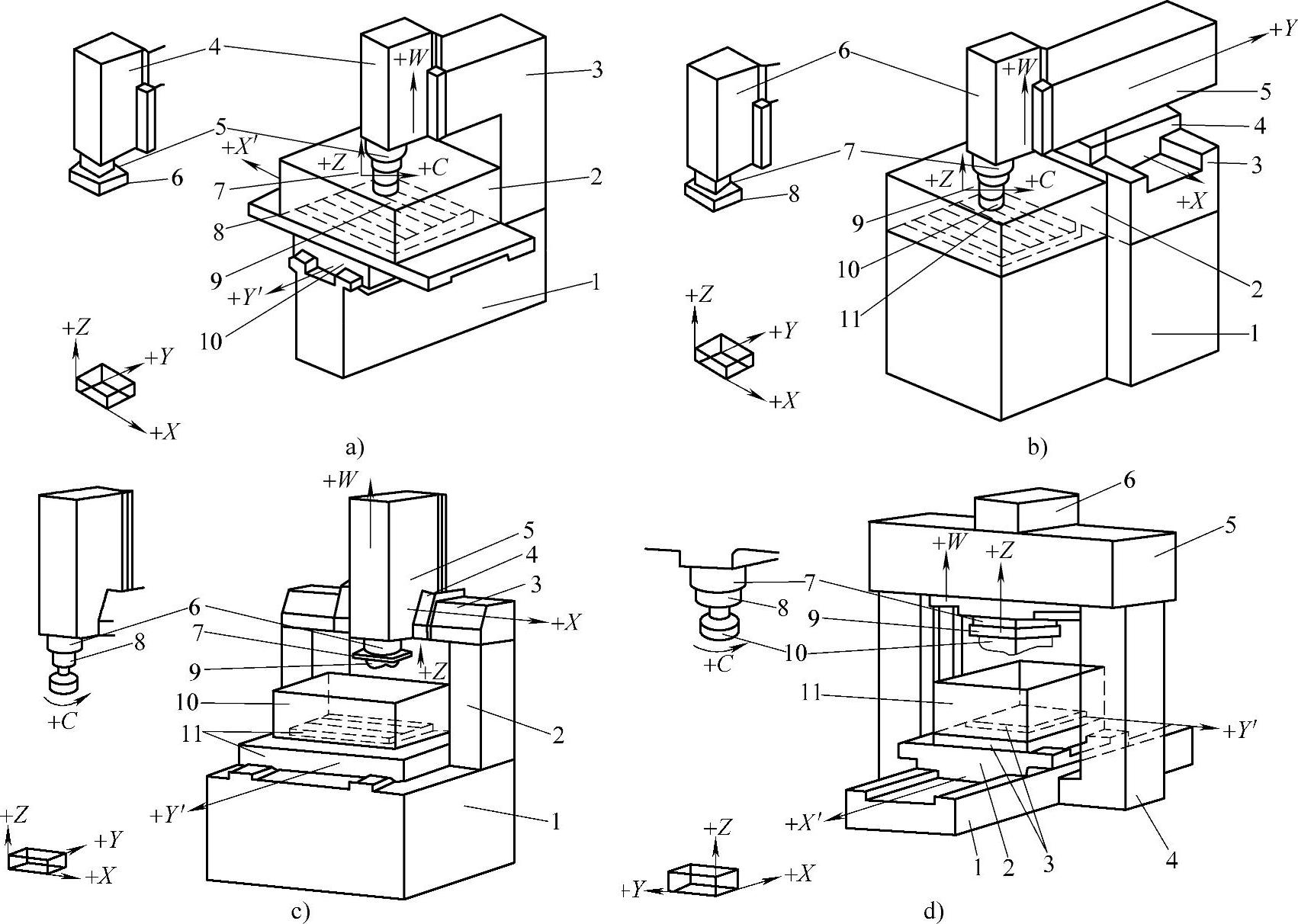
图2.4-2 电火花成形加工机床各部分示意图
a)十字工作台型单立柱机床 b)固定工作台型单立柱机床 c)移动主轴头型双立柱机床 d)移动工作台型双立柱机床
表2.4-2 电火花成形加工机床各部分名称术语
电火花成形加工机床的主机一般有X、Y、Z三轴传动系统。当Z轴伺服驱动,X、Y轴为手动时称为普通机床。Z轴伺服驱动并配有数控装置的称为单轴数控成形机床。当X、Y、Z三轴同时采用数控伺服驱动时称为三轴数控成形机床,如果再加上B(或A)、C轴联动的伺服控制则称为五轴数控成形机床。C轴为电极分度旋转伺服轴,R轴为电极高速旋转轴、B(或A)轴为工件分度旋转伺服轴。各传动轴的方向定义如图2.4-3和表2.4-3所示。
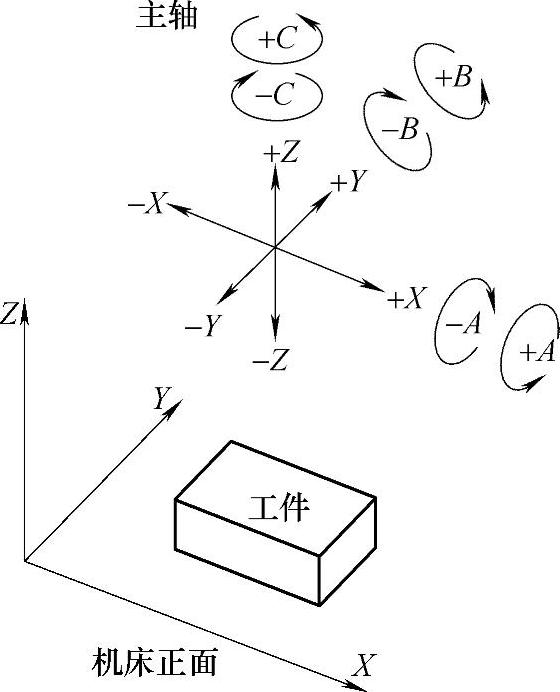
图2.4-3 各传动轴名称与方向定义
表2.4-3 电火花成形加工机床传动轴的方向定义

2.4.1.3 机床的结构形式(https://www.xing528.com)
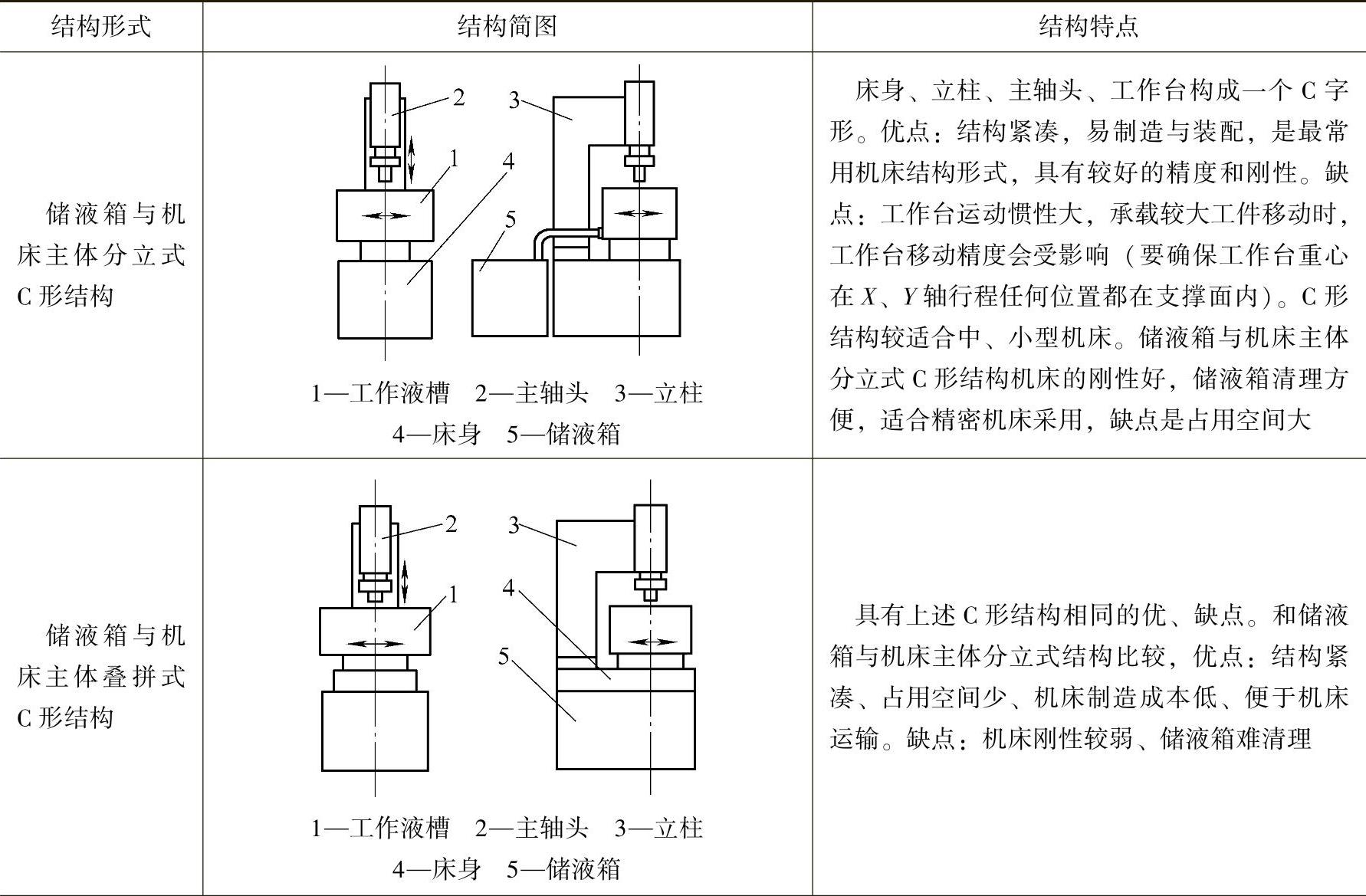
电火花成形加工机床结构有多种形式,根据加工对象不同,常用的机床结构形式见表2.4-4。
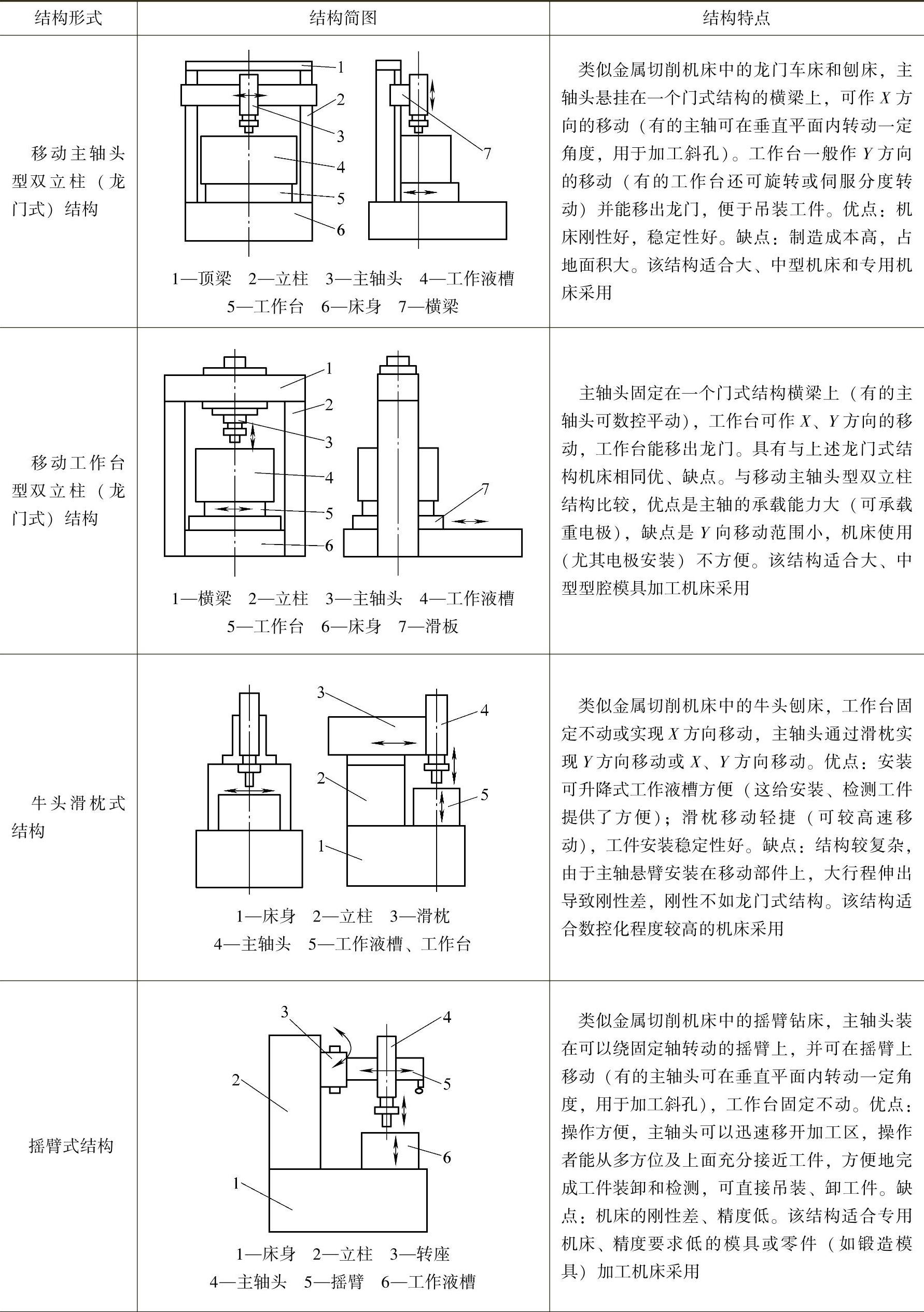
表2.4-4 电火花成形加工机床常用的结构形式及特点
(续)
(续)
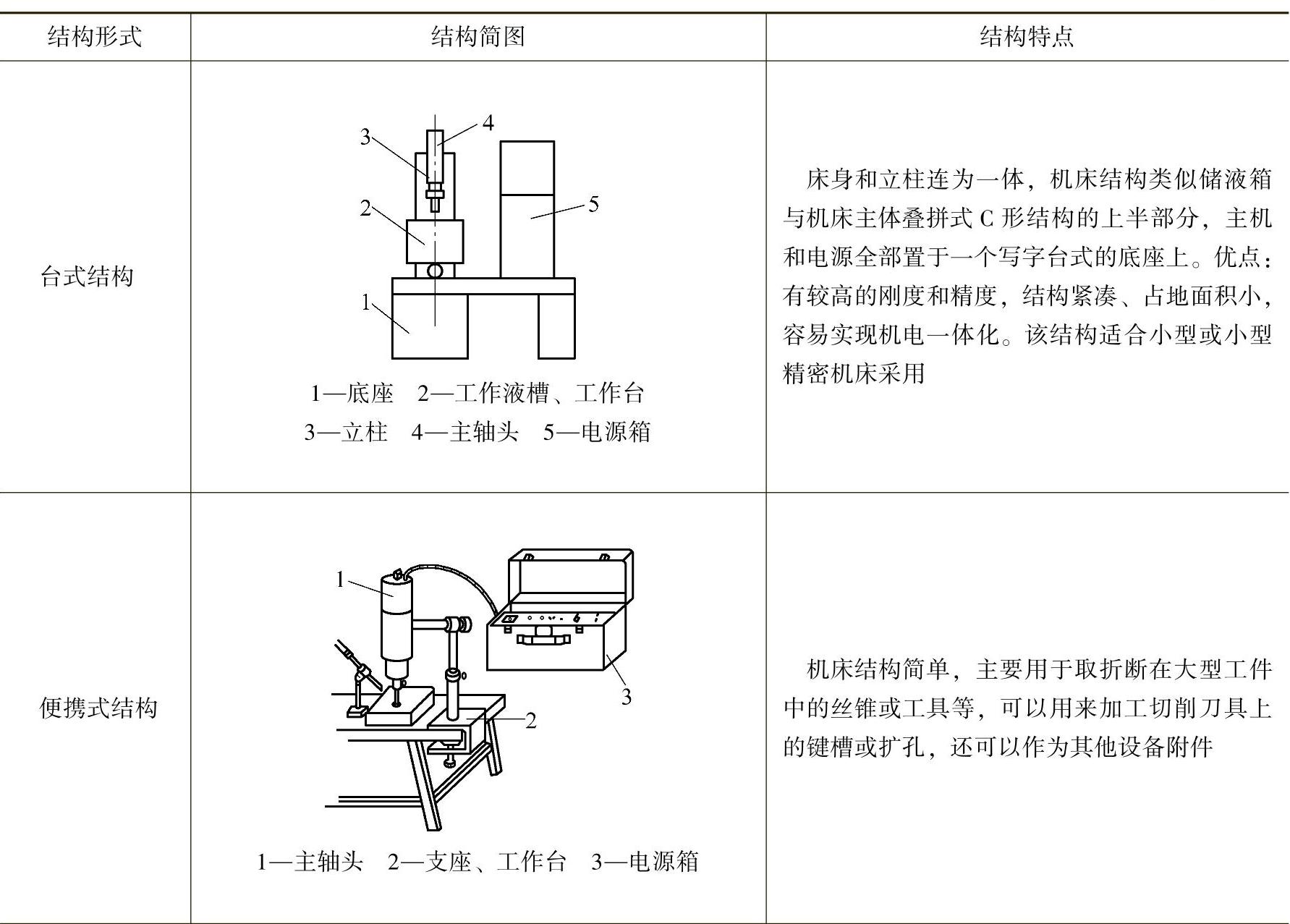
表2.4-4所列的是常用电火花成形加工机床结构形式。随着模具制造业发展,国内外已经出现了其他多种结构形式的三轴(或多于三轴)数控电火花机床,例如,有的带有工具电极库,可按程序自动更换电极成为自动电火花成形加工中心;有的带有防护网(罩)或屏蔽网及排风装置成为高精度、全封闭电火花加工单元。新型电火花成形加工机床在加工质量和效率方面,在机床的功能和自动化程度上,在安全与环保方面都采取了强有力的措施,其机床结构已发生了很大的变化。但无论哪种结构形式的电火花成形加工机床,其主要功能都是按照电火花成形加工的工艺要求伺服驱动加工轴,保证电火花放电所需的最佳间隙的要求,同时按预定的运动轨迹移动,完成对工件的加工。
2.4.1.4 我国电火花成形加工机床的型号规格与参数
我国早期生产的电火花穿孔加工机床(采用RC、RLC和电子管、闸流管等窄脉冲电源)和电火花成形加工机床(采用长脉冲发电机电源)分别命名为D61系列(如D6125、D6135、D6140型等)和D55系列(如D5540、D5570型等)。20世纪80年代开始大量采用晶体管脉冲电源,电火花加工机床既可用于穿孔加工,又可用于成形加工,1985年起把电火花成形加工机床命名为D71系列,见行业标准《特种加工机床 型号编制方法》(JB/T 7445.2—1998),其型号表示方法如下:
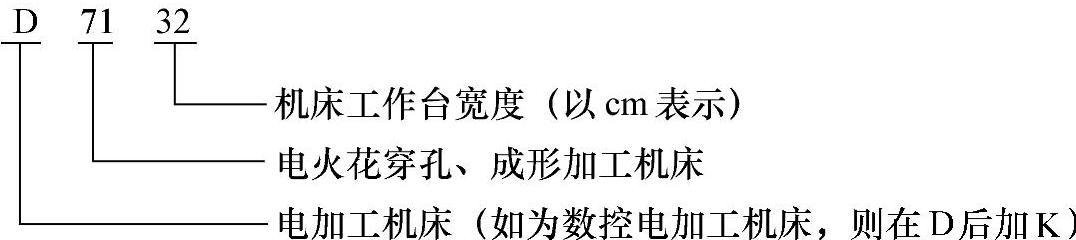
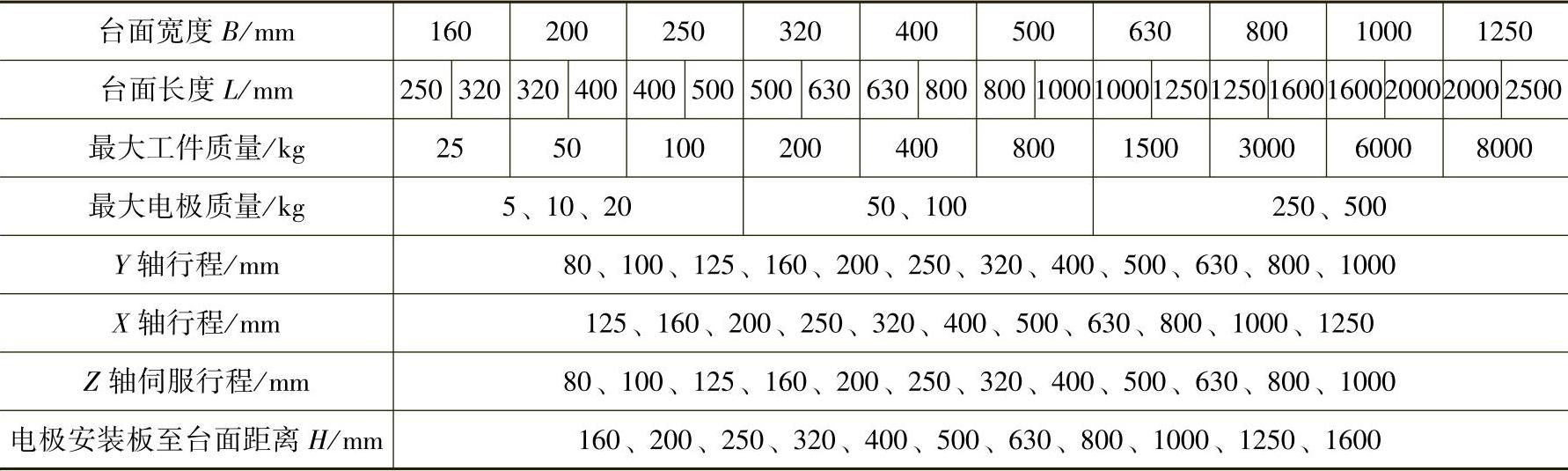
表2.4-5 所示为我国电火花成形加工机床的参数标准。
表2.4-5 电火花成形加工机床主参数标准(GB/T 5290.1—2001)
目前国产电火花成形加工机床的型号命名往往加上本单位名称的拼音代号及其他代号,如北京市电加工研究所加B,北京凝华实业公司加NH等。中外合资及外资厂生产的电火花成形加工机床型号更不统一,往往采用其自定的型号系列来表示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。