



为节约高速钢,杆状工具非切削部分通常采用结构钢(45钢或40Cr钢)制造。结构钢部分与高速钢部分通过电弧焊或摩擦焊焊接。焊缝的存在和焊接高温的影响,使焊接刀具的热处理方法与整体高速钢工具有所不同。
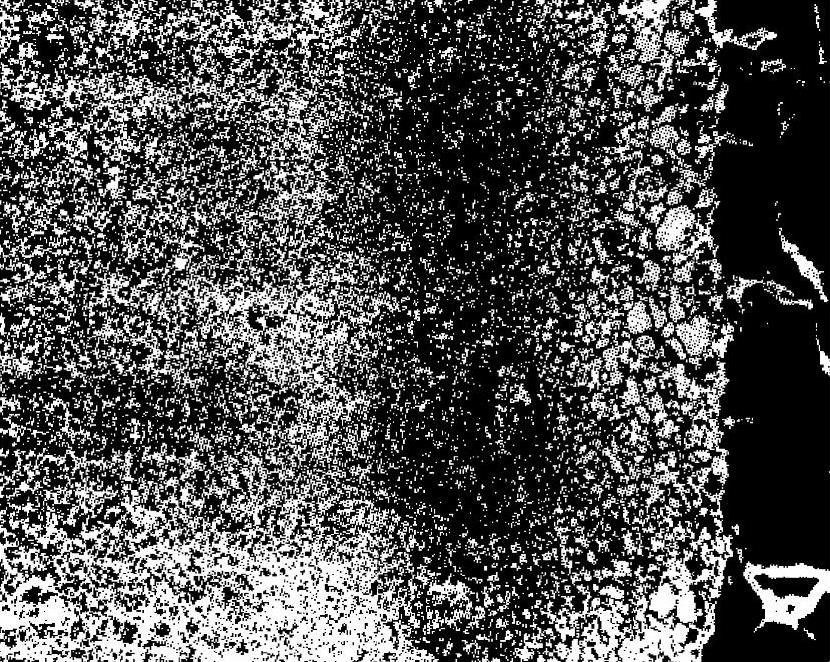
图5-15 W18Cr4V钢(左)与45钢对 焊组织(空冷)(200×)
1.对焊后的冷却
对焊时在焊缝两侧很小区域内,被加热到很高的温度,焊后如果直接空冷,高速钢一侧发生马氏体相变,结构钢的柄和未受热影响的高速钢部分则仍为索氏体-珠光体的组织(图5-15)。由于显著的比体积差将引起巨大的组织应力,以致产生裂纹。这种裂纹一般都发生在高速钢一侧自淬硬区到未受热影响区的过渡处。对圆棒料来说,此裂纹呈环形并与焊缝相平行。
为此,对焊刀具焊接后应立即投入650~750℃(珠光体转变区)的炉中保温,待料罐装满后再保温1~2h,然后直接升温到退火温度进行退火。如果保温后没有条件继续作退火处理,则保温的温度应在珠光体转变速度最大的区域(740~760℃),保温时间延长至2~3h,使焊缝两侧都充分转变成珠光体-索氏体组织,随后空冷时可避免开裂。
2.退火
焊接毛坯的退火规范可参考表3-14。但退火温度应提高10~20℃,以强化扩散作用,提高焊缝强度。(https://www.xing528.com)
3.淬火
焊接刀具盐浴淬火加热的长度应离焊缝10~15mm。加热长度太短会减少切削部分的有效长度。超焊缝加热易产生裂纹,因为超焊缝加热时,高速钢一侧将全部淬硬成马氏体组织,而结构钢一侧为过热的魏氏体组织,焊缝两侧悬殊的比体积差产生巨大的组织应力,应力峰值出现在焊缝截面上高速钢部分脱碳层(对焊加热时氧化所致)的里侧,因此裂纹通常出现在邻近焊缝的高速钢部分,并呈弧状。如果不超焊缝加热,分级淬火后焊缝一侧的高速钢组织为托氏体过渡到马氏体(图5-16),缓和了比体积差,使应力减小。
有些刀具由于结构上的特点,不得不超焊缝加热。为了防止淬火开裂,应采用以下作法:采用短时间或长时间等温淬火;淬火冷却至100℃左右立即回火;淬火后不宜直接进行冷矫直;不要进行酸洗处理。
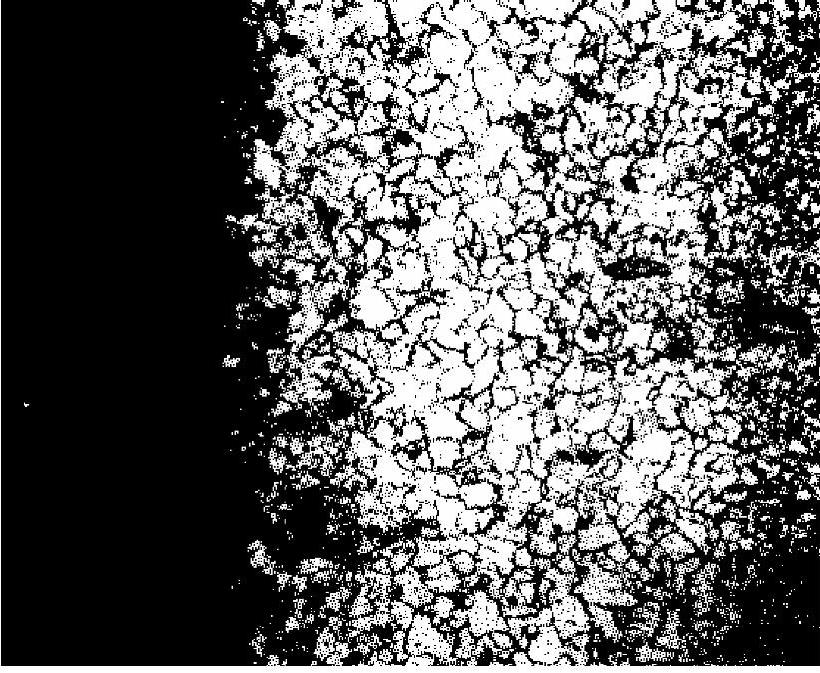
图5-16 W18Cr4V钢(左)与45钢对焊后淬火、回火组织(100×)
焊接刀具的淬火开裂,更多的是焊接不良所致。这种裂纹的特征与热处理不当引起的裂纹有所不同。前者往往是沿焊缝截面发生的,断开处常见莱氏体、黑色氧化物夹杂、奈状断口或者焊缝外缘表面存在脱碳层等缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。