



离子注入是在真空中将离子加热,然后注入固体表面,以提高其性能的技术。该技术于20世纪70年代在美国开始用于金属表面改性,并进入实用阶段。
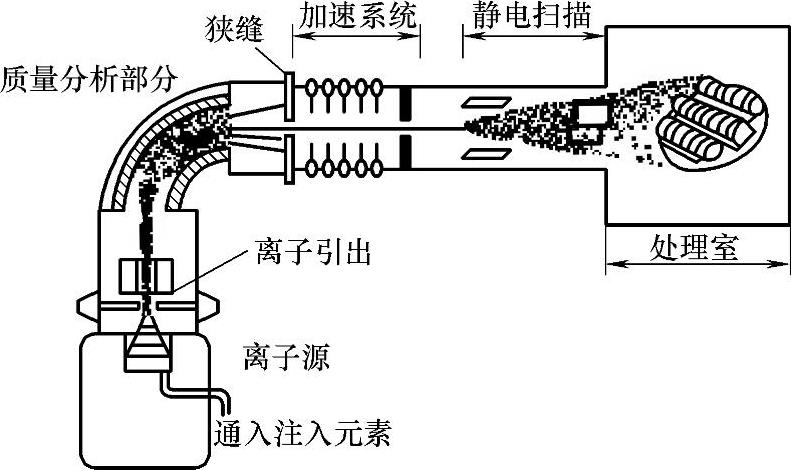
离子注入的原理如图4-20所示。在离子发生部分将要注入的元素离子化,并在数千伏的电压下,将离子导入质量分析器,对离子进行筛选。然后在加速部分以几十千伏到几百千伏的电压把离子加速到要求的高能状态。最后在处理室内对工件进行扫描,把离子注入工件的表面。
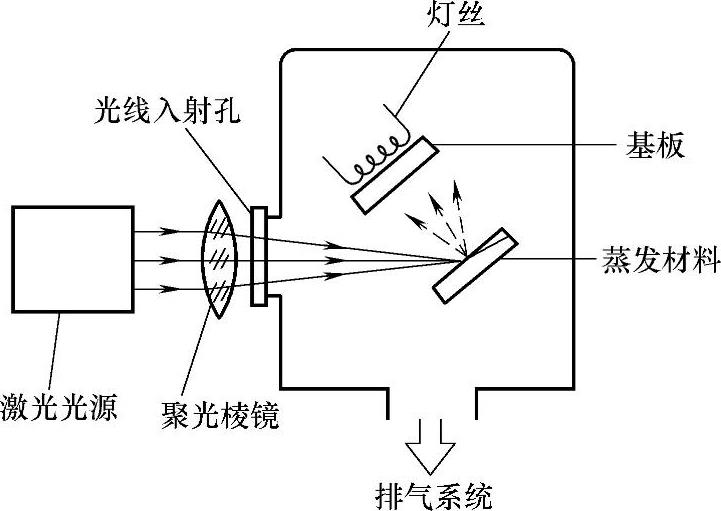
图4-19 激光PVD法的原理
 (https://www.xing528.com)
(https://www.xing528.com)
图4-20 离子注入的原理
离子注入与以往的扩散法不同,它不受固溶度和扩散系数的限制,可以将任何一种元素注入任何一种物质中去,可以得到以往技术不可能得到的特殊成分和结构。由于处理温度在150℃以下,所以工件无畸变。它与PVD等方法不同,注入层与基体之间无明显界限,因此膜层不易剥落。
注入的元素有N、Ti、C、P、Mo、B、Ta、Ce等,主要的作用是改善材料的耐磨性、耐蚀性和抗疲劳性能,在轴承、齿轮、模具、硬质合金刀具上已得到应用,其中轴承离子注入效果最显著,可提高寿命两个数量级。
在刀具上离子注入的效果也非常显著。俄罗斯采用此种方法使W5Mo5Cr4V2高速钢和硬质合金钻头与铣刀的使用寿命提高1.5~5倍。英国对高速钢丝锥采用离子注入法进行强化,可提高丝锥使用寿命12倍。美国采用了等离子注入法,离子可以从四面八方注入,克服了离子必须垂直于工件表面注入,否则会发生反射会溅射的缺点,使W6Mo5Cr4V2高速钢冲头提高寿命70~80倍。此外,美国对W6Mo5Cr4V2Co5、W2Mo9Cr4V2、W6Mo5Cr4V2等高速钢注入WC、Co,可使工具寿命提高2~6倍,已经大量用于生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。