



一、背吃刀量的选择与工序尺寸的计算
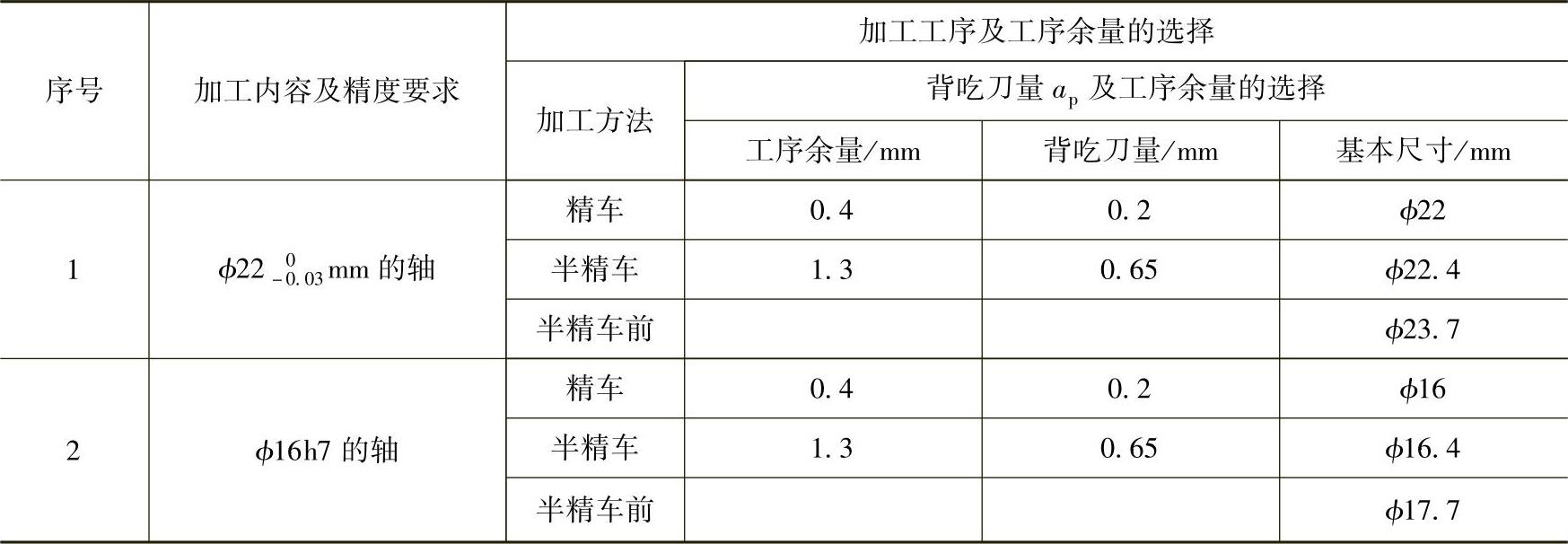
1)半精加工时,背吃刀量ap可取0.5~2mm;精加工时,ap可取0.1~0.4mm。背吃刀量与加工余量密切相关。
2)查表2-8可知,外圆车削加工余量10mm≤d≤18mm,L<200mm,粗车的背吃刀量为1.5mm,经过热处理,半精车的背吃刀量为1.3mm,精车时的背吃刀量为0.4mm。
3)在精加工和半精加工工序中,加工余量应一次切削完成。精加工时的背量吃刀量ap就是精加工余量;半精加工时其背量吃刀量ap也应尽量与加工余量一致。
所以,ϕ220-0.03mm、ϕ160-0.03mm三个轴的背吃刀量在精加工时都是0.2mm,半精加工时都为0.65mm。
4)加工序由精车到半精车到半径车前的公差等级应增大,三个轴的尺寸公差等级都为7级,取IT8~IT12,精加工到半精加工时,取IT10=70μm。
半精加工到半精加工前,取IT12=0.18mm。
背吃刀量的选择见表2-8。
表2-8 背吃刀量ap的选择
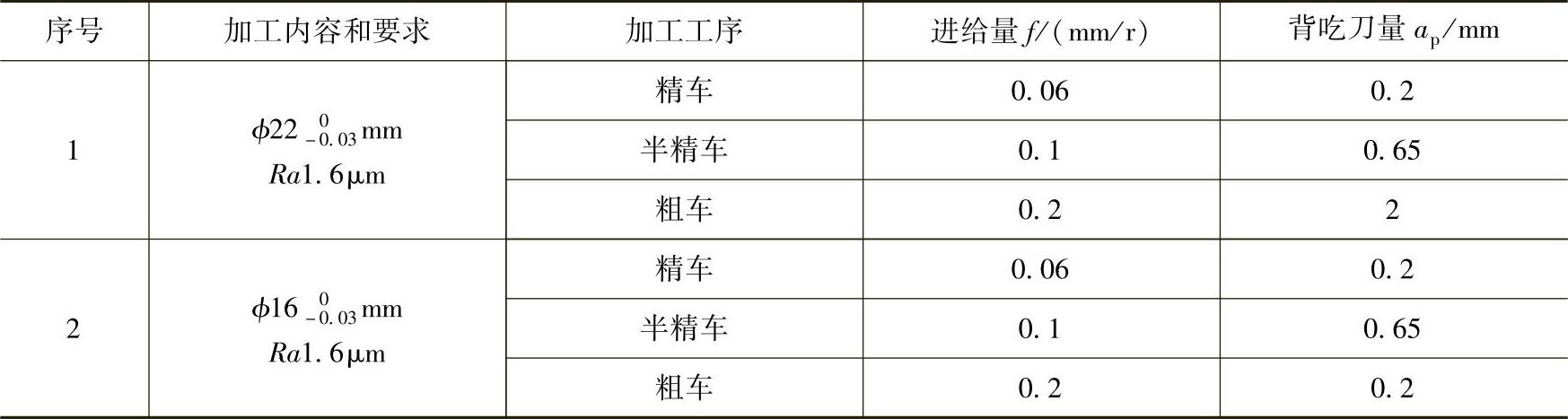
二、进给量f的选择
1)粗车时,在刚度和系统刚性允许的情况下。进给量应取较大,可减少走刀时间提高生产效率。
2)查表,根据工件直径ϕ22 0-0.03mm查得进给量f=0.4mm/r。
3)应用于半精车和精车,为了提高精度,选择刀尖圆角稍小一点,故选r=0.4mm。
4)查表,可得r=0.4mm,当0.29mm≤r≤1.13mm时f=0.06mm/r;当表面粗糙度Ra0.65~Ra2.54μm,f=0.09mm/r;当表面粗糙度为Ra1.16~Ra4.53μm时,f=0.12mm/r。
5)为了保证加工表面质量,一般选用较小的进给量,所以,当表面粗糙度为Ra0.8μm时,取f=0.06mm/r;当表面粗糙度为Ra3.2μm时,f=0.12mm/r(精车);半精车时都取f=0.2mm/r。进给量的选择见表2-9。(https://www.xing528.com)
表2-9 进给量的选择
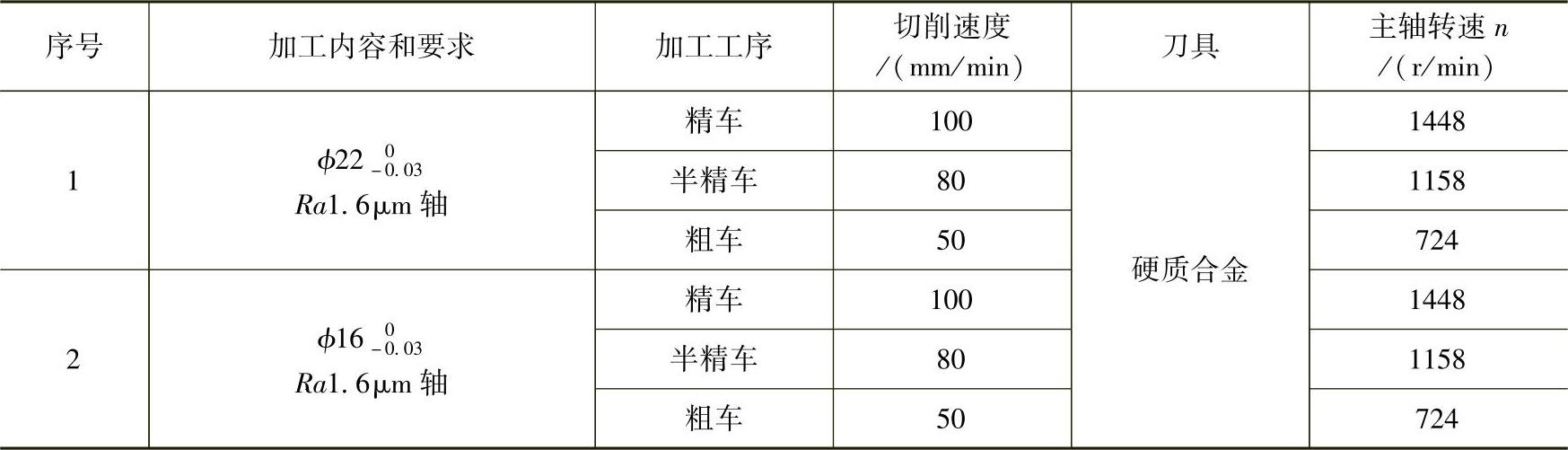
三、切削速度vc的选择
1)粗加工时,背吃刀量和进给量都较大,刀具受到刀具使用寿命和机床功率的限制,一般较低。由表2-10,查得,粗加工时vc=50m/min,由公式 得n=724r/min。
得n=724r/min。
2)精加工时,背吃刀量和进给量均较小,则选择较高的速度。
3)硬质合金的切削速度,比高速钢的切削速度要高好几倍。
表2-10 切削速度vc的选择
四、工作任务分配与工作计划
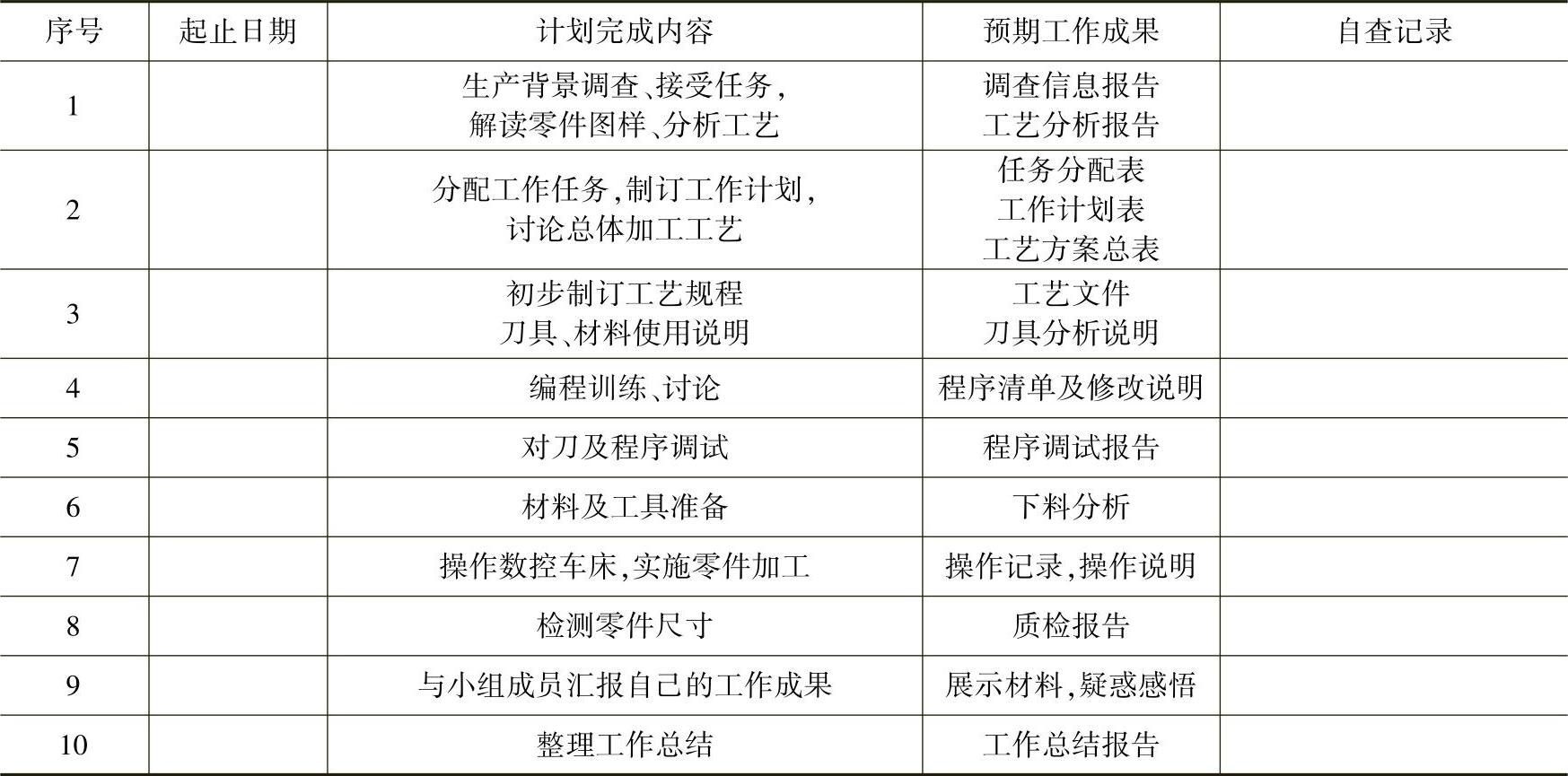
完成工作任务分配表(表2-11)和工作计划表(表2-12)。
表2-11 任务分配表
表2-12 工作计划表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。