



影响槽化成极板的孔的体积(pore volume)、平均孔径(av-erage pore diameter)、BET表面积(BET surface area)以及活性物质成分的三个最重要的参数是温度、电解液密度与电流密度。BET表面积是用吸附法根据BET吸附方程(BET adsorption equa-tion)测定的表面积。方程是Brunauer、Emmett和Teller等三人在1938年提出的。
后面提到的实验数据在化成实验之前,正极活性物质的有关数据见表5-6。
表5-6 用于化成实验的正极活性物质化成前的特征
化成开始时的条件为:电解液温度40℃,密度1.06kg·L-1,电流密度74A·m-2。改变化成参数得到的实验结果见表5-7。
表5-7 按照表5-6的条件,正极活性物质的参数对于化成过程参数的依赖关系①
(续)
①第(2)~(6)列是化成后立即测定的数据。
②H2 SO4溶液密度1.06kg·L-1,电流密度74A·m-2。
③温度40℃,电流密度74A·m-2。
④温度40℃,H2 SO4溶液密度1.06kg·L-1。
上述正极板装配成蓄电池,负极板过量,极板之间有足够的空隙,间隙宽松,以28A·m-2充电5h,充电系数(charging factor)——充入电量与放出电量之比为1.25。温度、电解液密度和电流密度对蓄电池前75次循环的容量与质量损失的影响见表5-8。蓄电池的电解液密度为1.28kg·L-1(25℃),放电时间为1h,放电电流密度为112A·m-2(约为10h率容量的40%);充电时间为5h,充电电流密度为28A·m-2,充电系数为1.25。
蓄电池在50次循环后,其活性物质的结构不再依赖于化成参数。
就表5-7的情况而言,极板孔的体积为0.14~0.15dm3·kg-1,平均孔径为0.3~0.6μm,活性物质中PbO2含量为91%~97%,α-PbO2在全部PbO2中占10%~15%。
表5-8表 5-7得到的槽化成极板的容量和质量损失
①化成后质量损失6%。
②100次循环之后质量损失31%。
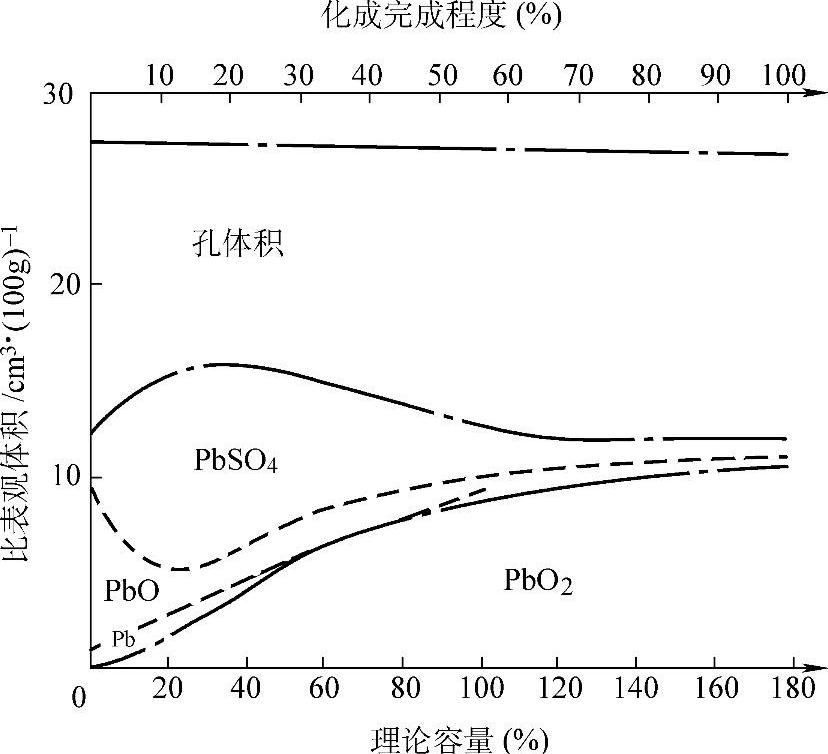
在化成过程中,极板的活性物质的总体积接近一常数(见图5-8)。化成生成的固相体积与未化成时大体相等,因而可以根据未化成干铅膏的孔体积近似确定化成后活性物质的孔体积,未化成干铅膏的孔体积与具有可塑性的铅膏的含水率和其后固化干燥过程中的收缩有关。而可塑性与收缩又依赖于酸量。
相反,化成后活性物质的结构与成分依赖于化成工艺参数。平均孔径、内表面积(即BET表面积)以及α-PbO2在全部PbO2中所占比率都明显地表现出这种依赖关系。随着温度的降低,电解液密度与电流密度的增大,α-PbO2的比率降低而BET表面积增大。α-PbO2的比率似乎强烈地依赖于电解液密度,而受另外两个参数的影响要小些。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-8 化成过程中正极活性物质的比表观体积
化成过程中形成的晶体结构决定活性物质的孔的分布和表面的结构。在较高的电解液密度、较高的电流密度和较低的温度下晶核较多,晶体生长较快。也就是说,生成大量的小晶体,内表面积大,由晶体在固相载体上的沉积而形成的孔的交错部分减少。反之,如果化成参数向着相反的方向变化,则趋向于生成数量较少的内表面积较小的大晶体,稀疏地分布着,形成并未变小的孔。化成活性物质过程中实际消耗的电量与理论所需电量之比叫做化成因数。尽管化成因数甚至超过1.8,活性物质中PbO2含量一般不超过90%,此外还有少量的PbSO4。这表明化成已经完成了。分析数据表明,还有一些非化学计量的4价氧化物PbOn,一些类氧化铅近似于PbO,带有结晶水或吸附水。PbOn中的n值如下:
20℃ PbO1.9040℃ PbO 1.96
55℃ PbO1.9470℃ PbO 1.96
负极板的性能对于化成工艺参数的依赖关系和正极板相似。化成实验的负极活性物质在化成前的情况如下。
铅膏配方 100kg铅粉,8.45L水,密度1.24kg·L-1的
H2SO4溶液12.0kg,添加剂(BaSO4与胡敏酸
humic acid即腐殖酸)1.8kg。
铅膏表观密度4.30kg·L-1。
干铅膏特性:
固相比容0.112L·kg-1
BET表观面积1.9m2·g-1
孔的比体积0.134L·kg-1
固化收缩(shrinkage during curing)14%
化成时的电参数和容量测定同前述正极板化成实验。
化成开始时的体积变化和正极板颇为相似(见图5-9)。极板的总体积接近于常数。由于从PbO变为Pb,占据的体积要收缩25%,所以极板活性物质化成时固相所占体积要减少,同时孔的体积增加。化成结束时,总体积稍有增大,同时可以看到表观体积和孔体积都有所增大。
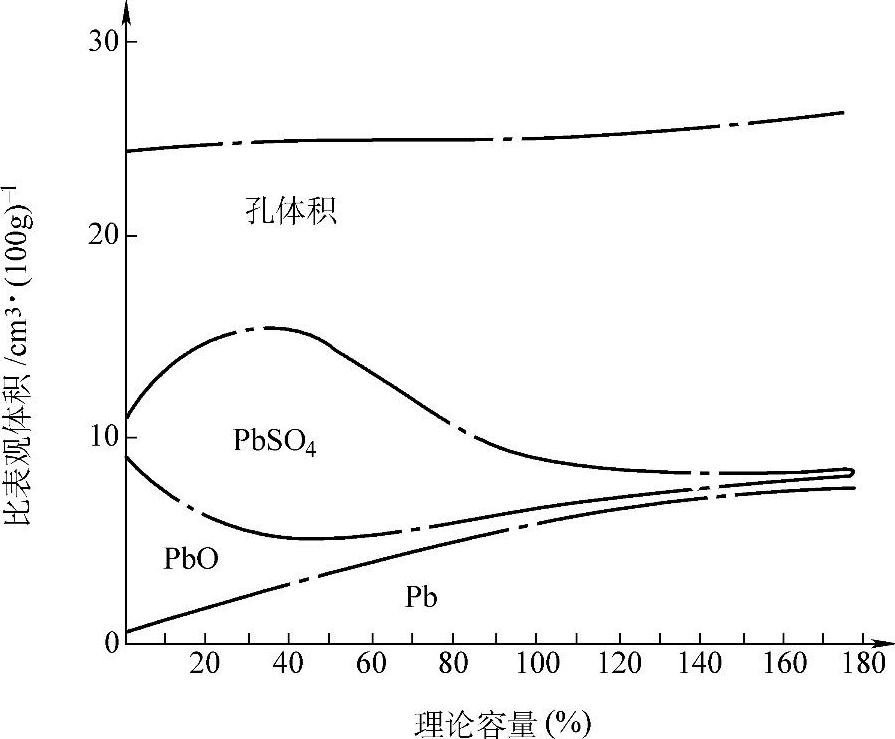
图5-9 化成过程中负极活性物质的比表观体积
化成形成的孔的平均直径和化成条件有关,其值约为4~5μm。BET表面积与化成时外部条件有关,在前述条件下约为0.5m2·g-1。孔径和BET表面积在前几十次循环中大体上保持常数。
如果不用添加剂,总体积几乎不变,但极板容量很快降低。这是因为活性物质生成粗大的结晶,放电很困难甚至完全不能放电。负极膨胀情况与添加剂关系较大,和化成工艺参数关系较小。
如果负极板膨胀缓慢,将有利于蓄电池寿命的延长。实验表明,在较低的温度(40℃以下),电解液密度和电流密度稍高的化成条件下,负极板的性能较好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。