



使用铸焊机(C.O.S)铸汇流排(strap)时,要求所有极板的板耳(极耳Lug)必须干净并露出明亮的金属表面,这样助焊剂(booster flux)加到板耳上才能保证极耳和形成汇流排的热的合金铅液之间焊接牢固。以一氢溴化肼N2H5Br(hydrazinium monobromide)的水溶液为主要原料的助焊剂已应用多年,效果良好。这种化合物还原性强,可以还原极耳上少量铅的氧化物。表6-1和表6-2列出了铸焊机用助焊剂配方。
表6-1 铸焊机用助焊剂配方(1)
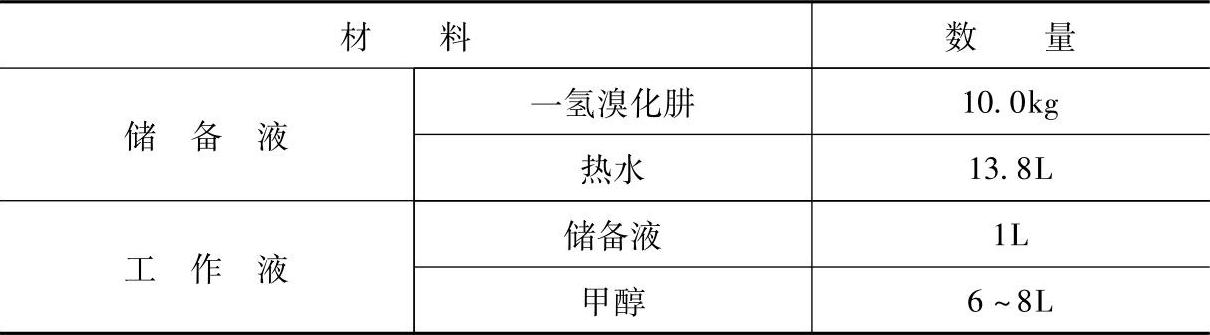
表6-2 铸焊机用助焊剂配方(2)
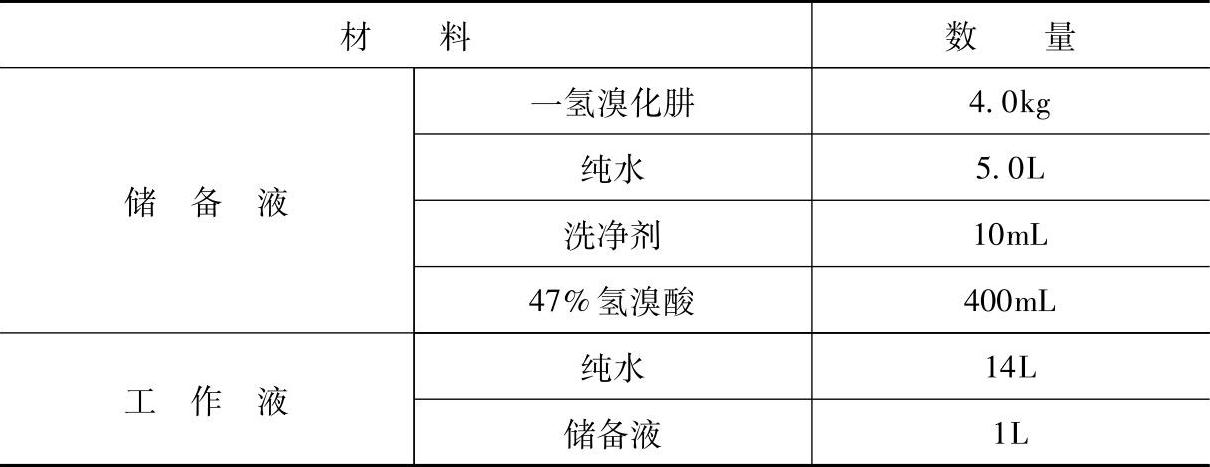
表6-2中助焊剂储备液的配制方法是先用5L纯水溶解4.0kg一氢溴化肼,再缓缓加入400mL氢溴酸(hydrobromic acid HBr)(含HBr约47%)溶液,再加入10mL洗净剂,搅匀,然后稀释至10.0L。
所用洗净剂是对于酸和碱以及普通漂白剂都有高度稳定性的一种烷基-芳基磺酸盐,含有约50%表面活性剂,可以和任何种类的阴离子活性剂或非离子型洗净剂一起使用。
助焊剂,不论是储备液或工作液,都必须贮盛于塑料容器里,避免接触金属。容器存放在阴凉避光的室内。操作时必须戴好安全眼镜和安全手套,以免助焊剂尤其是储备液烧伤皮肤。盛助焊剂的容器上必须标明“有毒”字样或标志。
在助焊剂中加入些松香(rosin;colophony)是有益的。松香是从松树中采集或提取的树脂,主要成分有松香酸(abieticacid)、脱氢松香酸(dehydroabietic acid)、新松香酸、异海松酸、异松香酸等,有较大的活性。一般说颜色浅的松香品质较好,松香酸含量较高。
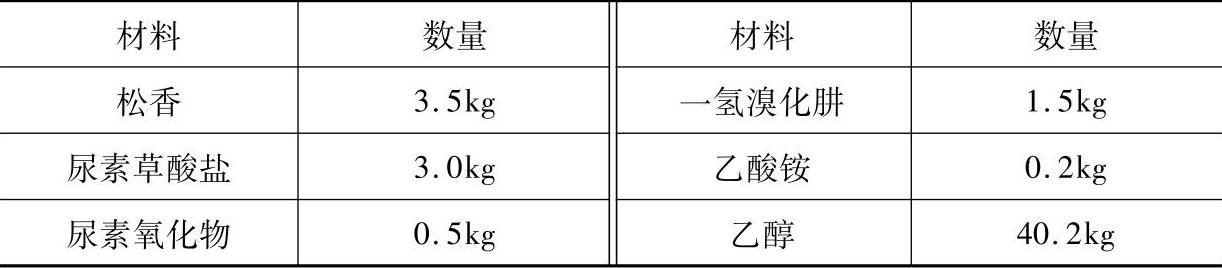
松香是一种弱酸性物质,能除去金属表面的氧化物并轻微地刻蚀金属表面。含有少量铵盐的松香有助于焊剂的展开。由于润湿性和展开性良好,可以降低牢固焊面所要求的时间和温度,这对焊接工艺是非常重要的。表6-3列出了以松香为主要成分的助焊剂配方。
表6-3 松香助焊剂配方(https://www.xing528.com)
为提高蓄电池的抗振动性能而浇铸在组合极群组上部的聚合物无规立构聚烯烃,一般要求软化点约120℃,密度约0.9kg·L-1,(动力)黏度在190℃时约2500mPa·s。浇铸时的作业温度为180~220℃。
铸焊机铸汇流排用合金可以采用与板栅合金成分相同的Pb基合金。Pb-Ca合金板栅极板手工焊极柱、汇流排时,焊条可采用Sn含量0.3%~1.5%的Pb-Sn合金。浇铸极柱、连接件以及端子的合金与Pb-Sn合金焊条成分相同。
图6-1 间苯二胺的结构式
ABS蓄电池槽盖粘接,端子灌封都是用环氧树脂(epoxy resin;EP;epoxide res-in)。环氧树脂是含有可交联的环氧基团的树脂。蓄电池工业所用的多为黄色黏稠液体,配方可变性强,可按不同配方配制以适应不同的需要,固化后尺寸稳定,收缩率低,机械性能、绝缘性能好,可以在125℃长期使用,耐酸耐碱耐氧化,很适合铅酸蓄电池的要求。环氧树脂易溶于酮、酯、醚和多取代烃等。可以利用这些溶剂调配环氧树脂的黏度(viscosity)。
环氧树脂只有与固化剂均匀混合,才能发生化学交联反应,使线型树脂变成坚韧的体型固体。环氧树脂固化剂(curing agent of epoxy resin)分为胺类、酸酐类、低分子量聚酰胺类、咪唑类、三级胺类及潜性固化剂等多种。常用的固化剂有乙二胺(1,2-ethanediamine;1,2-diaminoethane)H2NCH2CH2NH2、间苯二胺(1,3-diaminobenzene;m-phenylenediamine)即间二胺基苯,结构式如图6-1所示。
聚酰胺(polyamide;PA)是一类聚合物的总称。这类聚合物在分子主链上含有许多重复酰氨基团(—CONH—),也常用作环氧树脂固化剂。
环氧树脂作为蓄电池槽盖的粘合剂和端子的浇注密封材料,主要根据适合于浇注、灌封、固化温度和固化时间并便于操作来选择不同的配方。
粘接或浇注环氧树脂前,粘接部件必须清洁无油污无灰尘,极柱或端子应是新浇铸的,表面不能有氧化层。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。