



绝缘栅双极型晶体管(IGBT)信号端采用电压控制,前置放大级电路简单、可靠,比双极型晶体管输出频率高,可达200kHz以上,功率输出容量比场效应晶体管进一步扩大,已成为当前电火花成形加工脉冲电源的主要功率器件。在绝缘栅双极型晶体管式脉冲电源中,由于引进了电感电路,工具电极损耗很小。
2.2.4.1 常用驱动电路
1.场效应晶体管栅极驱动电路
功率MOSFET是一种电压驱动器件,只要在栅极和源极之间加上一定的正电压,在漏极就会出现电流。由于栅-源极之间是由一层极薄的氧化膜进行隔离的,为了不损坏这一薄的氧化膜,栅-源电压不应超过其最大额定电压。MOSFET的驱动电路主要有两类,即分别采用CMOS门电路(见图2.2-11a)和TTL门电路(见图2.2-11b)组成的驱动器。
(1)采用CMOS门电路的驱动器 当CMOS输出直接驱动MOSFET栅极时,对性能的主要制约不是开关时间,而是内电阻。为了降低内电阻,可以将若干个门电路并联起来使用,如使用型号为4049和4050具有很大输出电流和灌入能力的门电路。为了得到更好的开关速度,可采用缓冲电路。它不仅能提供好的电流功放能力,也能改善CMOS本身输出的开关时间。
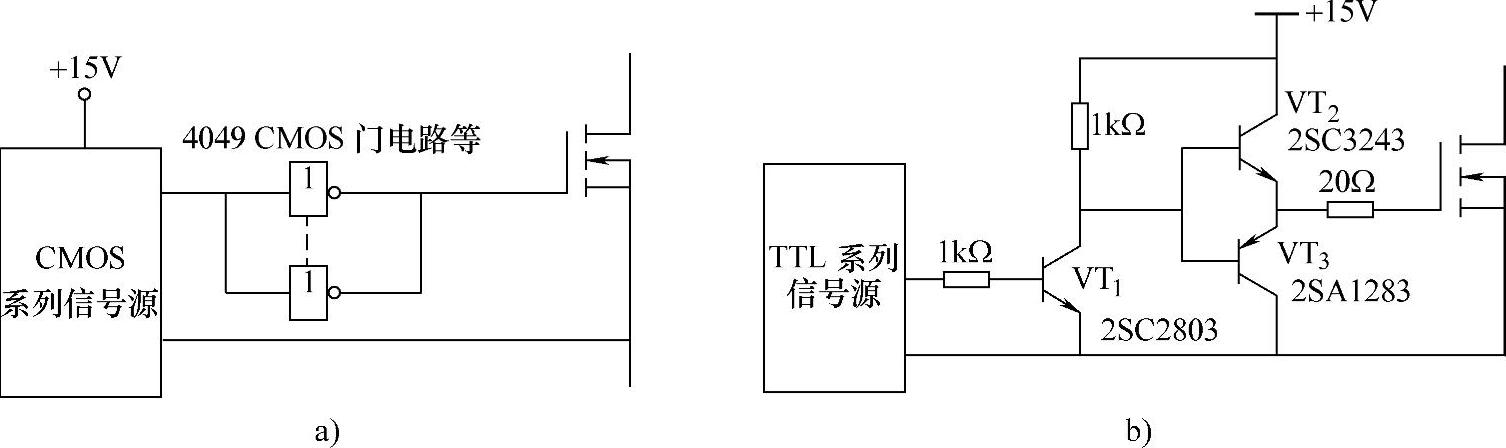
图2.2-11 功率MOSFET的驱动电路
a)CMOS门电路组成的驱动器 b)TTL门电路组成的驱动器
(2)采用TTL门电路的驱动器MOSFET的开通由VT2来控制,关断时令VT3导通,使MOS-FET的栅极输入电容放电。
2.绝缘栅双极型晶体管门极驱动电路
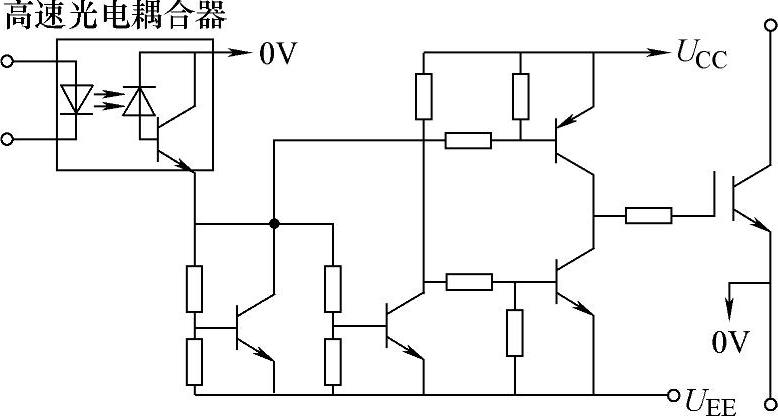
图2.2-12 IGBT典型门极驱动电路
IGBT的输入特性几乎与MOSFET相同,具有与MOSFET同样高的输入阻抗,可以认为,二者只是栅极输入电容不同。与同容量的MOSFET相比,IGBT的电容量仅为MOSFET的1/3~1/2。但最佳门极驱动电压应高些,如15V左右(对于普通IG-BT而言),门极驱动功率因为与MOSFET同样低,故可将门极驱动电路小型化。在IGBT处于关断状态下,或者给门极施加负偏电压或者施加零电压,为减少开关损耗,一般加上5~6V负偏电压。当装置容量一变大,从耐噪声方面考虑,也要加负10V偏置电压。采用这种电路设计方法,提高了电路工作的可靠性。IGBT典型门极驱动电路如图2.2-12所示。

图2.2-13 HCPL316J典型电路
应用成品驱动模块电路来驱动IGBT,可以大大提高设备的可靠性。目前市场上可以买到的驱动模块主要有:富士的EXB840、841,三菱的M57962L,以及惠普的HC-PL316J、3120等。这类模块均具备过电流软关断、高速光耦隔离、欠电压锁定和故障信号输出功能。由于这类模块具有保护功能完善、免调试和可靠性高等优点,所以应用它们来驱动IGBT可以缩短产品开发周期,提高产品的可靠性。很多资料都有对EXB840和M57962介绍,这里仅简要介绍一下惠普公司的HCPL316J。其典型电路如图2.2-13所示。
HCPL316J可以驱动150A/1200V的IGBT,光耦隔离,COMS/TTL电平兼容,过电流软关断,最大开关速度500ns,工作电压15~30V,欠电压保护。输出部分为三重复合达林顿管,集电极开路输出。采用标准SOL-16表面贴装。
HCPL316J输入、输出部分各自排列在集成电路的两边,由脉冲调制(PWM)电路产生的控制信号加在HCP316J的第1脚,输入部分需要1个5V电源,RESET脚低电平有效,故障信号输出由第6脚送至PWM的关闭端,在发生过电流情况时及时关闭PWM输出。输出部分采用+15V和-5V双电源供电,用于产生正负脉冲输出,14脚为过电流检测端,通过二极管VDDESAT检测IGBT集电极电压,在IGBT导通时,如果集电极电压超过7V,则认为是发生了过电流现象,HCPL316J慢速关断IGBT,同时由第6脚送出过电流信号。
2.2.4.2 常用的场效应晶体管式脉冲电源类型
针对不同的加工工艺和目标,目前常见的有简式场效应晶体管式脉冲电源、复合式场效应晶体管式脉冲电源、等脉冲式场效应晶体管式脉冲电源以及微精加工场效应管式脉冲电源等几种。
1.简式场效应晶体管式脉冲电源
与双极型晶体管式脉冲电源的组成部分基本相同,简式场效应晶体管式脉冲电源也是由直流电源、主振级、前置放大级和功率放大级等四部分组成的,主要的不同之处在于前置放大级相对简单,由前述的栅极驱动电路构成。
2.复合式场效应晶体管式脉冲电源
在放电回路并联两个供电回路:一个为高压脉冲回路,其脉冲电压较高(约300V),平均电流较小,主要起击穿间隙的作用,也就是控制低压脉冲的放电击穿点,因而也称之为高压引燃回路;另一个为低压脉冲回路,其脉冲电压比较低(60~90V),可输出的电流比较大,起着蚀除金属的作用,所以称之为加工回路,二级管VD用以阻止高压脉冲进入低压回路。所谓高低压复合脉冲,就是在每个工作脉冲电压(60~90V)波形上再叠加一个小能量的高压脉冲(约300V),使放电间隙先击穿引燃,而后再放电加工,从而大大提高了脉冲的击穿率和利用率,并使放电间隙变大,排屑良好,加工稳定,在钢电极加工钢时显出很大的优越性。复合式场效应晶体管式脉冲电源的电路原理如图2.2-14所示。
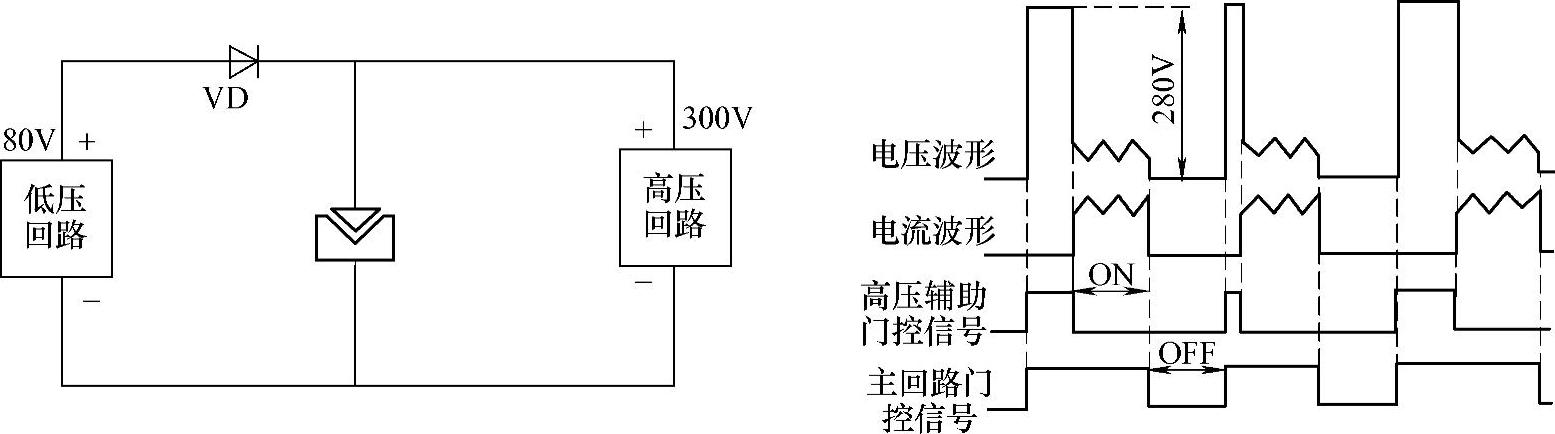
图2.2-14 复合式场效应晶体管式脉冲电源的主回路与放电波形
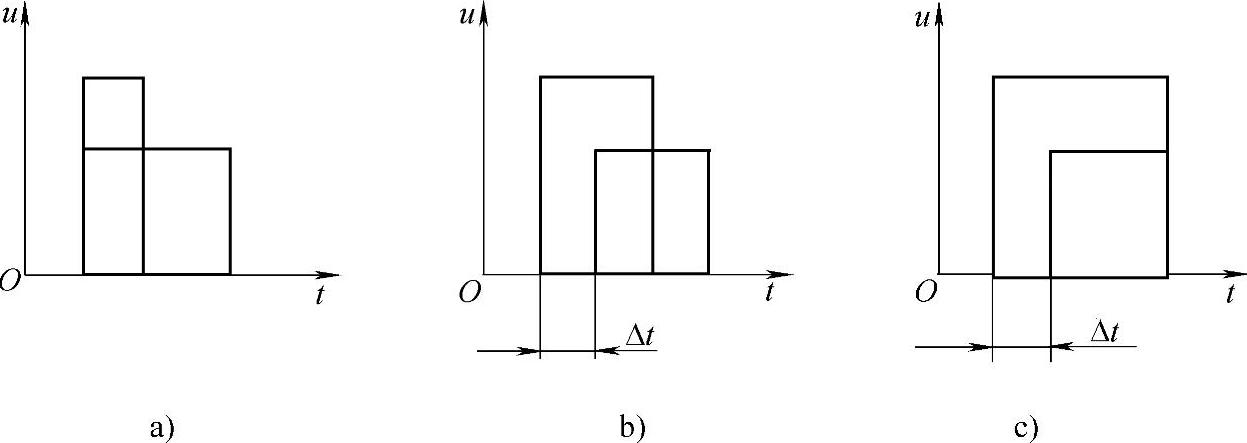
近年来,在复合脉冲的形式方面,除了高压脉冲和低压脉冲同时触发加到放电周期之外(见图2.2-15a),还出现了两种高压脉冲比低压脉冲提前一段时间Δt触发的形式,如图2.2-15b和图2.2-15c所示,此Δt时间为1~2μs。实践表明,图2.2-15c所示的效果最好。因为高压矩形波加到放电间隙上去之后,往往也需有一小段延时才能击穿,在高压击穿之前低压脉冲不起作用,而在精加工窄脉冲时,高压不提前,低压脉冲往往来不及起作用而成为空载脉冲,因此应使高压脉冲提前触发,与低压同时结束。
3.等脉冲式场效应晶体管式脉冲电源
(1)等脉冲电源的概念和特性 所谓等脉冲电源是指每个脉冲在介质击穿后所释放的单个脉冲能量相等。对于矩形波脉冲电流来说,由于每次放电过程的电流幅值基本相同,因此意味着每个脉冲放电电流持续时间te相等。前述的独立式脉冲电源,虽然电压脉冲宽度ti和脉冲间隔to在加工过程中保持不变,但每次脉冲放电所释放的能量往往不相等,因为放电间隙物理状态总是不断变化的,每个脉冲的击穿延时有长有短,随机性很大,各不相同,结果使实际放电的电流脉冲宽度发生变化,单个脉冲能量的放电凹坑大小不等,因而也就使得加工表面粗糙度微观上不均匀。等脉冲电源能自动保持脉冲电流宽度相等,用相同的脉冲能量进行加工,从而可以在保证一定表面粗糙度值的情况下,进一步提高加工速度。
 (https://www.xing528.com)
(https://www.xing528.com)
图2.2-15 高低压复合脉冲的形式
a)高、低压脉冲同时触发 b)、c)高压脉冲提前触发

图2.2-16 等脉冲电源的电压和电流波形
(2)等脉冲的获得方法 通常是在间隙加上直流电压后,利用火花击穿信号(击穿后电压突然降低)来控制脉冲电源中的一个单稳态电路,令它开始延时,并以此作为脉冲电流的起始时间,再经单稳态电路延时te之后,发出信号关断导通着的功放管,使它中断脉冲输出,切断火花通道,从而完成一次脉冲放电。同时触发另一个单稳态电路,使其经过一定的延时(脉冲间隔to),发出下一个信号,使功放管再次导通,开始第二个脉冲周期。这样所获得的极间放电电压和电流波形如图2.2-16所示,每次的电流脉冲宽度te都相等,而电压脉宽ti则不一定相等。中、高档电火花加工机床的脉冲电源,都有此类等电流脉宽功能。
4.微精加工场效应管式脉冲电源
(1)电路结构 在电火花加工中,有时对加工的表面质量要求较精细,如Ra为0.1~0.4μm,即所谓“微精”加工。图2.2-17所示为一种VT-RC型微精加工场效应管式脉冲电源示意图,其中VT是场效应晶体管,R是限流电阻,C是储能电容器,PG是控制用的脉冲电路,图2.2-18所示为其输出电压波形。这种电路综合了弛张式脉冲电源和场效应管式脉冲电源的优点,适用于电火花加工中的微精加工。
(2)工作原理 工作时,脉冲控制电路PG输出一系列的控制脉冲ua。当它使场效应晶体管VT导通时,情况就如RC型弛张式脉冲电源一样,小容量的电容器C(数十至数千皮法)输出一群很窄的脉冲进行电火花加工。当脉冲处于停歇期使场效应管VT截止时,电容器C停止充放电过程,让放电间隙进行消电离,这样就可弥补弛张式脉冲电源充电时间必须较长的缺陷。根据R、C参数的不同配合,这种VT-RC电路能加工出Ra为0.1~0.4μm的表面质量。此外,它还可用来配合其他脉冲电源对小型轮廓的表面进行精修。
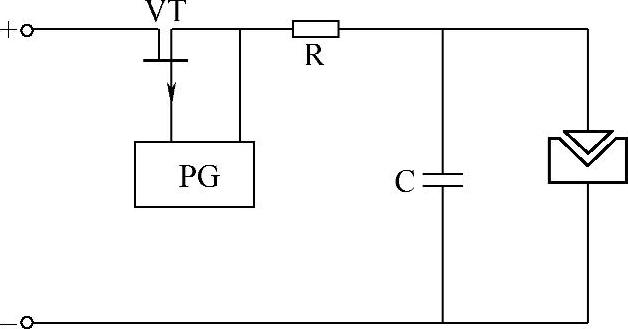
图2.2-17 微精加工用VT-RC型脉冲电源示意图
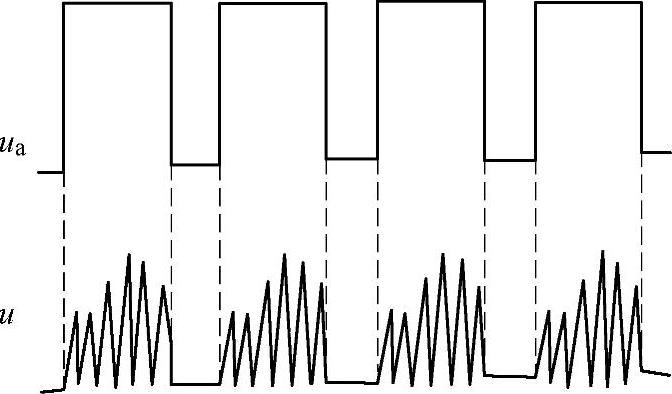
图2.2-18 微精加工电路的电压波形
为保证场效应晶体管、绝缘栅双极型晶体管式脉冲电源工作的可靠性,在电路设计及布局上,应考虑减少回路寄生电感,控制电流上升率不致过大,采取必要的缓冲措施,以限制其过电压值;采取散热措施,降低器件结温;采取去耦措施,增强电源抗干扰能力。同时增加毫微秒级快速切断保护系统,提高器件的安全过载电流。图2.2-19所示为实测放电电压波形。
2.2.4.3 节能型场效应晶体管式脉冲电源

图2.2-19 微精加工电路的实测放电电压波形
图2.2-20所示为一种节能式电火花加工脉冲电源,其主回路结构为半桥逆变式。由于半桥结构其自身具有很强的抗不平衡能力,在电路不平衡条件下仍能维持高频变压器两个半周期内磁通工作的对称性,不需设置专门平衡电路,因而在中等功率开关电源中,半桥式功率转换电路得到了广泛应用。但应指出,该电源存在电流拖尾现象,易拉弧,尚不能满足高性能的电火花加工工艺要求。
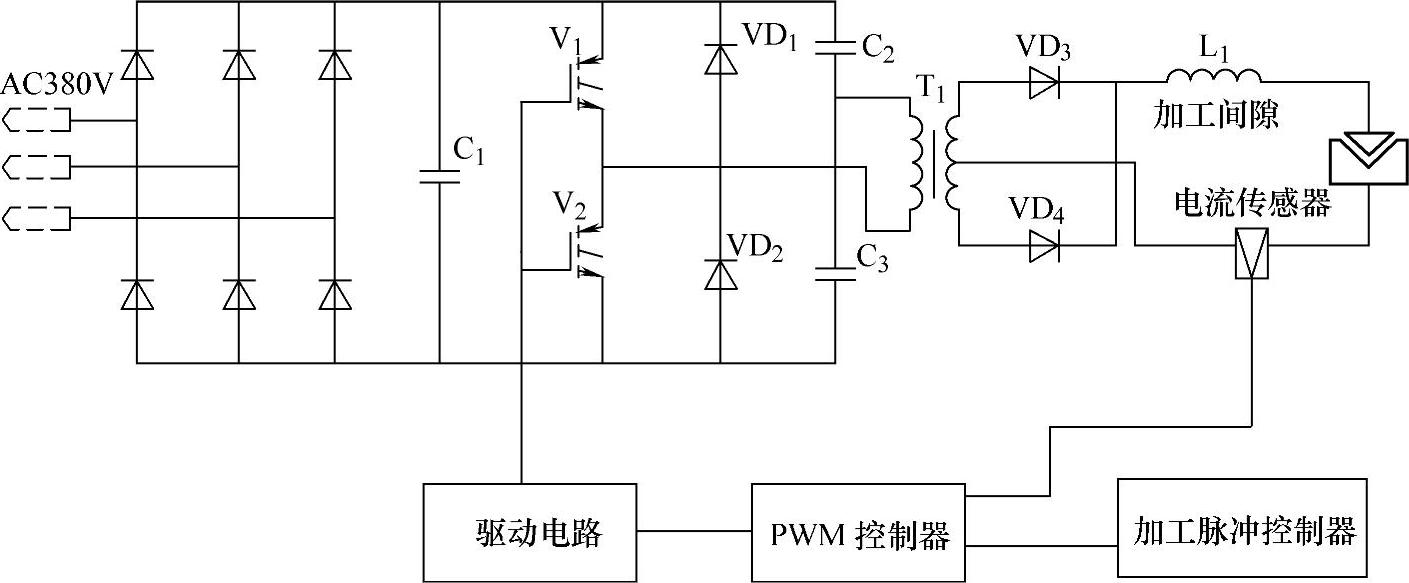
图2.2-20 半桥逆变式电火花加工脉冲电源原理图
图2.2-21所示为经典的单端正激式逆变稳流脉冲电源原理图,图2.2-22所示为其对应的控制波形和电流、电压输出波形示意图。
如图2.2-23所示为电流型PWM控制节能式脉冲电源,采用高低压复合的电路拓扑结构。高压脉冲回路包括直流电压源、功率开关管、限流电阻。与传统式脉冲电源的高压脉冲回路相同,为整个加工过程提供时序基准。低压脉冲回路是串联型开关稳流加工回路和续流回路相结合的电流型PWM控制新型拓扑电路。通过加工时序控制器来实现两个回路的切换,电感L的电感电流是电流闭环控制系统的被控量,利用电流闭环PWM控制机制配以加工时序控制策略实现峰值电流、脉宽、脉间可调的脉冲电流输出,用来蚀除金属。
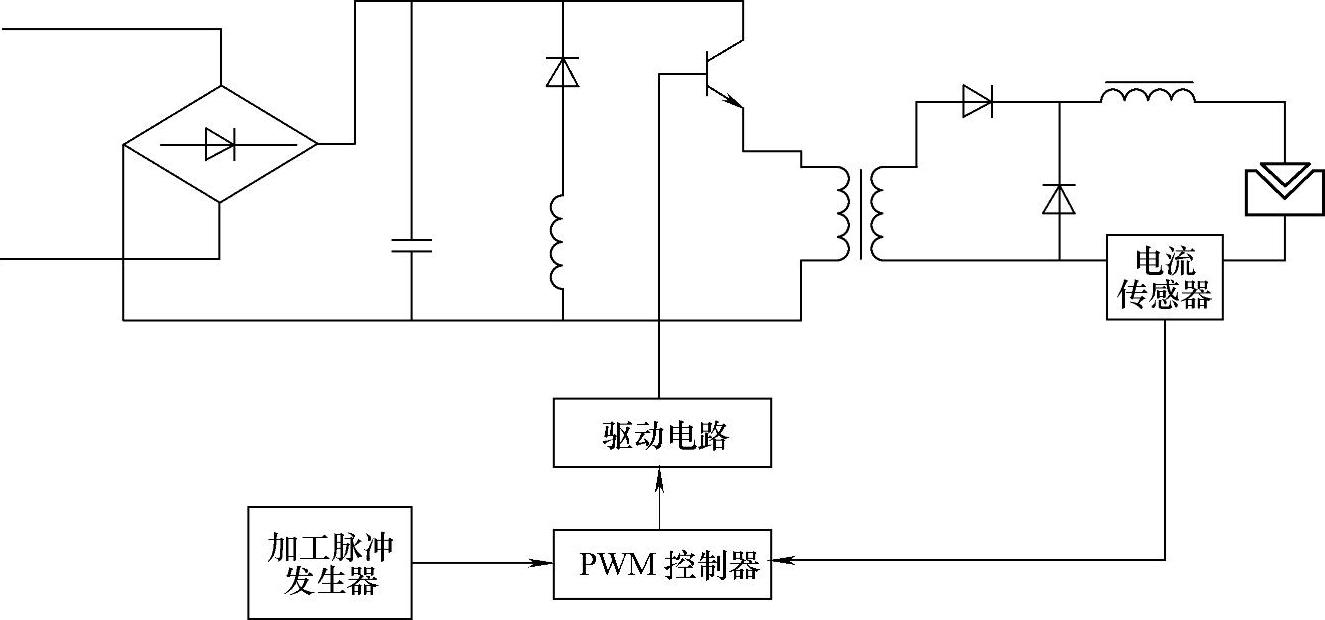
图2.2-21 单端正激式节能电火花加工脉冲电源
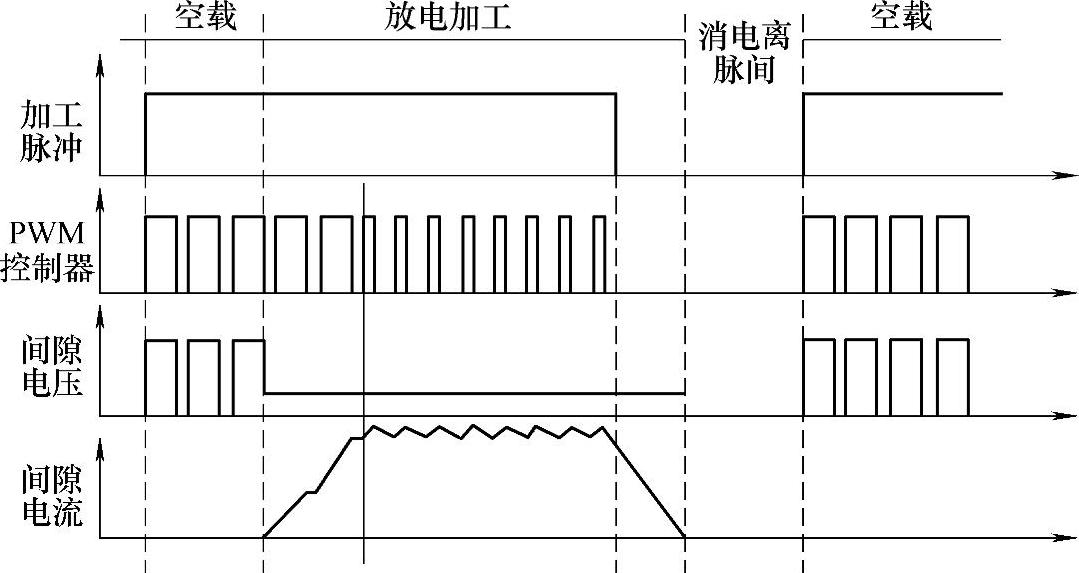
图2.2-22 单端逆变式电火花加工脉冲电源的控制波形和电流、电压输出波形
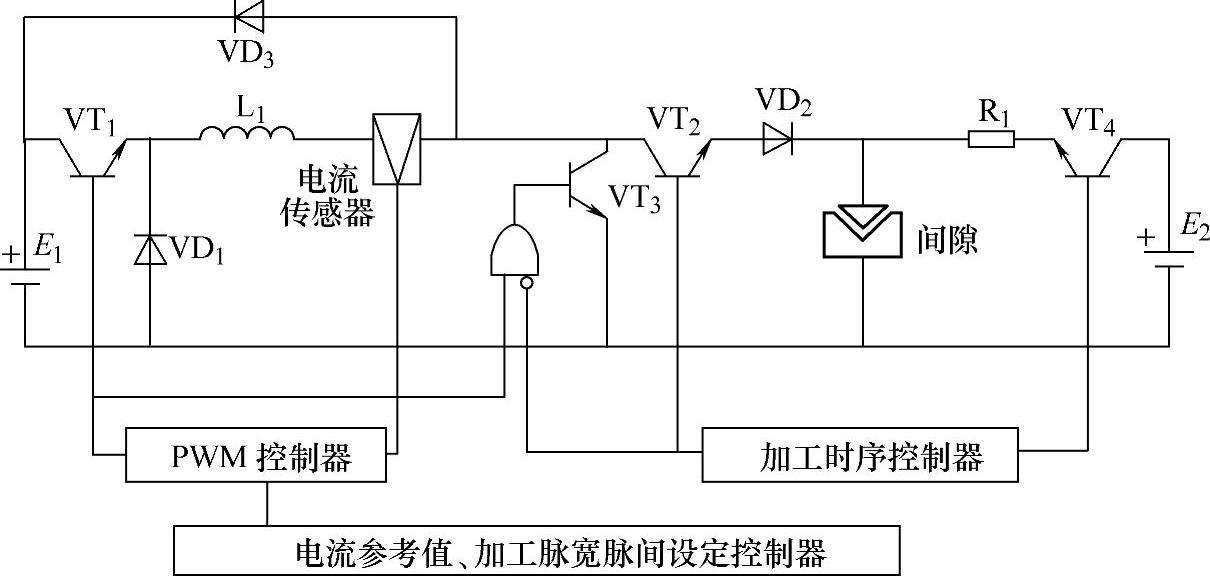
图2.2-23 电流型PWM控制节能式电火花加工脉冲电源原理图
整个电路是一种高效节能的拓扑结构,储能元件电感代替限流电阻而使电能利用率显著提高,并且电路中不含有高频变压器,也就不存在直流偏磁积累导致逆变失败的问题。同时,电感中的电流不能发生突变,这对与其串联的功率管可以起到保护作用,使整体电路更加安全可靠。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。