



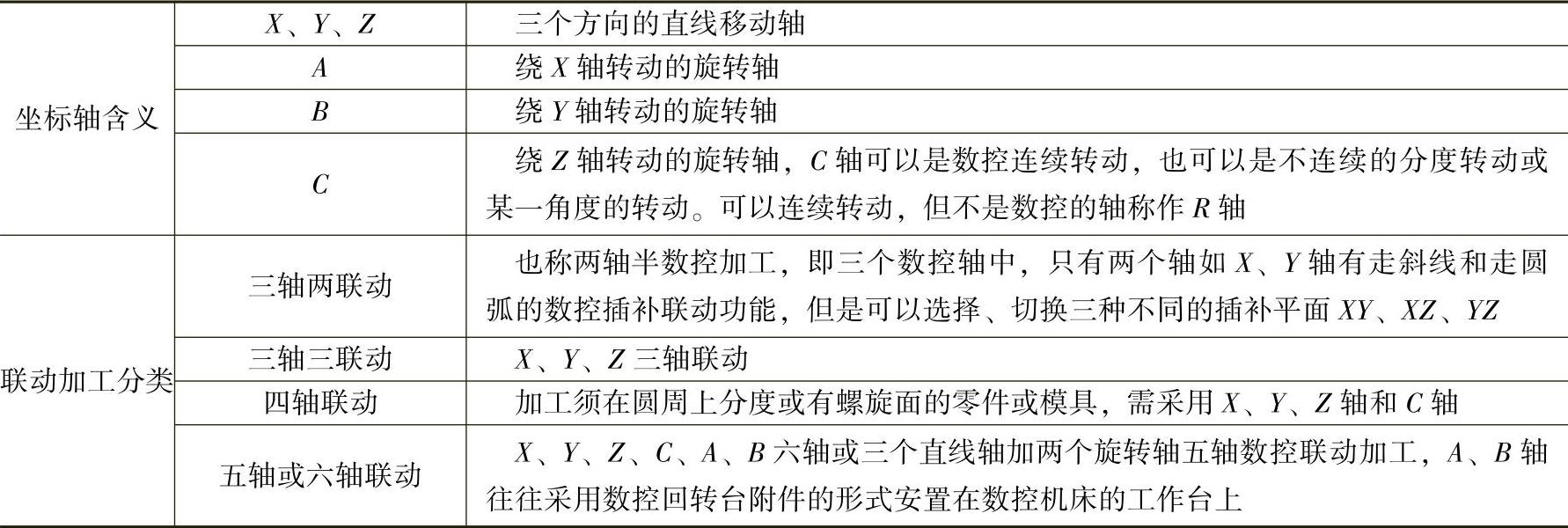
数控系统中各坐标轴的含义及多轴电火花联动加工的分类见表2.3-13。
表2.3-13 数控系统中坐标轴的含义及联动加工分类
2.3.3.1 单轴数控系统
机床只有主轴(立式机床为Z轴)是数控轴,其余轴均为手动调整轴,非数控轴上可以分别配备数显装置,把各轴的移动用数值显示出来。数显装置的位置检测元件有磁尺、光栅和感应同步器等,分辨率可达到1μm,光栅性能稳定,但价格较高。
步进电动机和伺服电动机都可以用于数控。步进电动机驱动的数控系统电路简单,成本低廉,工作可靠,但力矩和调速性能较差,一般只用于中、小型电火花加工机床。对于交、直流伺服电动机,在电动机的端部同轴装有一个“码盘”(编码器),电动机每转一转,码盘可以发出一定个数的脉冲(如2500),用这些脉冲即可控制电动机的转角和转速。设某码盘为每转输出4000个脉冲,如选用的丝杠螺距为4mm,则每一脉冲的数控位移当量(分辨率)为4÷4000=0.001(毫米/脉冲)=1(微米/脉冲)。
2.3.3.2 多轴数控系统
具有多个数控轴的电火花成形机床,工具电极和工件之间的相对运动比较复杂,适用于较复杂的工件,如各种模具的加工。
1.数控系统的软、硬件结构
(1)开放式体系结构电火花加工数控系统的含义 开放式体系结构的电火花加工数控系统(Computer numerical controller based on open system architecture for electrical discharge machining,简称为EDM-OAC系统)在软件和硬件的配置上是灵活的,它允许修改硬件的基本配置和改变软件各个层面的控制,允许应用高级的监控技术。一个EDM-OAC系统允许第三方来开发并集成新的软件和硬件,为新技术的产生提供了一个强大的发展基础。EDM-OAC系统能够和其他系统进行集成,具有开放式系统的特征,即可扩展性、可移植性、互换性和互操作性。
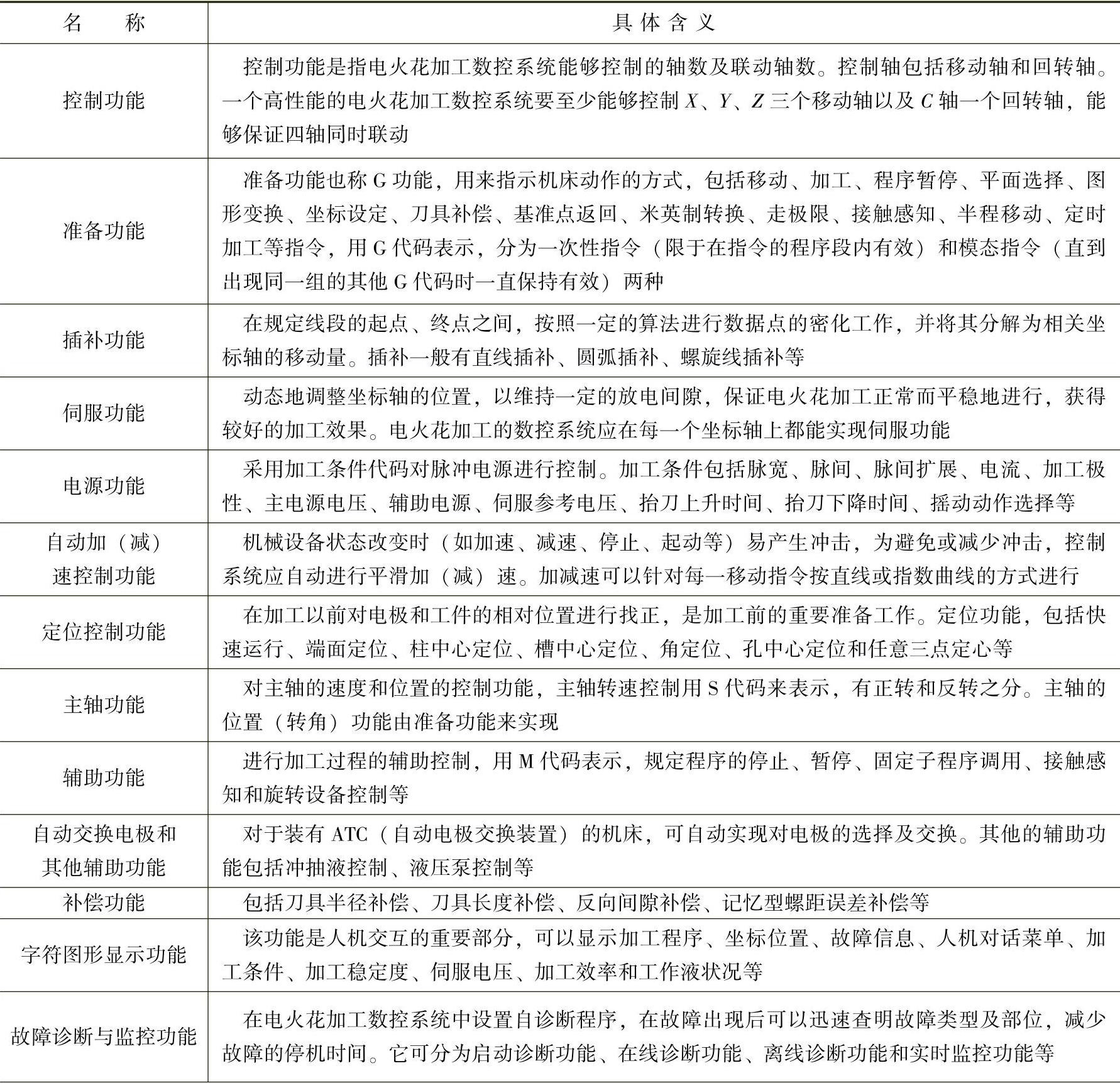
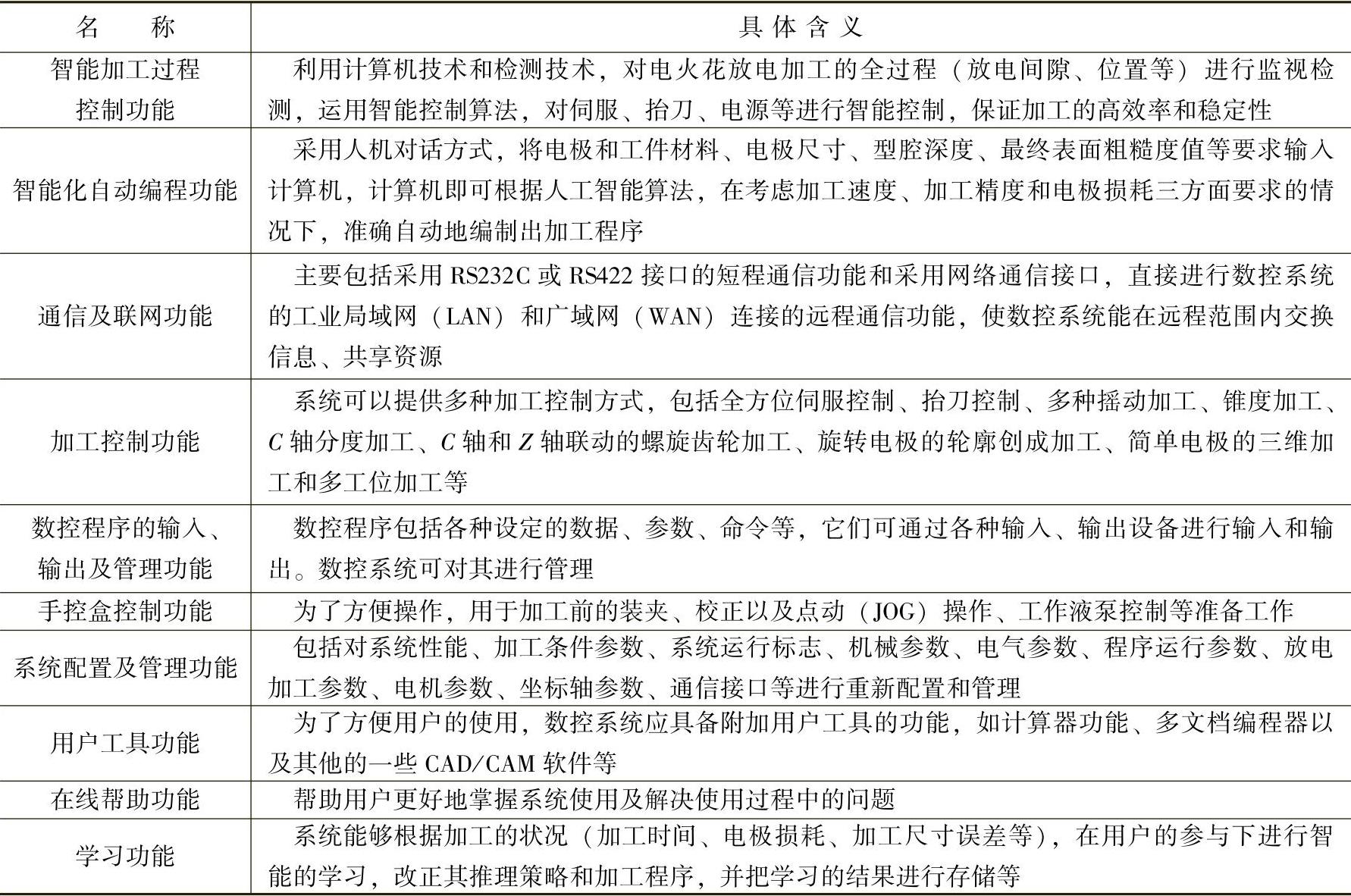
(2)EDM-OAC系统具备的功能 一个基本的电火花加工数控系统包括输入、译码及预处理、插补运算和输出控制等几个部分,高性能的电火花加工数控系统,它应该实现表2.3-14中所示的各项功能。
表2.3-14 电火花加工高性能数控系统的功能
(续)
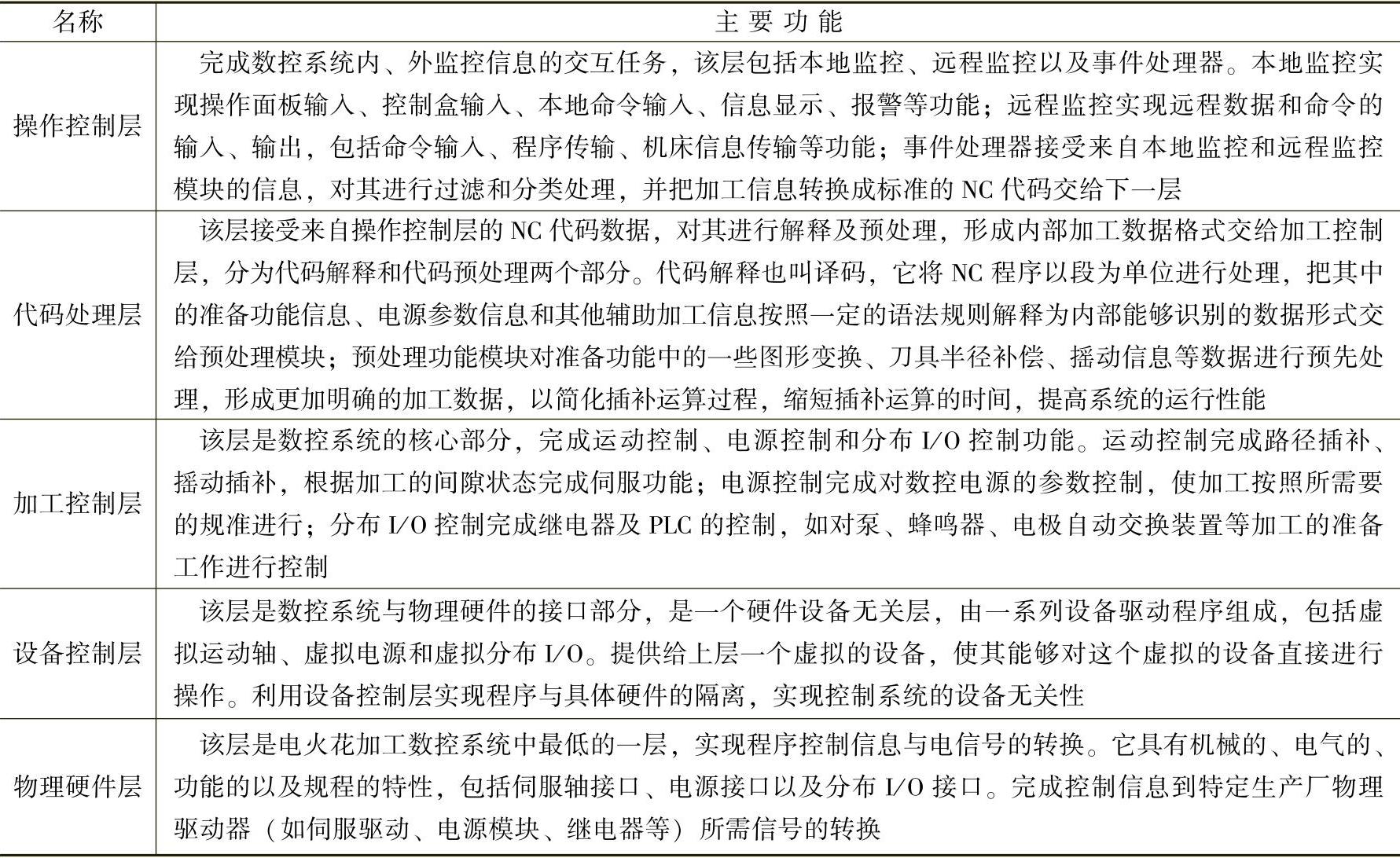
(3)EDM-OAC系统的层次模型 如图2.3-28所示,电火花加工数控系统按功能可分为五层,一个完整的层可以被替换,而不会影响到系统的其他部分。每一层都是一个具有可扩展性、互操作性、模块化和智能化的插件。各层的主要功能见表2.3-15。
表2.3-15 开放式数控系统各层的主要功能
(4)EDM-OAC系统的硬件构成 可分为单机结构和多机结构,至少应包含微处理器模块、人机接口模块、存储器模块、通信模块、脉冲电源控制模块、伺服控制模块、分布I/O模块等部分。
可以把微处理器模块、人机接口模块、存储器模块和通信模块看作是一个PC机系统,而把伺服控制模块、分布I/O模块和脉冲电源模块称作电火花加工数控系统的加工控制系统。加工控制系统可以做成插在PC扩展槽中的扩展板,作为PC的一部分而共同构成一个完整的数控系统。有以下两种构成系统的方式:
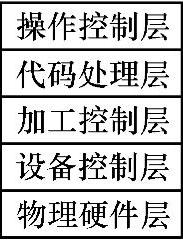
图2.3-28 开放式数控系统层次模型
1)PC机完成整个系统的前端管理等一些非实时任务,而加工控制系统完成如实时插补、伺服控制、电源控制以及I/O控制等一些实时加工任务及机床物理驱动器接口。
2)PC机既完成前端管理等非实时任务,又完成如插补、伺服控制、电源控制以及I/O控制等实时任务,加工控制系统起到联通PC系统和物理驱动器的接口作用。
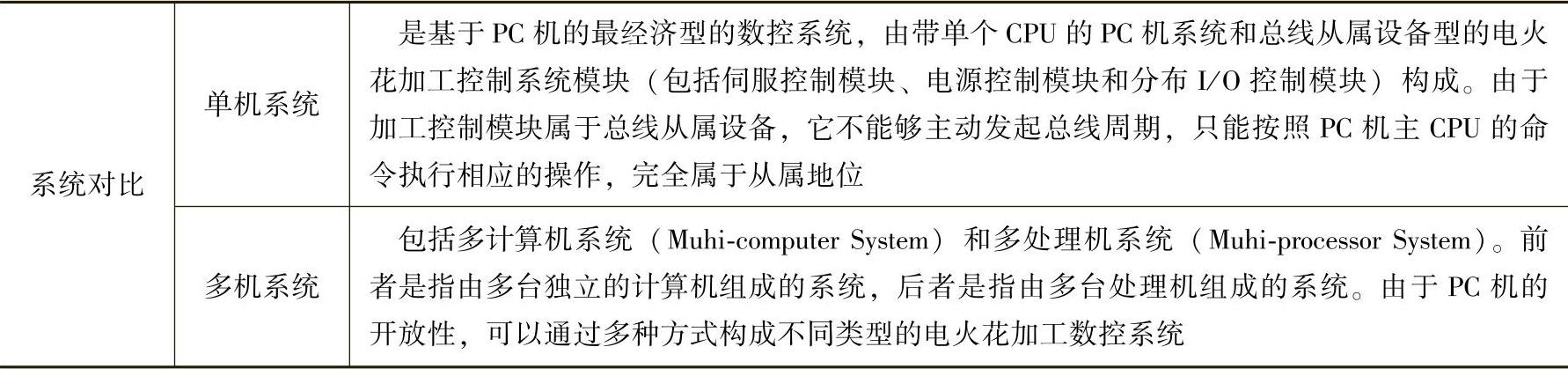
单机系统和多机系统的对比见表2.3-16
表2.3-16 单机和多机系统的对比
(5)EDM-OAC系统的软件结构
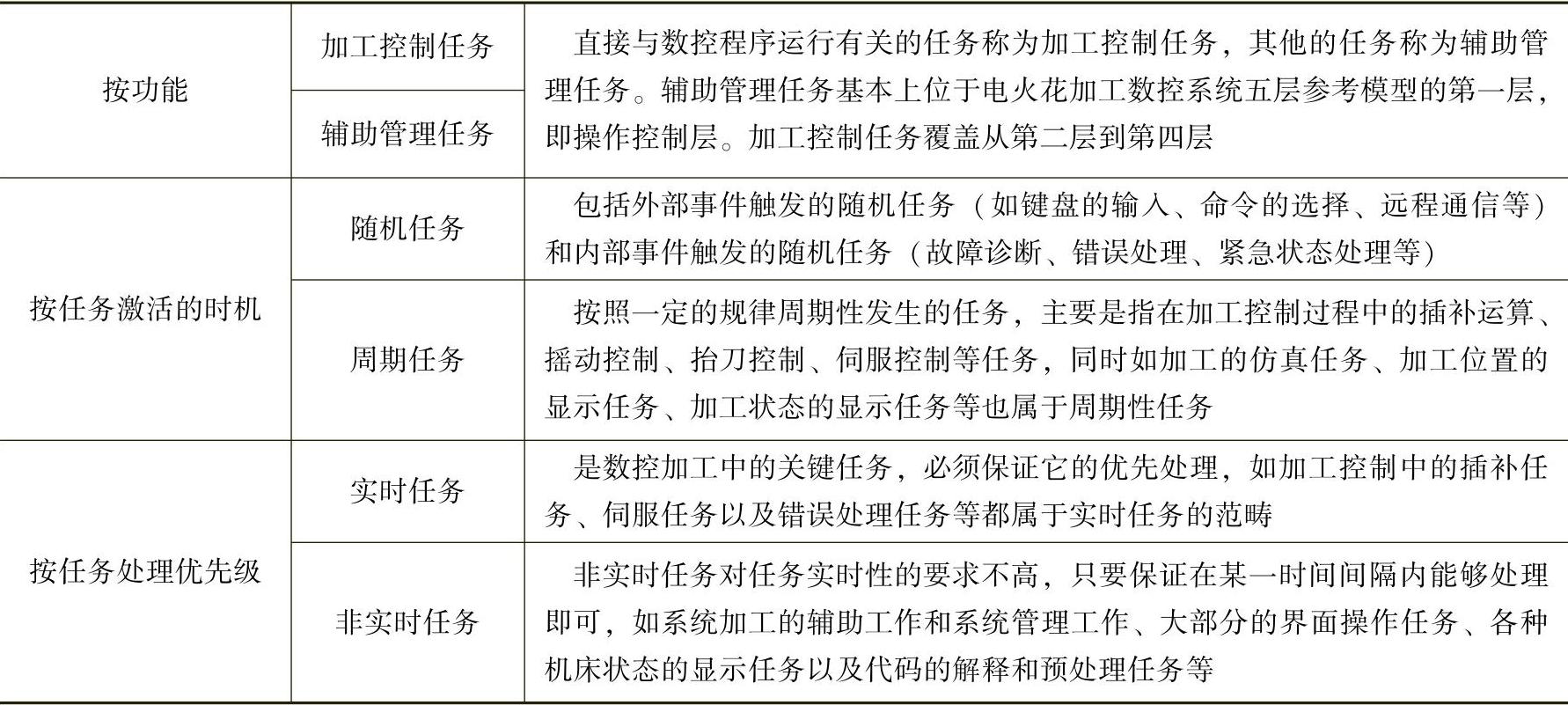
1)多任务划分。数控系统中的任务分类和含义见表2.3-17。
表2.3-17 多任务的分类和含义
2)加工控制的数据流程,包括正常轨迹加工和摇动加工两个数据流程,在加工过程中它们可能会同时并存,也可能单独存在,由数控代码决定。无论是哪个流程,都要经过代码解释、代码预处理、插补准备、插补等几个基本过程。
正常的轨迹加工,其数据的流程如下:
① 零件的加工程序在经过了NC程序准备后,以ISO标准格式放入到NC程序缓冲区中。
② 经过NC程序的解释任务,将ISO代码中的各种数据及信息提取出来,以约定的格式存放于插补缓冲存储区BS中。
③ 在没有刀具补偿的情况下,由代码预处理任务将BS区中的轨迹信息经过简单处理后直接放入插补工作缓冲区AS中。
④ 插补准备任务将AS区域中的内容组合成为可直接用于插补的数据后放入插补输出缓冲区OS中等待插补任务提取。
3)数控软件的总体结构 图2.3-29所示为开放式体系结构的智能化控制电火花加工数控系统的主界面。整个主界面分为6个部分:
① 坐标显示区,显示X、Y、Z、U四个坐标值,支持米制和英制两种单位。
② 加工状态显示区,实时显示一段时间内的加工状态。
③ 系统状态显示区,显示当前时间、工作时间、加工时间、当前坐标系等系统信息。
④ 电参数和机床参数显示区,显示当前正在使用的电源参数、机床参数等,还允许在界面上直接修改这些参数。
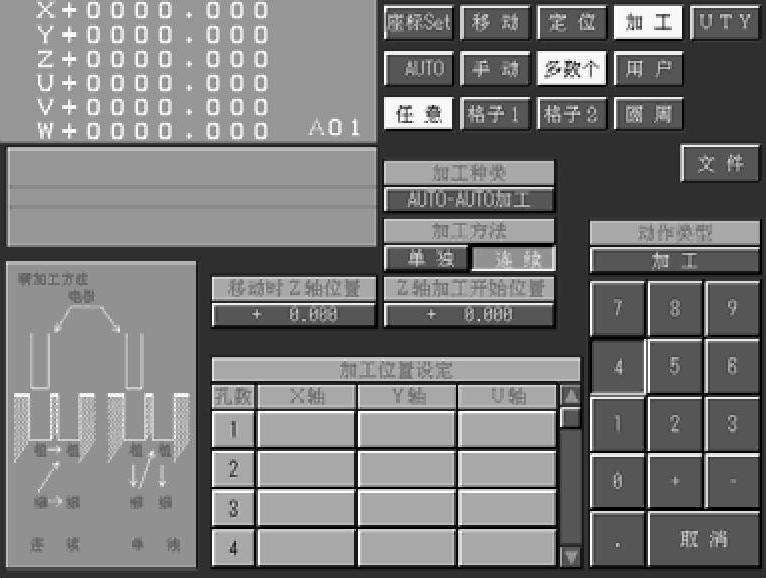
图2.3-29 一种数控系统主界面
⑤ NC代码显示区,显示已经载入的数控程序,在加工过程中实时地跟踪加工进度。
⑥ 控制命令按钮区,显示主要的控制命令按钮,利用这些按钮可以方便地执行各种命令,完成调整机床和加工任务。
2.数控系统的插补技术
(1)电火花加工数控系统的插补方法
1)脉冲增量插补,又称“一次插补法”,每次插补的结束仅产生一个行程增量,以一个个脉冲的方式输出给伺服进给系统,是一个在插补计算的过程中不断将插补的结果向各个坐标轴协调发出的过程。
2)数据采样插补,是一种“二次插补法”,其插补运算分两步完成:第一步是粗插补,在给定的起点和终点之间插入若干个点,用许多微小直线段来逼近给定的曲线;第二步是精插补,在粗插补算出的每一微小直线段上再做“数据点的密化”工作,这一步相当于脉冲增量插补。数据采样插补尤其适用于闭环或半闭环,以交、直流伺服电动机为执行机构的位置采样控制系统。
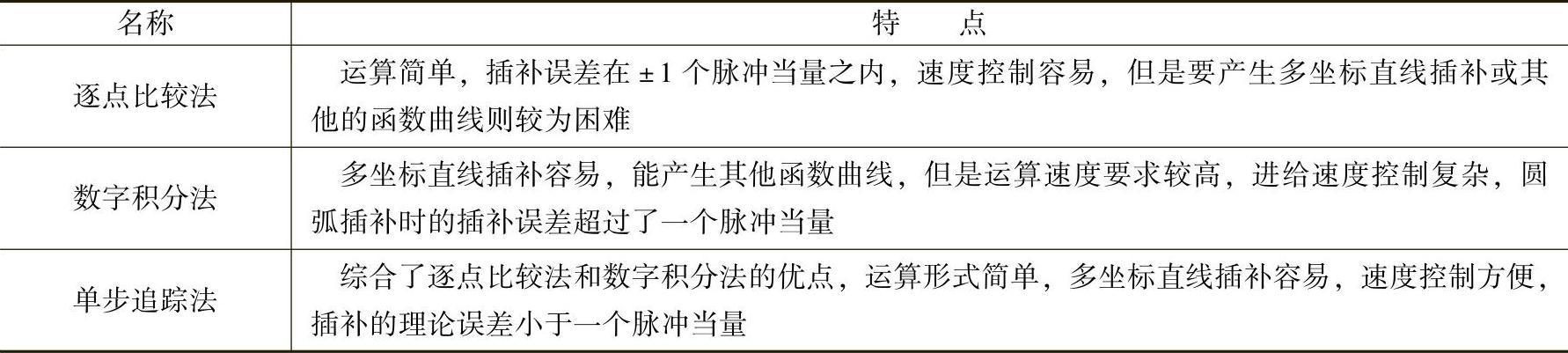
目前在电火花加工数控系统中一般采用的是脉冲增量插补法,包括一些具体算法,见表2.3-18。
表2.3-18 脉冲增量插补算法及特点
(2)反向插补技术 以第一象限的直线插补为例进行说明。
假设经过正常插补计算后的偏差判别函数为Fn+1,则上一次的偏差判别函数为Fn,按照第一象限的单步追踪法的计算公式:
若上一步进给ΔX,则Fn+1=Fn-Ye;若上一步进给ΔY,则Fn+1=Fn+Xe;若上一步进给为-ΔX,则有Fn=Fn+1+Ye。
若假设为真,则应有:

若假设为假,则应有:
Fnf=Fn+1+Ye=(Fn+Xe)+Ye
根据第一象限单步追踪法的计算公式:
若Fn≥0,向X正方向进给一步,Fn+1=Fn-Ye≥-Ye
若Fn<0,向Y正方向进给一步,Fn+1=Fn+Xe<Xe
则Fn+1应满足下列条件:
-Ye≤Fn+1<Xe
同理Fn也应该满足:
-Ye≤Fn<Xe
由于Fnt=Fn,因此有-Ye≤Fnt<Xe
而Fnf=Fn+Xe+Ye,由于第一象限Ye≥0,因此有Fnf≥Xe+Ye-Ye=Xe(https://www.xing528.com)
所以有
-Ye≤Fnt<Xe≤Fnf
因此有
若Fn+1+Ye-Xe<0,则可判断上次进给方向为+X,
Fn=Fn+1+Ye
若Fn+1+Ye-Xe≥0,则可判断上次进给方向为+Y,
Fn=Fn+1-Xe
这样,根据当前的偏差判别函数能够严格判别前一次插补的进给方向并恢复偏差判别函数的数值。只要把前次进给方向的反方向作为本次进给的方向,就可以沿原路严格回退。其他象限亦可类似推出,直线反向插补公式见表2.3-19。同理可得圆弧的反向插补公式,见表2.3-20。
表2.3-19 直线反向插补公式

表2.3-20 圆弧反向插补公式

(3)刀具半径补偿 当刀具中心轨迹在编程轨迹(工件轮廓)前进方向的右边时,称为右刀补,用G42表示;如果在前进方向的左边时,就称为左刀补,用G41表示;取消刀具半径补偿时,用G40表示,如图2.3-30所示。
实际的刀具半径补偿算法一般可分普通刀具半径补偿(简称B刀补)和C机能刀具半径补偿(简称C刀补)。对于只有B刀补功能的数控系统,只能计算出直线或圆弧终点的刀具中心值。为了弥补B刀补的不足,可以采用C刀补,利用编程轨迹计算出刀具中心的连接交点。
3.数控系统的加工控制技术
加工控制包括轨迹伺服控制、抬刀控制、摇动控制及加减速控制四种情况。
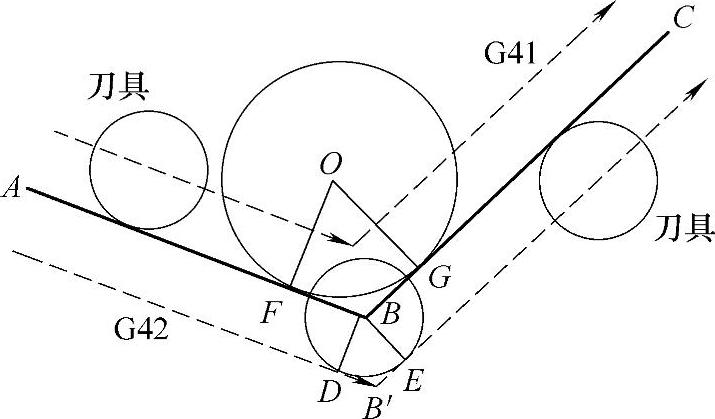
图2.3-30 刀具半径补偿
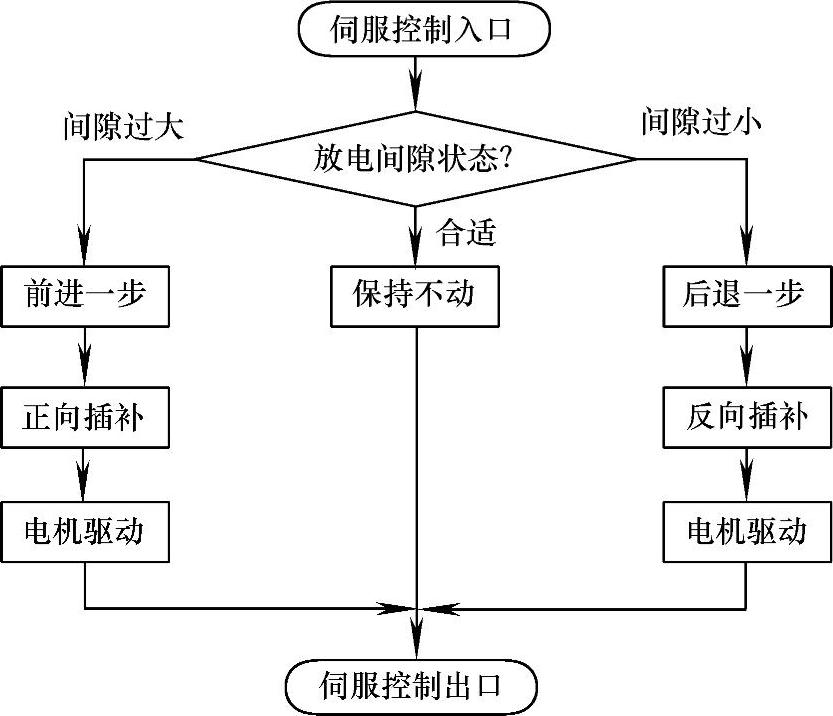
图2.3-31 伺服控制框图
(1)轨迹伺服控制 包括两种运动:一是正常轨迹插补,二是回退插补,见图2.3-31。
(2)抬刀控制 抬刀控制分为单轴方向抬刀和多轴方向抬刀。
如果正常的轨迹伺服是一个单轴行为,那么默认的抬刀方向应该是这个单轴加工方向的反方向。如果轨迹伺服是一个多轴行为,那么默认抬刀方向是沿着这个加工方向的相反方向进行。
示例(Z轴抬刀):
抬刀周期可以用UP和DN两个参数来描述。如图2.3-32所示,假设系统在A点收到抬刀信号,进入了一个抬刀周期,为了避免“抽真空”现象,电极首先以一个较慢的速度v1离开工件至B点,距离为h1,这是一个慢速上升过程。接着进入快速上升的过程,以速度v2向上作快速的跳跃,在C点收到下降信号,同时快速上升过程在C点结束,快速上升高度为h2。这样,h=h1+h2构成了整个的抬刀高度。在C点以后,系统进入了快速的下降过程,一般情况下也是以速度v2快速下降至加速上升点D(B),整个电极跳跃过程结束,由B点到C点和由C点到D点的距离是一样的。由D点至E点电极以伺服速度进行正常的伺服加工。h3-h1是在一个完整的抬刀周期内加工的深度。
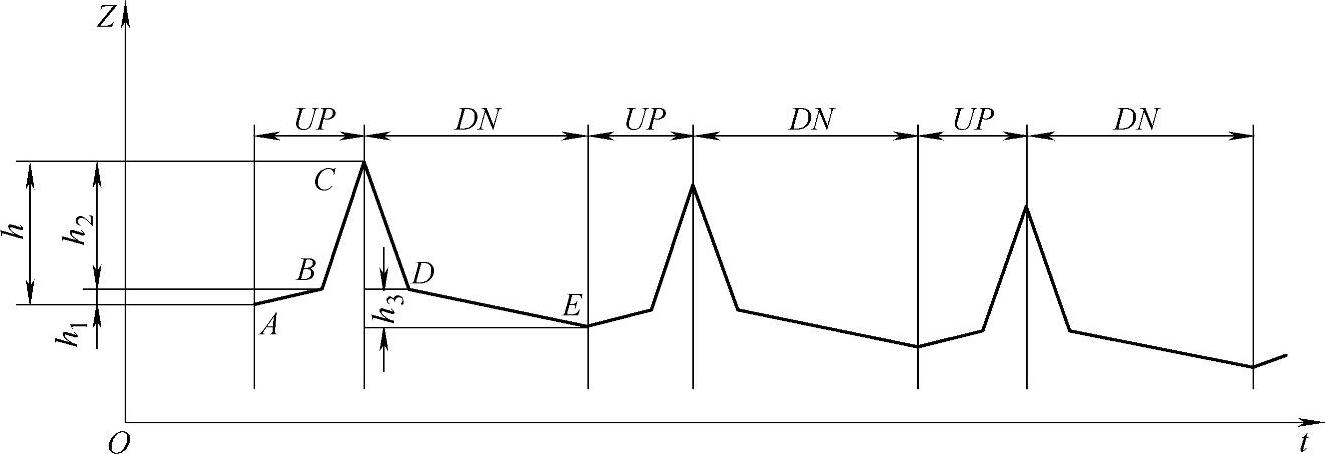
图2.3-32 带有抬刀的完整的Z轴加工过程
(3)摇动控制 可分为两轴联动摇动加工和三轴联动摇动加工。两轴联动的摇动轨迹由两个摇动轴联动构成,利用数控系统两个摇动的坐标轴实现插补控制,组成若干种典型的摇动轨迹程序,包括圆形、正方形、菱形、放射形等。两轴联动的摇动方法分为自由摇动、分级摇动、锁定摇动三种摇动,如图2.3-33所示。三种方式的含义和实例见表2.3-21。
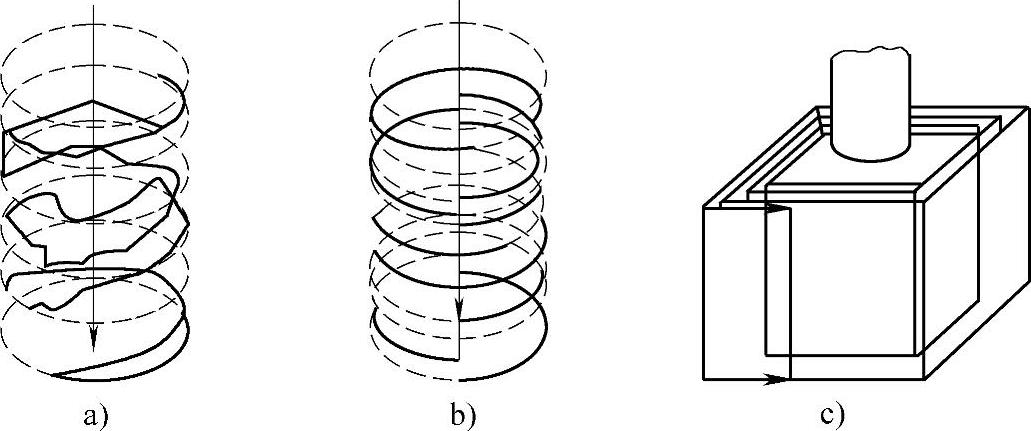
图2.3-33 数控摇动的伺服方式
a)自由摇动 b)分级摇动 c)锁定摇动
表2.3-21 两轴联动的摇动方式
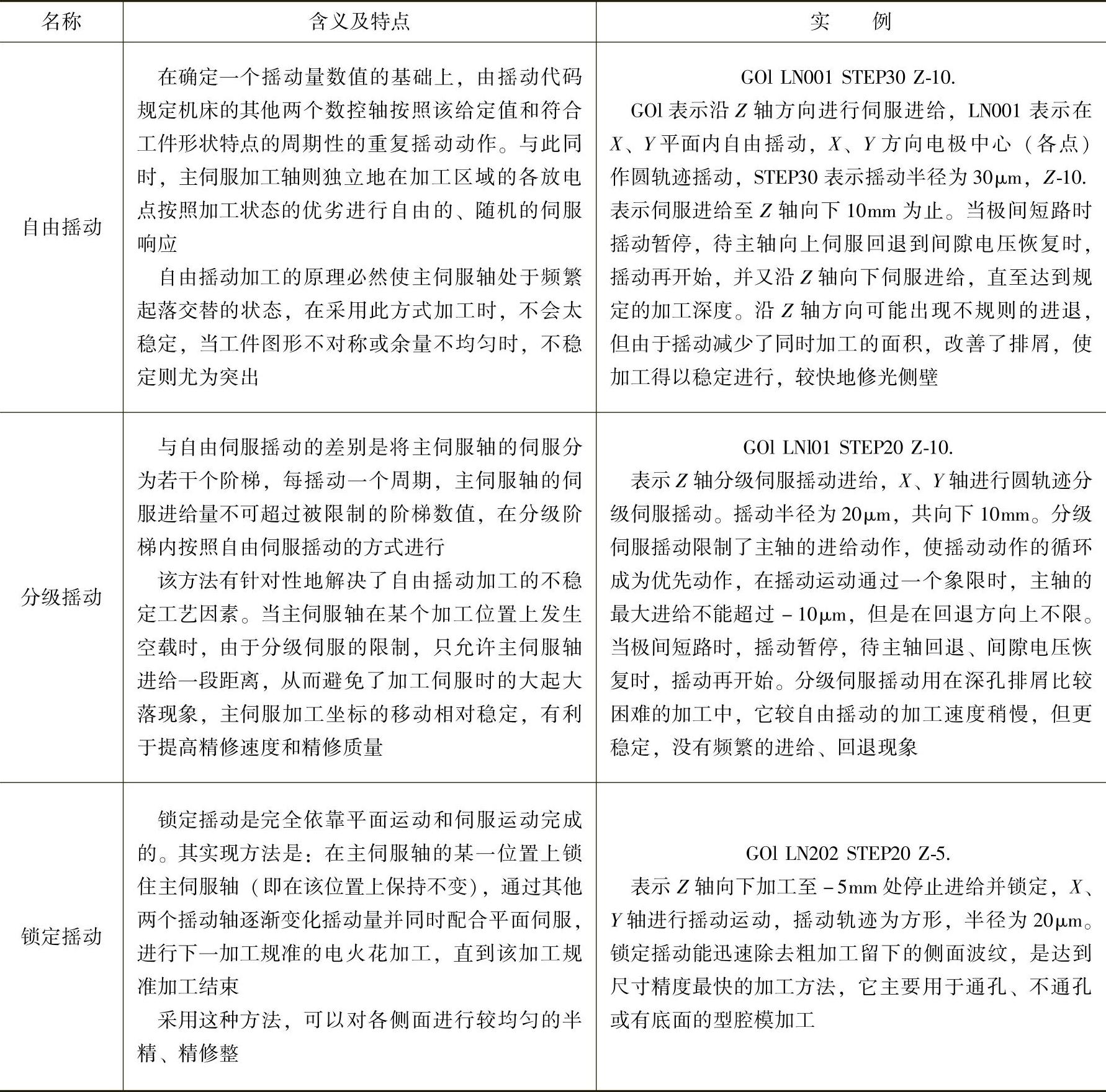
图2.3-34所示为电火花三轴数控摇动加工立体示意图。
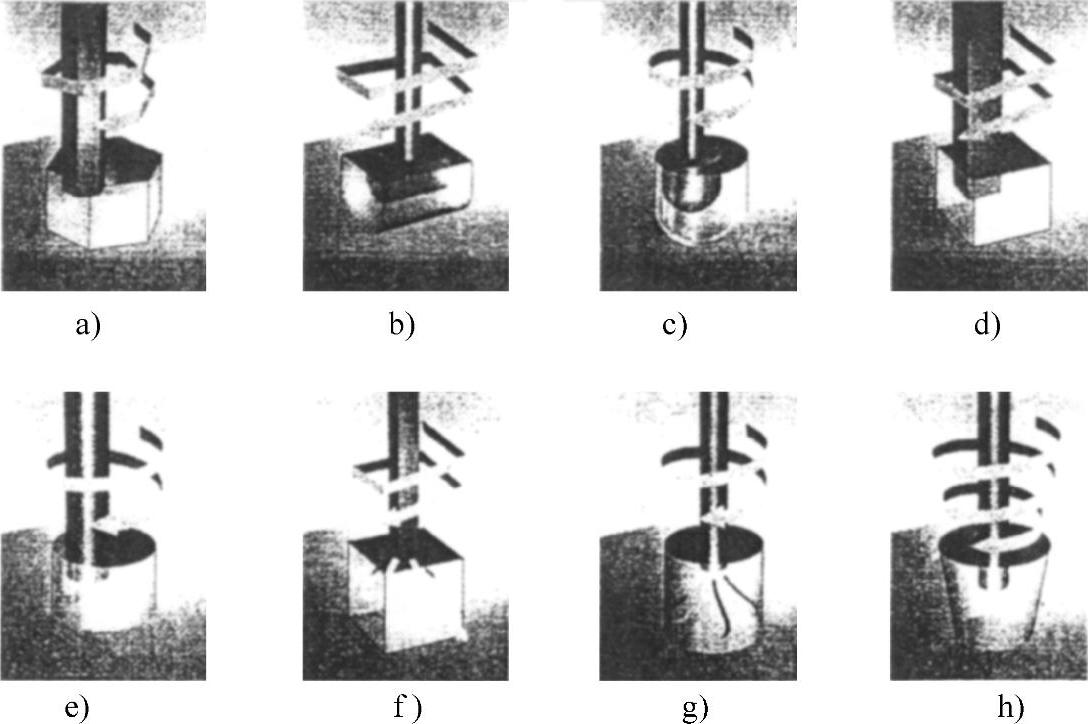
图2.3-34 电火花三轴数控摇动加工立体示意图
a)六棱柱 b)半圆柱 c)半球 d)四棱柱 e)圆孔 f)三维放射清角 g)三维放射清底边 h)任意锥面
(4)加减速控制 加减速控制体现在加工准备过程中,如快速移动、定位等辅助操作过程中。加减速控制从算法上可分为直线加减速和指数加减速等。直线加减速过程如图2.3-35所示。
4.多轴联动数控系统
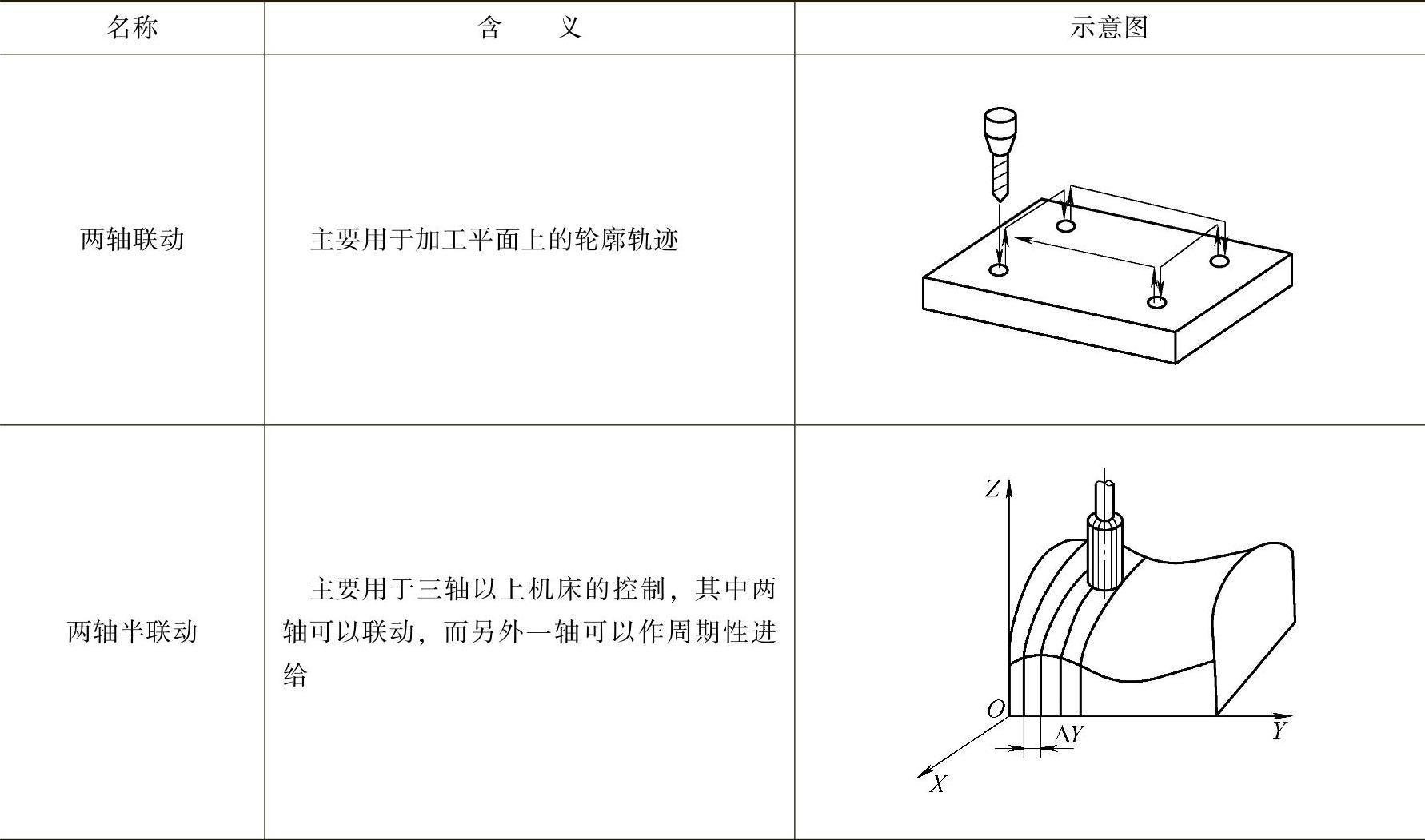
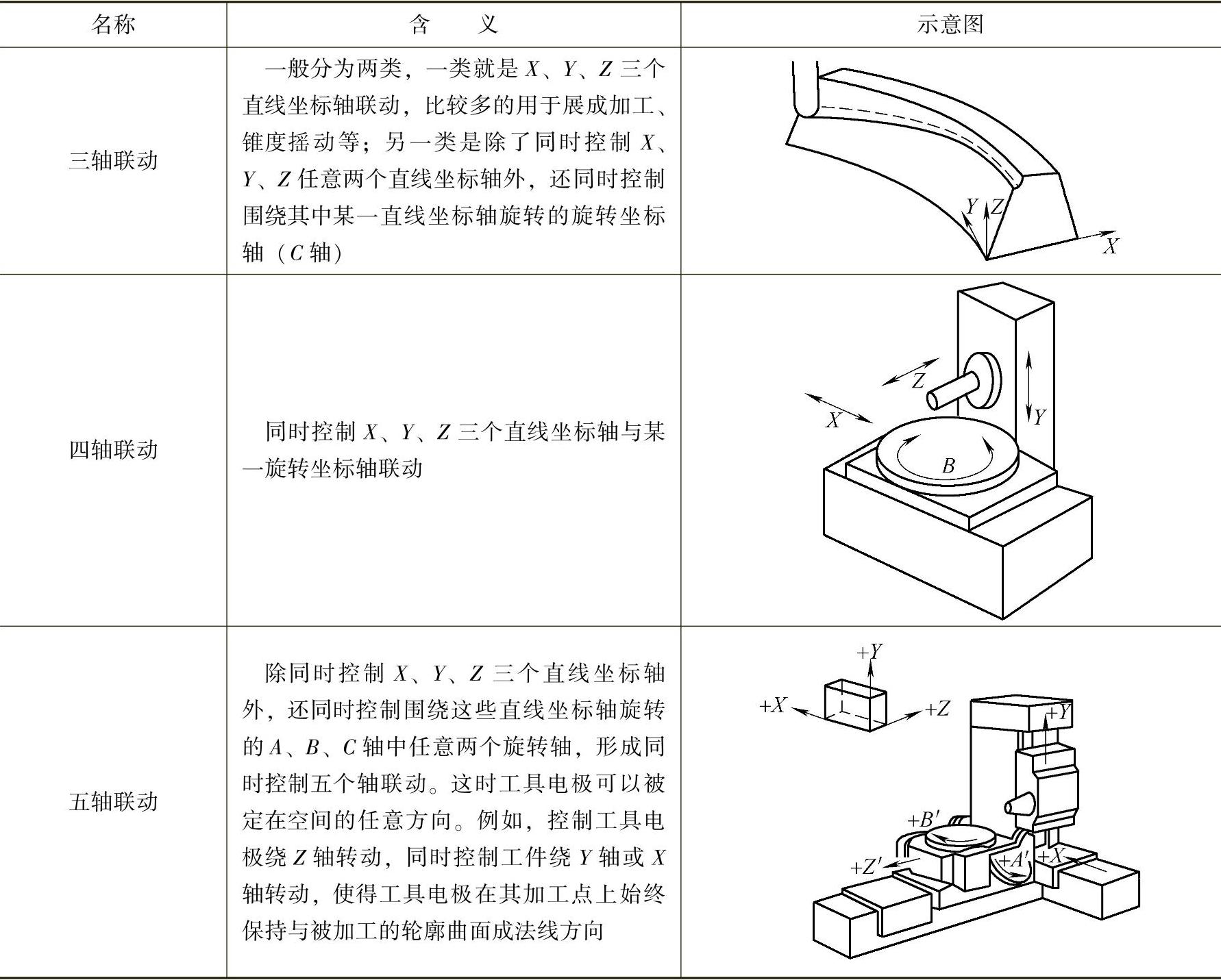
根据联动轴数的不同,数控电火花加工可以分为两轴联动、两轴半联动、三轴联动、四轴联动以及五轴联动等,其分类见表2.3-22。
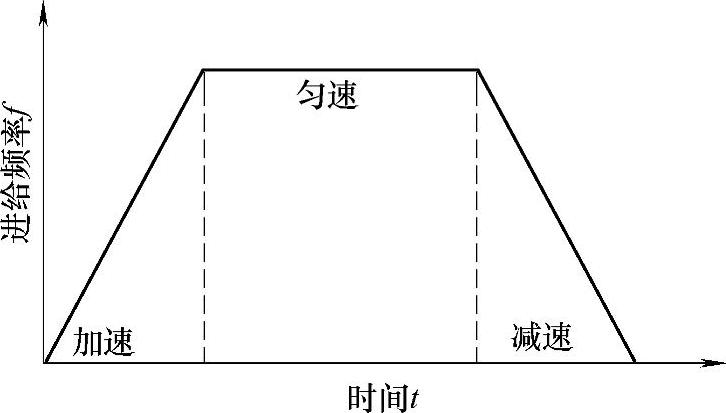
图2.3-35 直线规律加减速过程
表2.3-22 数控联动加工的分类
(续)
5.国际上最先进的电火花成形机床专用数控系统
目前,国际上最先进的电火花成形机床专用数控系统应属日本沙迪克公司研制生产的8轴数控系统,如图2.3-36所示。其实际应用的机床如图2.3-38所示。

图2.3-36 日本沙迪克公司的8轴数控系统
a)数控系统实物 b)操作界面
沙迪克公司已经研制成功了电火花成形加工8轴实时控制技术,在实际应用中是使用7轴数控机床,各轴配置情况如图2.3-37所示,UU轴与U轴的逻辑空间是重合的,UU轴的配置是为避免干涉和装夹方便。其一次夹紧工件的能力和执行复杂运动控制的能力大大提高了生产效率并扩大了加工制造范围。世界上目前还没有其他电火花设备制造商能提供这种性能的产品。
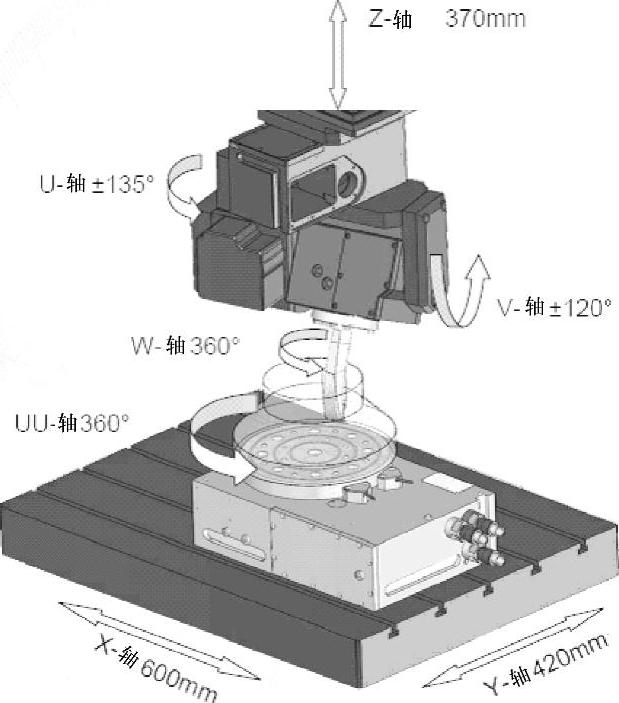
图2.3-37 日本沙迪克公司的7轴数控电火花成形机床的空间配置示意图

图2.3-38 日本沙迪克公司的7轴数控电火花成形机床
6.国内最先进的电火花成形机床专用数控系统
目前国内最先进的电火花成形机床专用数控系统应属北京市电加工研究所研制和生产的6轴联动电火花加工数控系统如图2.3-39所示,其实际应用的机床如图2.3-40所示。
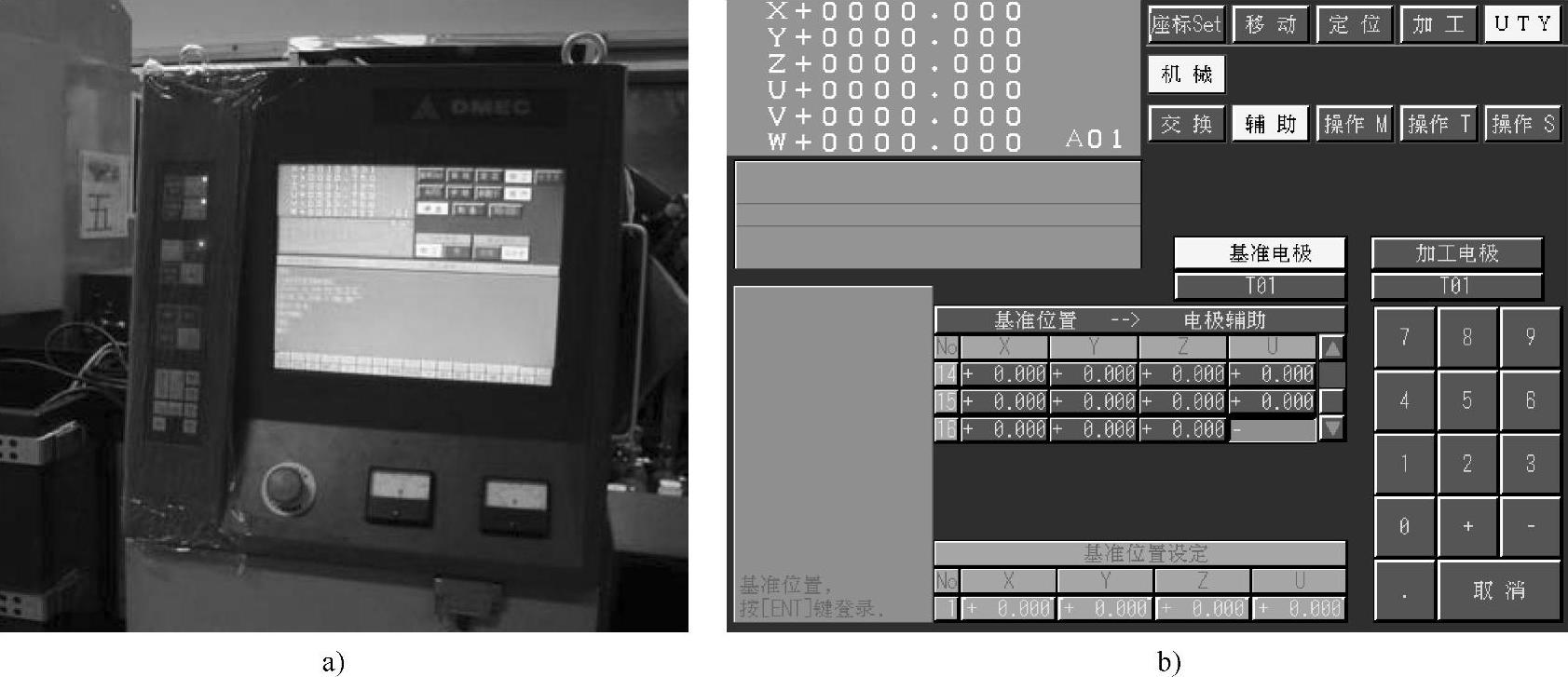
图2.3-39 北京市电加工研究所的6轴联动电火花加工数控系统
a)数控系统实物 b)操作界面
多轴联动电火花成形加工机床主要应用于航空航天和医疗工业,同时也应用于零部件制造业。最新设计的现代涡轮与泵回转轴的制造面临着极大的挑战:航空航天器的功率与转子的动力要求不断增长,但同时要求排放又必须减少;在不同工业领域的高性能泵所要求的容量越来越大,气体或蒸汽的动能已经变得越来越高。基于此,材料科学方面的专家已经研制出了高强度、耐高温、高抗腐蚀性的合金,但使用常规的切削制造方法和加工方式不能胜任对它们的加工,而电火花加工技术(EDM)以其独特的优势成为了该领域的关键加工技术。

图2.3-40 北京市电加工研究所的6轴联动电火花加工机床
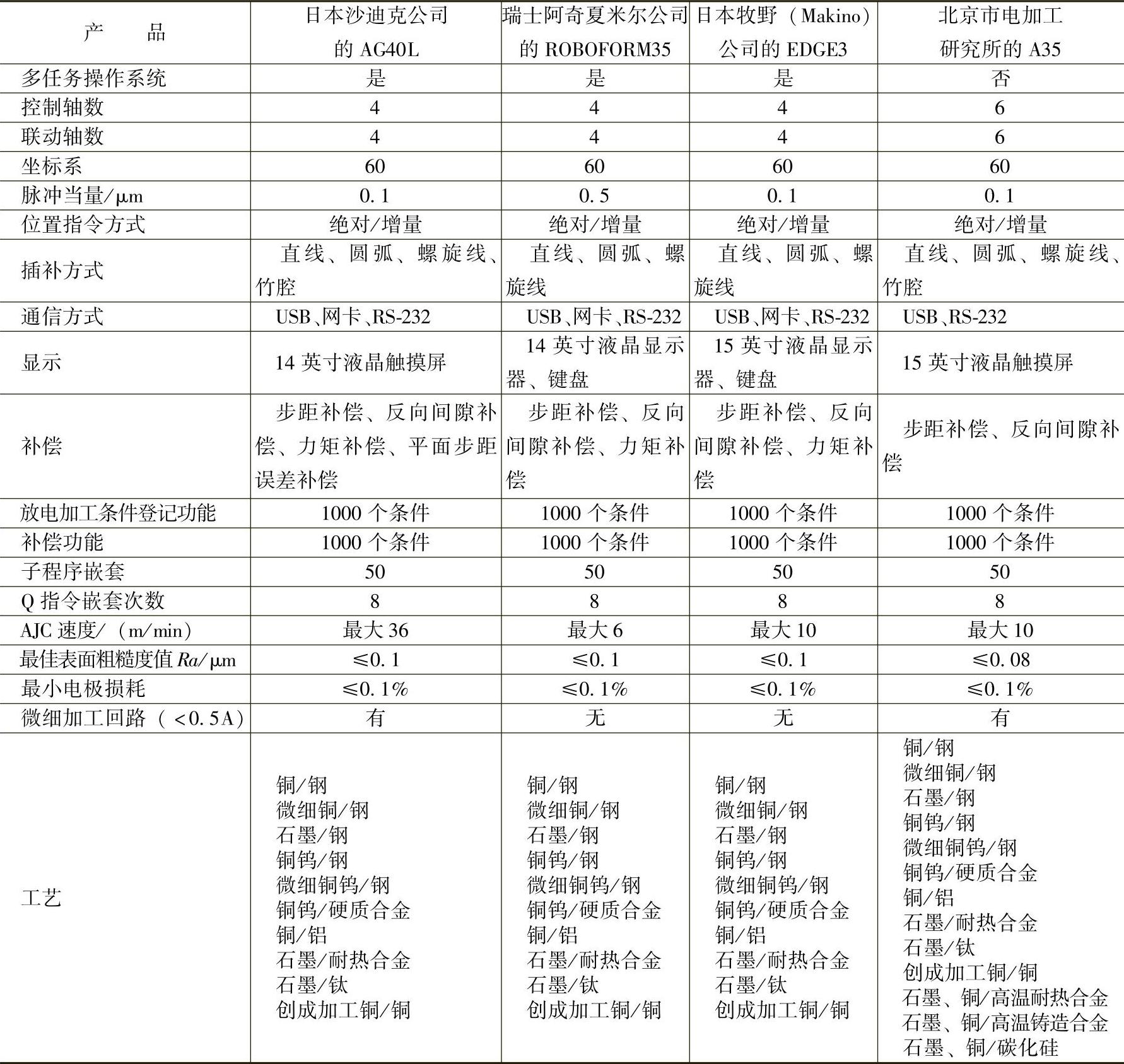
7.国内外流行的电火花成形机床数控系统性能参数
国内外流行的电火花成形机床数控系统性能参数见表2.3-23。
表2.3-23 国内外流行的数控系统性能参数列表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。