



金属切削工具是QPQ技术的应用对象之一,20多年来在全国20多家专业工具厂和机械制造厂的工具车间得到应用,应用工具的品种包括钻头、铣刀、铰刀、丝锥、齿轮刀具和拉刀等,工具寿命可提高2倍以上,在切削耐热合金和难加工材料时效果更好。
1.钻头
高速钢钻头在切削工具中用量最大,因此提高钻头寿命意义更大。先后有多家工具厂购买了成都工具研究所的成套QPQ技术设备和生产用盐,用于处理高速钢钻头。QPQ技术用于处理高速钢钻头不仅可以大幅度提高钻头寿命,而且可以大幅度降低钻头寿命的分散度,提高钻头寿命的稳定性。
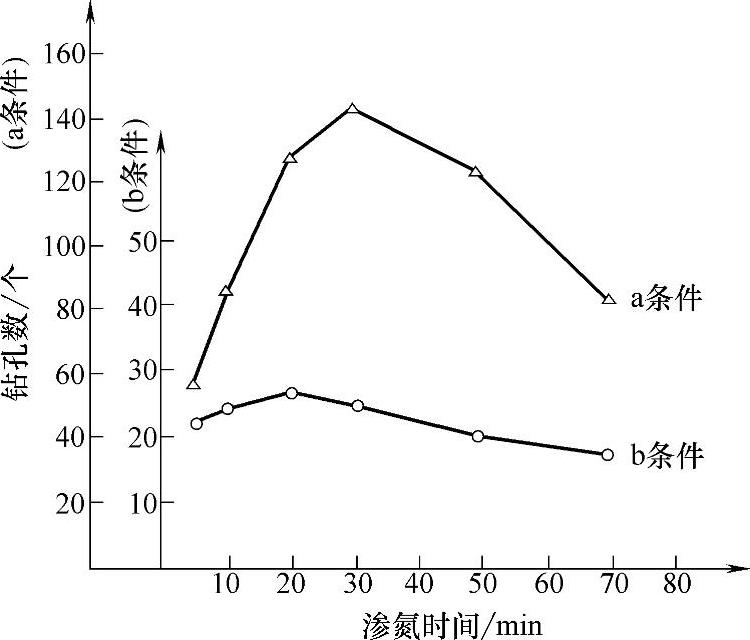
图4-13 渗氮保温时间和切削条件对钻头寿命的影响
本书作者在不同时间、不同地点、不同厂家,对不同规格的高速钢钻头先后进行了3次寿命对比试验。每次试验都是从大量产品中任意抽选1盒10支装的钻头,其中5支不处理,另5支进行QPQ处理,然后进行钻孔试验,取5支钻头寿命的平均值。
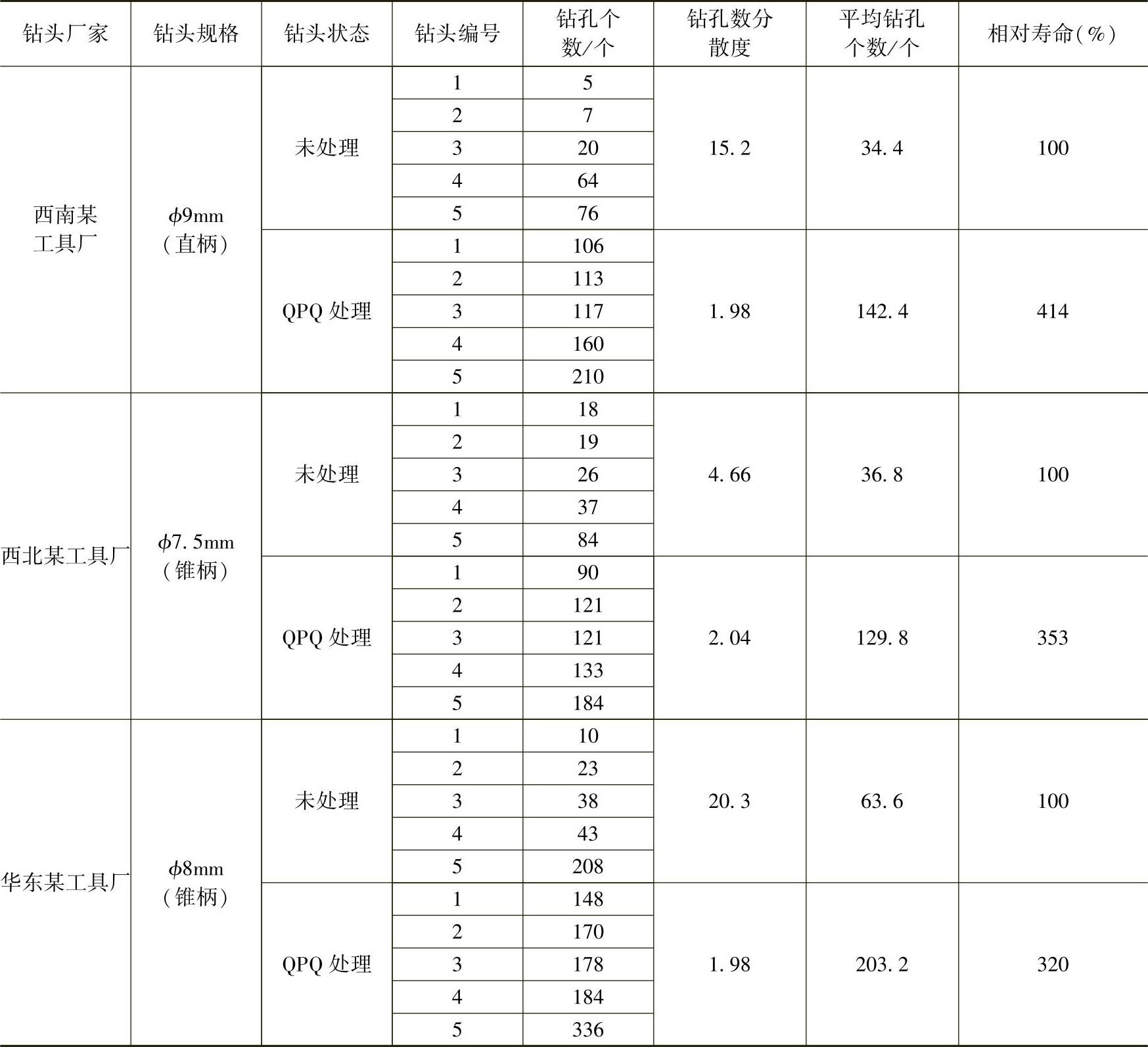
3次切削试验的结果见表4-4,QPQ处理钻头的平均钻孔数分别为未处理钻头的414%、353%和320%,QPQ处理的钻头寿命为未处理钻头的3~4倍。
QPQ处理不仅提高了钻头寿命,而且大大降低了钻头寿命的分散度(最高钻孔数与最低钻孔数之比)。由表4-4可见,3次试验钻孔数的分散度分别从15.2降到1.98,从4.66降到2.04,从20.2降到1.98。3次试验中QPQ处理钻头的钻孔数分散度分别为1.98、2.04、1.98,始终在2左右,这说明QPQ处理钻头寿命的分散度很小,钻头寿命很稳定。
表4-4 QPQ处理前后钻头寿命比较
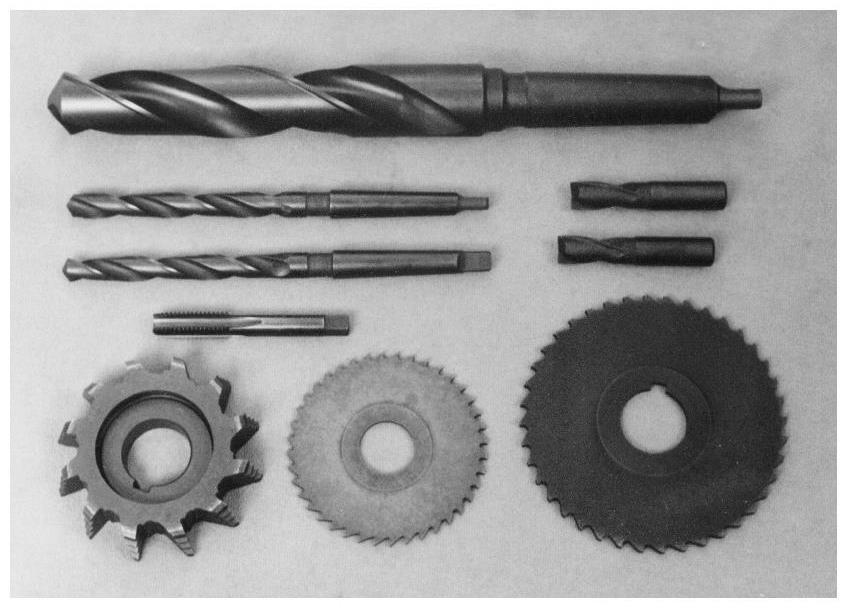
某飞机发动机厂用于加工火焰喷头镍基合金的小钻头(<ϕ1mm)采用W2Mo9Cr4VCo8高速钢制造,只能加工3个孔,QPQ处理后钻头可以加工60多个孔,提高寿命20倍,QPQ处理已成为该厂不可缺少的技术。还有多家工厂采用QPQ技术处理高速钢钻头,均提高寿命2倍以上,尤其是对加工耐热钢、不锈钢的钻头切削效果更好。图4-14所示为QPQ处理的高速钢钻头、铣刀和锯片铣刀。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-14 QPQ处理的高速钢钻头、铣刀和锯片铣刀
2.铣刀
已有3家工厂引进了QPQ技术,用于处理本厂的机车零件、重型机械零件和飞机零件机械加工用的铣刀。某机车厂加工机车连杆用的ϕ50mm高速钢立铣刀,寿命低,刀具消耗量大,每年耗费大量外购费用。引进QPQ技术以后,立铣刀寿命提高2倍,大大节省了外购费用。某飞机发动机公司加工发动机不锈钢叶片的螺旋铣刀,由于被加工材料可加工性差,刀具寿命很短,几乎无法加工,经QPQ处理后,刀具寿命显著提高,取得了较为理想的效果。
某工具厂加工千分尺尺架的高速钢立铣刀,经过两年在生产车间的使用统计,QPQ处理可以提高寿命1~2倍。海军某造船厂加工耐磨合金铸铁的锯片铣刀。由于被加工材料耐磨性太高,刀具磨损太快,几乎无法加工。该锯片铣刀经QPQ处理后,耐磨性大大提高,使用效果非常满意,解决了该厂的切削加工技术难题。
3.拉刀和齿轮滚刀
QPQ技术处理的刀具中效果最显著的是拉刀,某飞机发动机公司、某军区印刷厂和湖北某汽车厂先后用QPQ技术处理拉刀,根据多年的使用效果,一致认为QPQ技术可以提高拉刀寿命4倍。
有数家工厂试验用QPQ技术处理齿轮滚刀,使用的效果:QPQ技术可以提高齿轮滚刀寿命1~2倍。广东某厂在同样切削条件下进行切削试验,QPQ处理的高速钢滚刀的寿命达到了美国进口的PVD涂层滚刀的水平。
4.刀体
通常机夹刀具的车刀刀杆和铣刀刀体都采用45钢制造,经淬火、发黑处理,在使用过程中容易被切屑擦伤而生锈。45钢的QPQ处理可以代替淬火、回火、发黑3道工序,抗擦伤能力和耐蚀性大大提高。本书作者对这种没有淬火的45钢刀杆的强度进行了大进给量的切削试验,QPQ处理的刀杆完全可以承受重载切削。从日本进口的车刀刀杆和德国进口的铣刀刀盘都采用了类似的技术。
5.挽救废品刀具
QPQ技术还可以挽救淬火硬度偏低、表面轻微脱碳、脱合金元素的高速钢刀具废次品。广东某公司出口美国的金属丝刮刀,刀齿细如发丝,采用真空淬火发生表面脱合金元素现象,表面硬度仅为50HRC,遭到美方退货。这种废品刮刀经QPQ处理后,表面硬度达到67HRC,美方反映效果很好,后来成为这种金属丝刮刀的正常生产工序。QPQ技术还挽救了全国各地的大量因淬火硬度偏低、表面脱碳等原因造成的大量废次品,其中包括钻头、铣刀等多种刀具。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。