



涂填或挤灌铅膏后(经表面干燥或不经表面干燥)的湿铅膏极板,在一定温度和湿度的固化室(或容器)中失水,原来的可塑性铅膏定型凝结成微孔均匀的多孔固体的过程称为固化(cure)。这是铅酸蓄电池极板成型的重要工序。固化后再经干燥(化成前)的极板称为“生极板”。铅粉、铅膏、经表面干燥的铅膏、固化后的干铅膏、干燥后的干铅膏的成分经历一系列的变化。应控制的各组分的变化情况参照表4-15的要求是适宜的。
表4-15 生极板制造过程中活性物质成分的控制

①以铅粉质量为基数。
固化条件主要指:①温度和湿度;②固化时间;③供氧(送风)。
经常采用的温度范围通常分三种情况。一种是35~45℃,相对湿度(relative humidity)是95%~100%,固化时间约24h(厚度约2mm的极板)或更长(厚度较大的极板)。这种固化条件下得到的生极板,初期容量、机械强度、活性物质与板栅结合的牢固程度都较好,干铅膏中3PbO·PbSO4·H2O的成分较多。
后来普遍采用的固化条件是把温度提高到40~50℃,相对湿度仍然为95%~100%,固化时间少于24h(厚度约2mm的极板)或更长(厚度较大的极板),得到的生极板接近上述情况。
为得到4PbO·PbSO4为主要成分的生极板,把固化温度提高到75℃或80℃以上被认为是可行的【23,24】。特别是对于Pb-Ca合金板栅阀控密封式铅酸蓄电池,较高温度下固化有利于寿命延长。无论何种固化条件,相对湿度都应当接近100%。
只有在相对湿度接近100%的情况下,铅膏的失水-固化过程的变化之一才能缓慢进行。涂膏湿极板在固化室中,极板自身及板面附近的温度会高于室温,这是由极板中的游离金属铅的氧化反应放热造成的。这时如果相对湿度较低,失水就会快,就很难形成致密的结晶。粗疏的干铅膏容易整块脱落。
要保证铅膏在失水过程中铅膏收缩(这是不可避免的)而不产生皲裂(crack),第一阶段失水必须在高温下缓慢进行。这时的收缩(shrink;shrinkage)可以称为线性收缩或毛细收缩(capillary shrink),体积减少而不出现皲裂或形成粗糙的孔。在失水的第二阶段,不再发生体积的变化,失水只形成空间。表观密度随着失水而线性降低。孔率的形成是伴随着失水和收缩而进行的。
铅膏固相物中的游离金属铅在固化过程中逐步被氧化。金属铅在水的催化作用下与空气中的氧作用
Pb+1/2O2+(X+1)H2O=Pb(OH)2·XH2O (4-72)这是总的反应。它是由下面几个步骤组成的。
(1)Pb的电离(有H2O存在)Pb=Pb2++2e (4-73)
(2)H2O的电离2H2O=2H++2OH-(4-74)
(3)空气中氧被还原1/2O2+2H++2e=H2O (4-75)
(4)生成水合物Pb2++2OH-+XH2O=Pb(OH)2·XH2O
(4-76)式(4-73)~(4-76)加起来就得到式(4-72)。
在铅膏中游离铅被氧化的同时,板栅表面的金属铅也发生同样的变化。合金表面的锑也会经历电化学腐蚀与空气中的氧作用生成三价和五价含氧正离子
 (https://www.xing528.com)
(https://www.xing528.com)
板栅表面由于生成腐蚀产物而变粗糙,和铅膏中经氧化作用产生的铅的氢氧化物的粘接变得牢固。
由于固化过程中铅的氧化使极板的活性物质与板栅表面的结合牢固,因而不含游离铅(或含游离铅较少)的铅粉就无所谓固化过程,也不可能得到强度和性能好的极板。用来和膏的铅粉的氧化度不应过高,和膏过程中也应尽量避免游离金属铅的氧化。
固化过程的又一作用是铅膏物相的再结晶。
表4-16是实测的固化过程中铅膏变化的一个例子【25】。从表中可以看到,从第6h起,空隙体积(VV+VW)基本上保持常数,直至过程完成,其平均值为0.126L·kg-1。最后的孔的体积为0.115L·kg-1。从第8h开始的固化过程的第二阶段中,总体积几乎没有什么变化。当铅膏含水率达到8.6%即第10h之后,金属铅含量急剧下降。
表4-16 固化过程中铅膏的变化
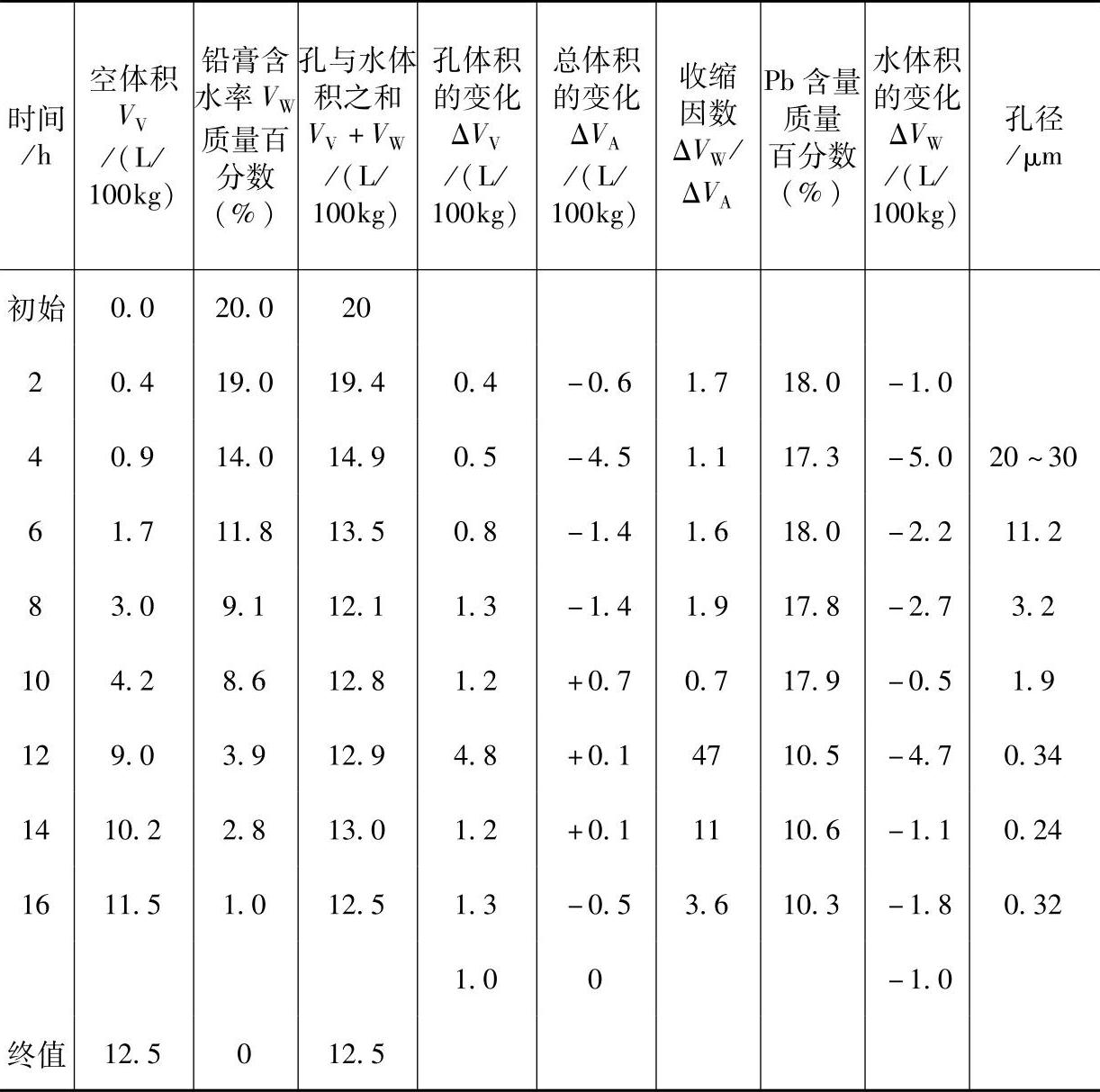
水的体积变化与总体积变化之比ΔVW/VA称为收缩因数(shrinkage factor)。用S表示理论相对收缩

式中,VW′是水所占体积的初始值;V2V是孔体积的最终值;Vs是固相的比容,为0.110L·kg-1。计算

实际相对收缩用S′表示

式(4-81)中12.6是空隙体积(VV+VW)从第6h起至固化完成的平均值。
固化过程中铅及锑的氧化是需要氧(空气)的。码放湿铅膏极板密集而又严密的固化室应定时送入一定量的空气。极板紧贴在一起,中间不留缝隙的码放极板入固化室的方法是不可取的。
虽然水在铅膏中的质量只占约13%~15%,但其比容(spe-cific volume)为1L·kg-1,较之3PbO·PbSO4·H2O的比容(≈0.15L·kg-1)和PbO的比容(≈0.11L·kg-1)要大得多,所以水分在铅膏活性物质中所占体积约为55%~60%。这一数值本应与生极板的孔率的数值相一致,但由于固化过程中铅膏的收缩而有所降低。实际上,在失水和物相再结晶过程中,极板孔率不断增大,达到50%左右,而孔径却逐渐从(20~30)×10-6m变成(0.2~0.3)×10-6m。
以上关于固化的论述是对球磨铅粉铅膏而言的。关于巴顿铅粉铅膏的固化应有所不同。
铅酸蓄电池生产厂家的固化室用的湿度计(hygrometer)多为气体湿度计(gas hygrometer)。其原理通常是利用干湿温度差的效应和露点法。读出来的湿度的意义是测量地点的水的蒸汽压强与同温度下水的饱和蒸汽压强之比,常用百分数表示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。