



【摘要】:1)“自动状态下的相位微调子程序”是在自动运行过程中驱动虚2~虚7轴做(增量型)定位的程序,只在全自动运行状态下有效,所以用一个条件G300同时起动,用G310同时解除。2)“手动状态下相位调整子程序”实际上是各轴的定位程序(增量型)。图5-6 自动模式下的各流程选择第5级——全自动流程内的“全轴回印版原点子程序”。
自动模式下的各流程选择如图5-6所示。
实际工作时,自动模式下是动作要求最多的状态,最好将其归纳为不同的工作流程,由于有多种自动流程,所以也必须做自动状态下的工作流程选择,这种选择与工作模式选择类似(以包装机为例构成自动模式下各运行程序)。
1)“自动状态下的相位微调子程序”是在自动运行过程中驱动虚2~虚7轴做(增量型)定位的程序,只在全自动运行状态下有效,所以用一个条件G300同时起动,用G310同时解除。
2)“手动状态下相位调整子程序”实际上是各轴的定位程序(增量型)。
3)“各轴回印版基准点”实际上是各轴的绝对位置定位程序。
小结:整个包装机的SFC程序由以下6级程序构成:
第1级——主程序。
第2级——工作模式选择子程序。(https://www.xing528.com)
第3级——各工作模式子程序。
第4级——各自动流程子程序。
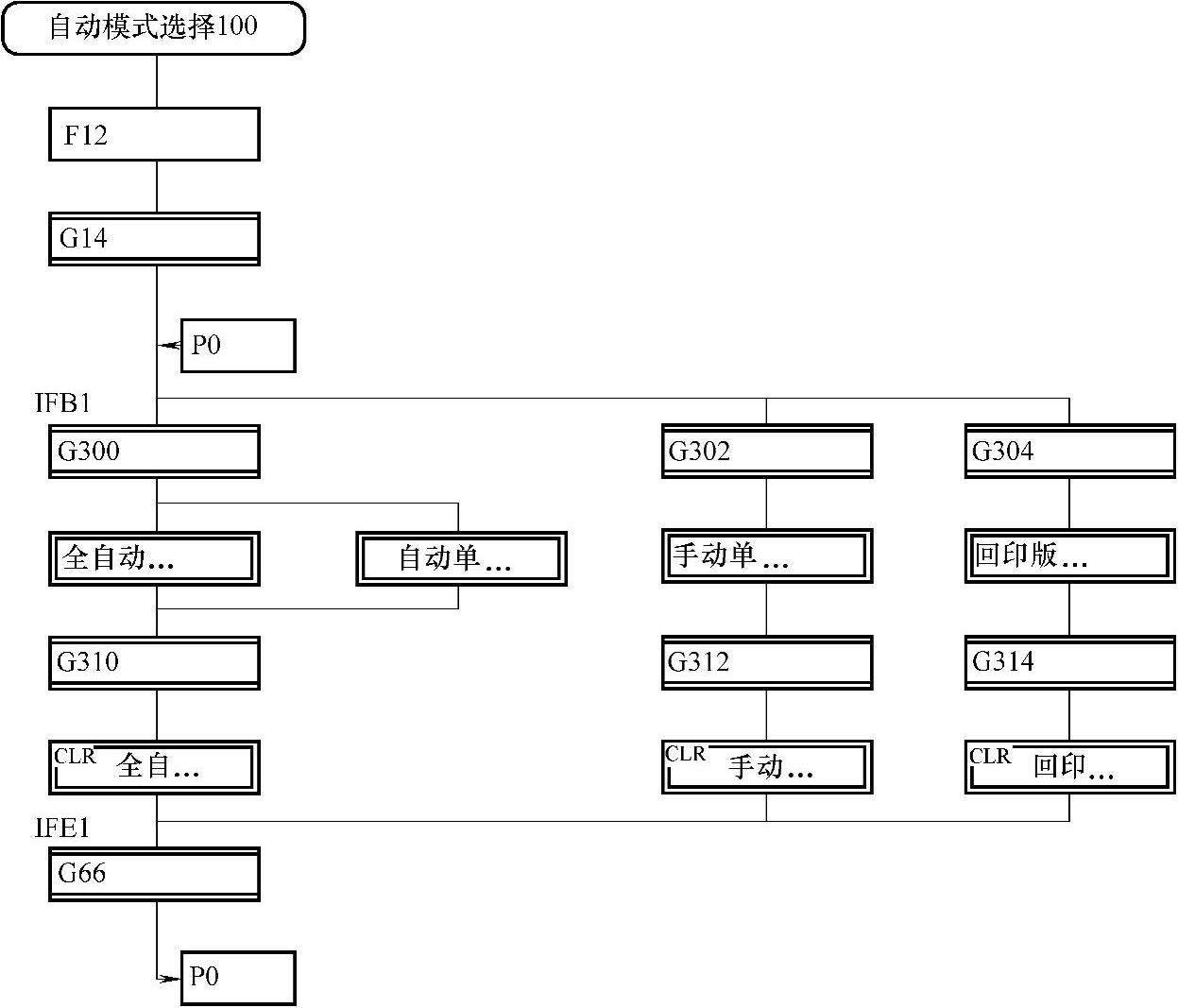
图5-6 自动模式下的各流程选择
第5级——全自动流程内的“全轴回印版原点子程序”。
第6级——“全轴回印版原点子程序”内“轴微动脱离原点区域子程序”。
可以看出用子程序调用方式编程逻辑关系明确,安全条件也容易设置,是首选的编程序方法,也是快速构成程序的方法。所以,SFC程序的编程方法可以用一句话总结:“调用子程序,退出子程序”。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。