



任务引入
数控模拟仿真加工软件加工零件。
必备知识
一、进入软件
1.启动加密锁管理程序
鼠标左键点击“开始”按钮,在“程序”目录中弹出“数控加工仿真系统”的子目录,在接着弹出的下级子目录中点击“加密锁管理程序”,如图1-45所示。
2.运行数控加工仿真系统
加密锁程序启动后,屏幕右下方工具栏中出现 的图表,此时重复上面的步骤,在最后弹出的目录中点击所需的数控系统名(FANUC),系统弹出“用户登录”界面。
的图表,此时重复上面的步骤,在最后弹出的目录中点击所需的数控系统名(FANUC),系统弹出“用户登录”界面。
点击“快速登录”按钮或输入用户名和密码,再点击“登录”按钮,进入数控加工仿真系统。
管理员用户名:manage;口令:system。
一般用户名:guest;口令:guest。

图1-45 启动“加密锁管理程序”
二、选择机床类型
点击菜单“机床”下“选择机床”,弹出图1-46所示的【选择机床】对话框。根据所使用机床进行设置,点击“确定”按钮,进入FANUC 0i数控车床仿真界面。

图1-46 【选择机床】对话框
三、工件的使用
1.定义毛坯
点击菜单“零件”下的“定义毛坯”命令 ,或者是点击工具栏上的
,或者是点击工具栏上的 按钮,可弹出图1-47所示的【定义毛坯】对话框,定义毛坯的名称、材料及尺寸,完成后点“确定”。
按钮,可弹出图1-47所示的【定义毛坯】对话框,定义毛坯的名称、材料及尺寸,完成后点“确定”。
2.放置零件
点击菜单“零件”下“放置零件”命令 ,或者是点击工具栏上的
,或者是点击工具栏上的 按钮,弹出图1-48所示的【选择零件】对话框,选择前面定义的毛坯,点“安装零件”。
按钮,弹出图1-48所示的【选择零件】对话框,选择前面定义的毛坯,点“安装零件”。

图1-47 【定义毛坯】对话框
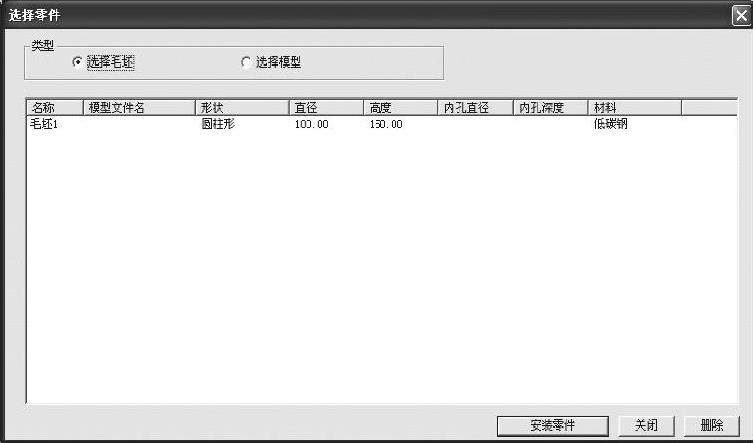
图1-48 【选择零件】对话框
四、机床准备
1.启动机床
点击启动 按钮,松开紧急停止
按钮,松开紧急停止 按钮。
按钮。
2.回参考点
点击回参考点 按钮,按下快速
按钮,按下快速 按钮,+X方向回原点,+Z方向回原点。直到按钮上面的绿灯
按钮,+X方向回原点,+Z方向回原点。直到按钮上面的绿灯 亮起。
亮起。
五、选择刀具
点击菜单“机床”下“选择刀具”命令,或者是点击工具栏上的 按钮,弹出图1-49所示的【刀具选择】对话框。根据零件设计要求,在不同的刀位安装所需的刀具。选择好刀位后,对刀片类型、刀尖半径、刀柄类型等进行设置,完成后,点击“确定”退出。
按钮,弹出图1-49所示的【刀具选择】对话框。根据零件设计要求,在不同的刀位安装所需的刀具。选择好刀位后,对刀片类型、刀尖半径、刀柄类型等进行设置,完成后,点击“确定”退出。
常用设置(参考)如下:
1号刀位:外圆车刀,刀片类型为D型,刀尖半径为0.4mm,刀柄类型为93°。
2号刀位:方头车槽刀,切削刃宽度为4.0mm,刀尖半径为0,刀柄长度根据车槽深度选择。
3号刀位:螺纹车刀,刀尖角度为60°,刀尖长为7.0mm,刀柄类型为外螺纹柄。
六、对刀
1)点击“手动”(JOG) 按钮,点击POS(位置显示)
按钮,点击POS(位置显示) 按钮。准备试切外圆。
按钮。准备试切外圆。
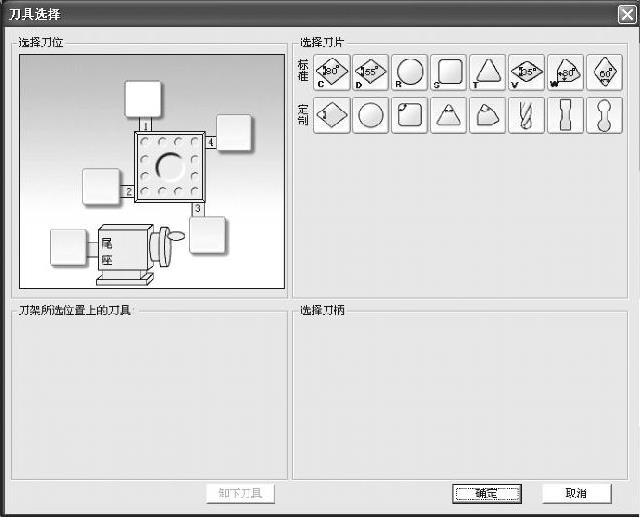
图1-49 【刀具选择】对话框
2)点击 按钮,分别在Z方向与X方向,按下
按钮,分别在Z方向与X方向,按下 按钮,使刀具快速接近工件。当接近工件附近时,再次按下“快速”键,取消快速功能。
按钮,使刀具快速接近工件。当接近工件附近时,再次按下“快速”键,取消快速功能。
3)点击主轴正转,局部放大工件。通过调节X、Z方向,慢速接近工件至合适的位置,如图1-50所示。(https://www.xing528.com)
4)Z轴。
①沿X方向,按下 按钮,切削端面过轴中心。原路返回。
按钮,切削端面过轴中心。原路返回。
②点击“参数输入”(OFFSETSETTING) 按钮,点击显示屏下对应功能键上“形状”
按钮,点击显示屏下对应功能键上“形状” 按键,在番号为01行输入“Z0”,按下显示屏下对应功能键上“测量”
按键,在番号为01行输入“Z0”,按下显示屏下对应功能键上“测量” 按键。
按键。
5)X轴。
①确定合适的背吃刀量后(图1-51),在Z方向,按下 按钮,进行外圆试切削,
按钮,进行外圆试切削,
切入一定深度后,按 按钮,原路返回。按下
按钮,原路返回。按下 按钮,主轴停止转动。
按钮,主轴停止转动。
②测量工件外径。点击菜单“测量”下“剖面图测量”,弹出提示框。保留半径小于1mm的圆弧。弹出图框,点击被切削的外圆线段(高亮部分)如图1-52所示。记录下直径值X(相应尺寸会反白显示)如图1-53所示。点击退出。
图1-50 慢速接近工件至合适的位置

图1-51 选择合适的背吃刀量
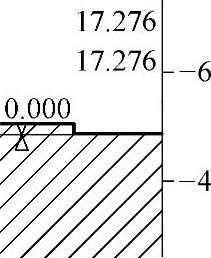
图1-52 高亮部分
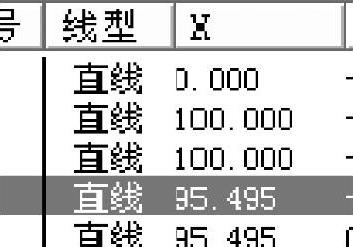
图1-53 记录直径值
③在番号1行,输入“X直径值”按下显示屏下对应功能键上“测量”键。
④输入刀具半径值R:“0.4”,点击显示屏下对应功能键上“输入”键。
⑤输入刀具位置T:“3”。点击显示屏下对应功能键上“输入”键,完成整个对刀。
6)若有第二把或多把刀具时,先进行换刀再进行对刀。
①先退到合适的换刀位置。
②点击“MDI”(手动数据输入) 按钮,点击“PROG”
按钮,点击“PROG” 按钮。
按钮。
③输入T0202,点击“RESET”(复位键) 按钮,按“循环启动”
按钮,按“循环启动” 按钮,完成换刀。
按钮,完成换刀。
七、输入程序
1)点击“编辑” 按钮(EDIT),点击“程序编辑”(PROG)
按钮(EDIT),点击“程序编辑”(PROG) 按钮。
按钮。
2)建立程序名:O0001,点“插入”(INSERT) 按钮。
按钮。
3)设置自动程序段标号。
①点击“参数设置”(OFFSET SETTING) 按钮,点击显示屏下对应的功能键,按下
按钮,点击显示屏下对应的功能键,按下 “SETTING”键,光标调整到顺序号一行,将光标停留在0上,按下1,点击显示屏下对应功能键上“输入”
“SETTING”键,光标调整到顺序号一行,将光标停留在0上,按下1,点击显示屏下对应功能键上“输入” 键,再次点击“PROG”
键,再次点击“PROG” 按钮,回到程序编辑状态。
按钮,回到程序编辑状态。
②点击“EOB”(回车换行键)按钮,点击“INSERT” 按钮,屏幕显示出自动生成的程序段标号N10
按钮,屏幕显示出自动生成的程序段标号N10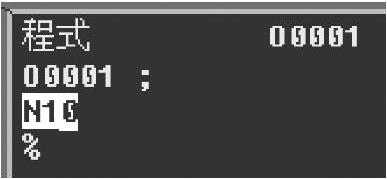 。
。
4)完成对程序O0001的内容录入。
①一个程序段录入结束,点击“EOB” 按钮,点击“INSERT”
按钮,点击“INSERT” 按钮(也可用键盘完成程序录入,“EOB”与键盘上分号键对应,“INSERT”按钮与键盘上相同)。
按钮(也可用键盘完成程序录入,“EOB”与键盘上分号键对应,“INSERT”按钮与键盘上相同)。
②程序(略)。
③整个程序录入完毕,点击“RESET”(复位键) 按钮,返回程序头部。
按钮,返回程序头部。
八、自动加工
1)点击回参考点 按钮。
按钮。
2)点击菜单“系统管理”—“系统设置”,弹出对话框。选中标签为FANUC属性,取消选项“没有小数点的数以千分之一毫米为单位”。点击“应用”—“退出”。
3)点击“自动运行” 按钮,“循环启动”
按钮,“循环启动” 按钮后。机床自动开始加工零件。
按钮后。机床自动开始加工零件。
九、测量工件
点击菜单“测量”—“剖面图测量”,弹出图框,检验零件的各部分尺寸。
任务实施
使用仿真软件怎样测量工件?
延伸拓展
导入程序进行自动加工
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。