



1.高速钢工具QPQ处理的工序及渗层形貌
QPQ技术是在盐浴中进行渗氮和氧化,高速钢工具QPQ处理的工序大体如下:
1)脱脂。大量生产采用金属清洗剂或喷砂,少量生产时可以采用汽油清洗。
2)预热。在350~400℃的空气炉中预热15~20min。
3)渗氮。在530~550℃的盐浴中,保温10~40min。
4)氧化。在350~370℃的盐浴中,保温15~20min。
5)清洗,干燥,浸油。
高速钢工具QPQ处理的设备主要是3台外热式坩埚电炉,分别用于预热、渗氮和氧化工序。常用型号炉子的坩埚尺寸为ϕ500mm×700mm,功率为25kW。辅助设备有清洗槽、油槽、单轨吊车和排风系统等。
高速钢工具在渗氮炉中形成氮的扩散层,其深度为10~45μm,硬度可达1200HV以上,脆性较小。在渗氮过程中不允许形成化合物层,否则工具的切削刃会变脆。高速钢工具在氧化炉中处理后,在渗氮层的外面形成1~3μm的氧化膜,增加了切削工具的耐蚀性,对提高工具寿命也有一定好处。高速钢QPQ处理的渗层形貌如图4-4所示。
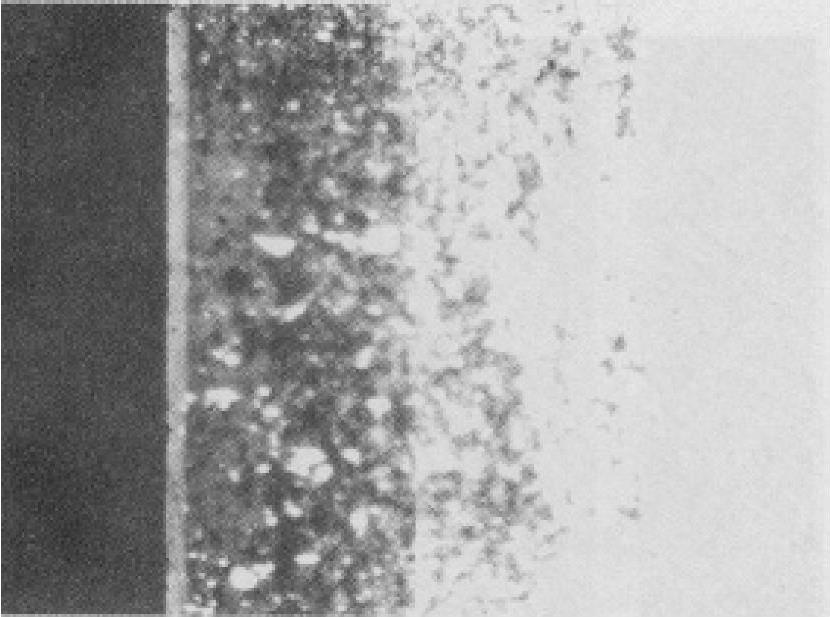
图4-4 高速钢QPQ处理的渗层形貌(400×)
2.高速钢渗氮层的影响因素
渗氮工序是QPQ处理的最重要工序,渗氮层是提高高速钢工具寿命最重要的组织。下面介绍影响高速钢渗层深度和渗层硬度的各种因素。
(1)渗氮温度的影响 图4-5所示为渗氮温度对淬火W6Mo5Cr4V2高速钢渗层深度的影响。试验用盐浴中氰酸根的质量分数为33%,渗氮保温时间为20min,渗氮温度为520~570℃。渗氮温度在540℃之前渗层深度增加比较缓慢,540℃之后渗层深度增加比较快。
图4-6所示为渗氮温度对淬火W6Mo5Cr4V2高速钢渗层硬度的影响。试验用盐浴中氰酸根的质量分数为33%,渗氮保温时间为20min,渗氮温度为520~570℃。伴随渗氮温度的升高,渗层中氮的浓度升高,因此渗层硬度也升高。在550℃以前渗层硬度增加比较缓慢,
550℃以后渗层硬度增加比较快。
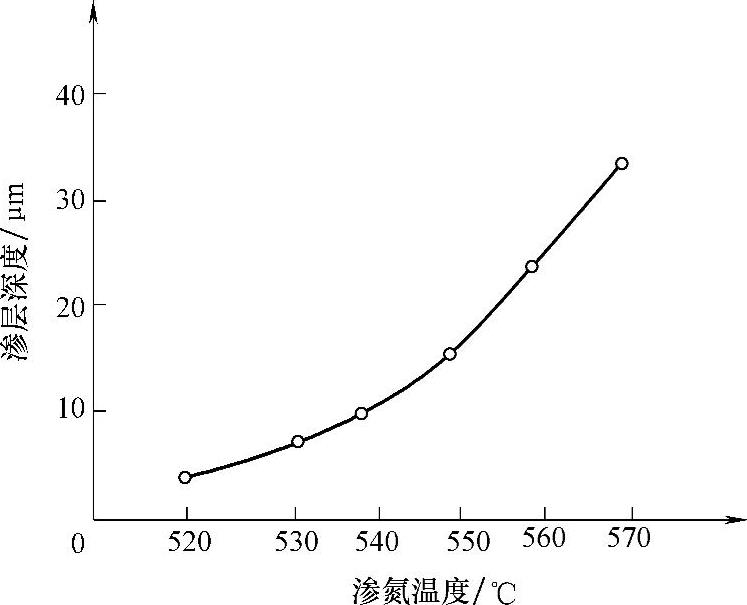
图4-5 渗氮温度对高速钢渗层深度的影响
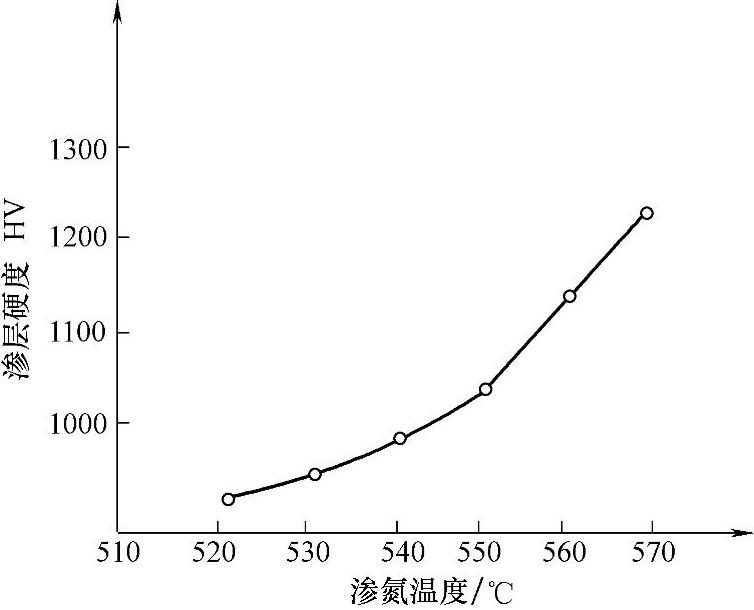
图4-6 渗氮温度对高速钢渗层硬度的影响
(2)渗氮保温时间的影响 渗氮保温时间对淬火W6Mo5Cr4V2高速钢渗层深度的影响如图4-7所示。渗氮盐浴中氰酸根的质量分数为33%,渗氮温度为540℃。渗氮时间由10min增加到60min。伴随深度时间的增加,渗层深度几乎呈直线增加。
渗氮保温时间对淬火W6Mo5Cr4V2高速钢渗层硬度的影响如图4-8所示。渗氮盐浴中氰酸根的质量分数为33%,渗氮温度为540℃。渗氮时间由10min增加到60min。伴随渗氮保温时间的增加,渗氮层中氮的浓度升高,硬度增加,在30min渗氮保温时间之前,硬度增加迅速,30min之后,硬度增加稍变缓慢。(https://www.xing528.com)
(3)氰酸根含量的影响 盐浴的氰酸根含量对淬火W18Cr4V高速钢渗层硬度的影响如图4-9所示。试验的渗氮温度为540℃,保温时间为20min,盐浴中氰酸根的质量分数由18%升高到38%。伴随氰酸根含量的增加,高速钢渗层硬度不断升高,氰酸根的质量分数达到30%以后,渗层硬度增加稍快一些。
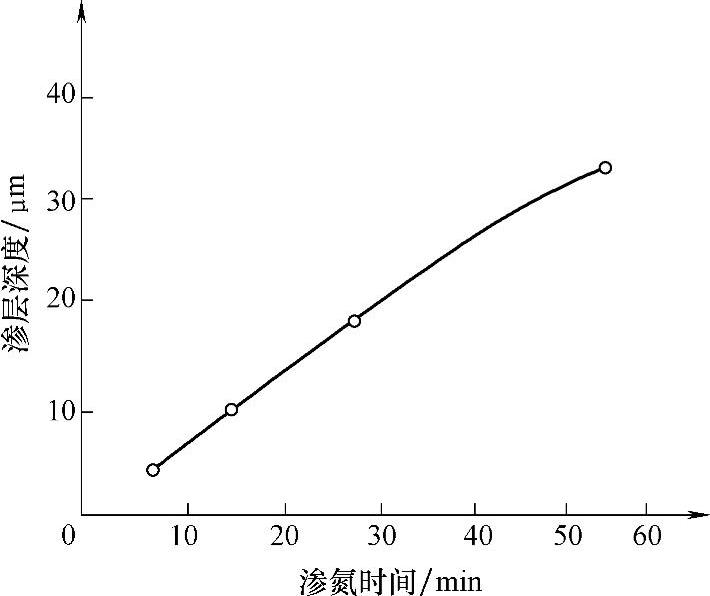
图4-7 渗氮保温时间对高速钢渗层深度的影响
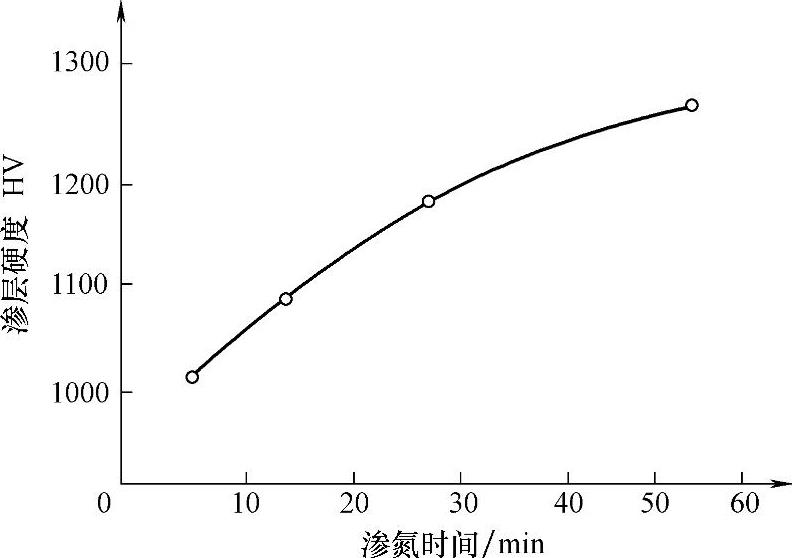
图4-8 渗氮保温时间对高速钢渗层硬度的影响
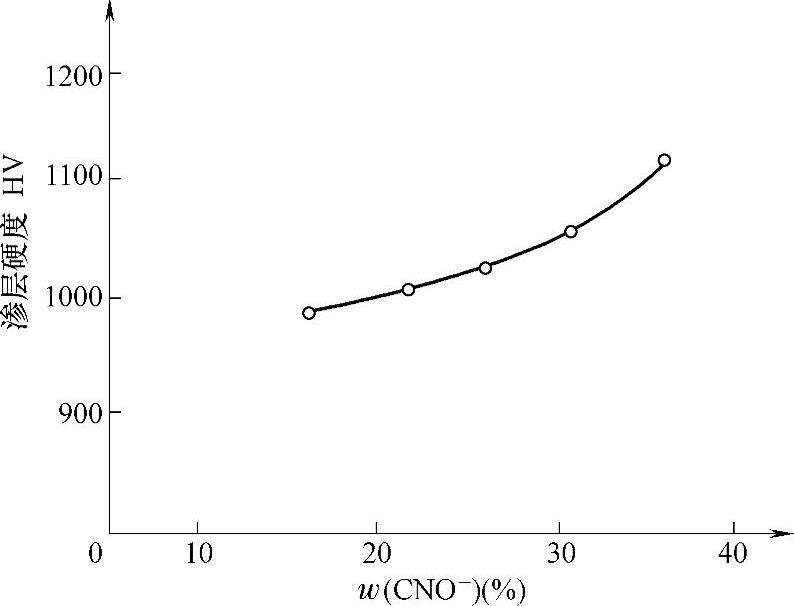
图4-9 氰酸根含量对高速钢渗层硬度的影响
(4)高速钢基体的影响 高速钢的牌号不同,合金元素的含量不同,在同样处理条件下,得到的渗氮层深度有所不同。国外对几种牌号高速钢进行了比较试验,试验结果如图4-10所示。在同样的渗氮温度下,在10~35min的渗氮时间内,通用高速钢W18Cr4V和W6Mo5Cr4V2的渗层深度相差不大。含钴高速钢比不含钴高速钢的渗层深度要浅一些。
不同牌号高速钢在同样试验温度下,经10~90min渗氮后,高速钢的渗层硬度如图4-11所示。总体来说,除W18Cr4V高速钢渗层硬度稍低外,其他3种高速钢的渗层硬度相差不大,钴高速钢渗层硬度也无明显差别。
渗氮处理前高速钢基体淬火硬度的高低也会对渗层硬度有一定影响。在氰酸根的质量分数为30%、540℃、保温20min的渗氮条件下,高速钢基体硬度对渗层硬度的影响如图4-12所示。渗氮处理前高速钢基体的硬度越高,处理后渗层硬度也越高。
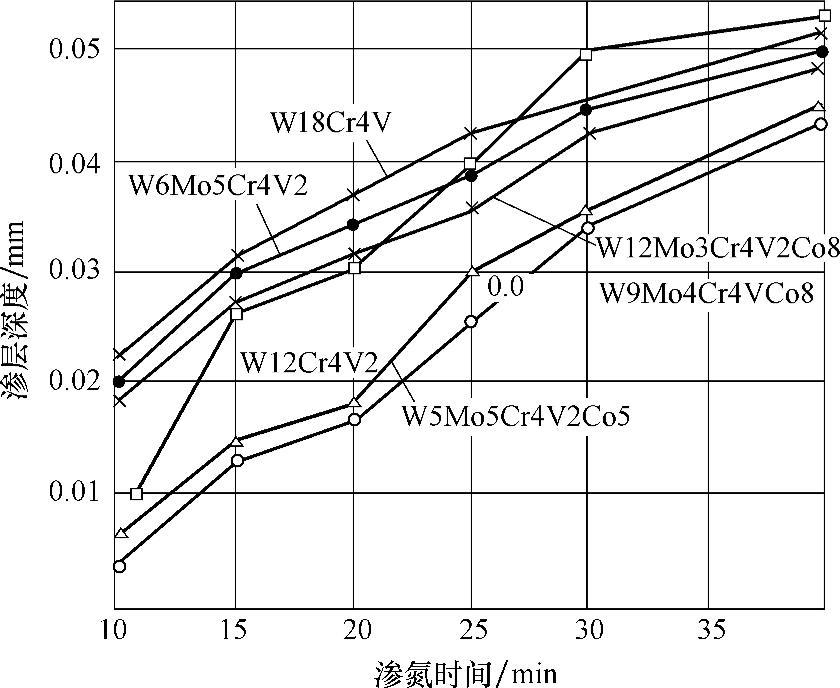
图4-10 不同牌号高速钢的渗层深度
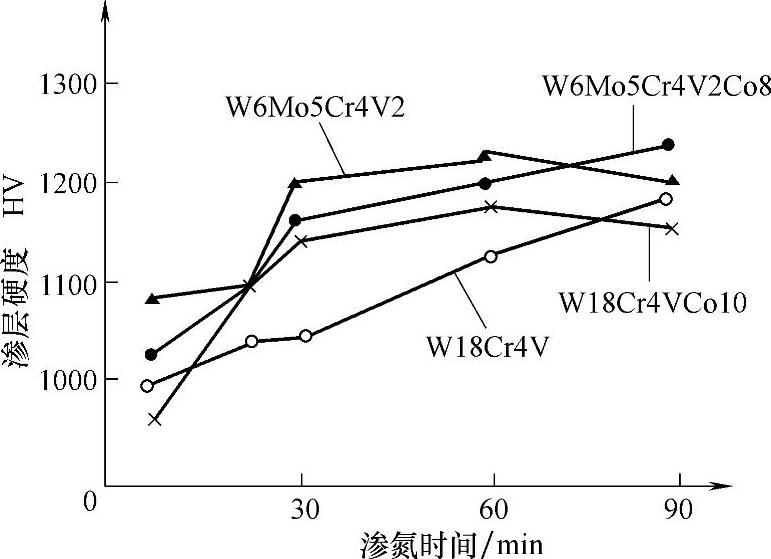
图4-11 不同牌号高速钢的渗层硬度
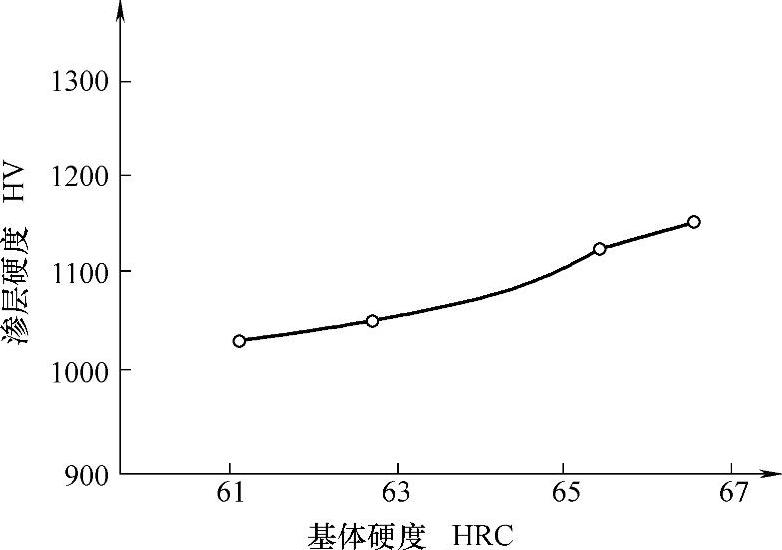
图4-12 高速钢基体硬度对渗层硬度的影响
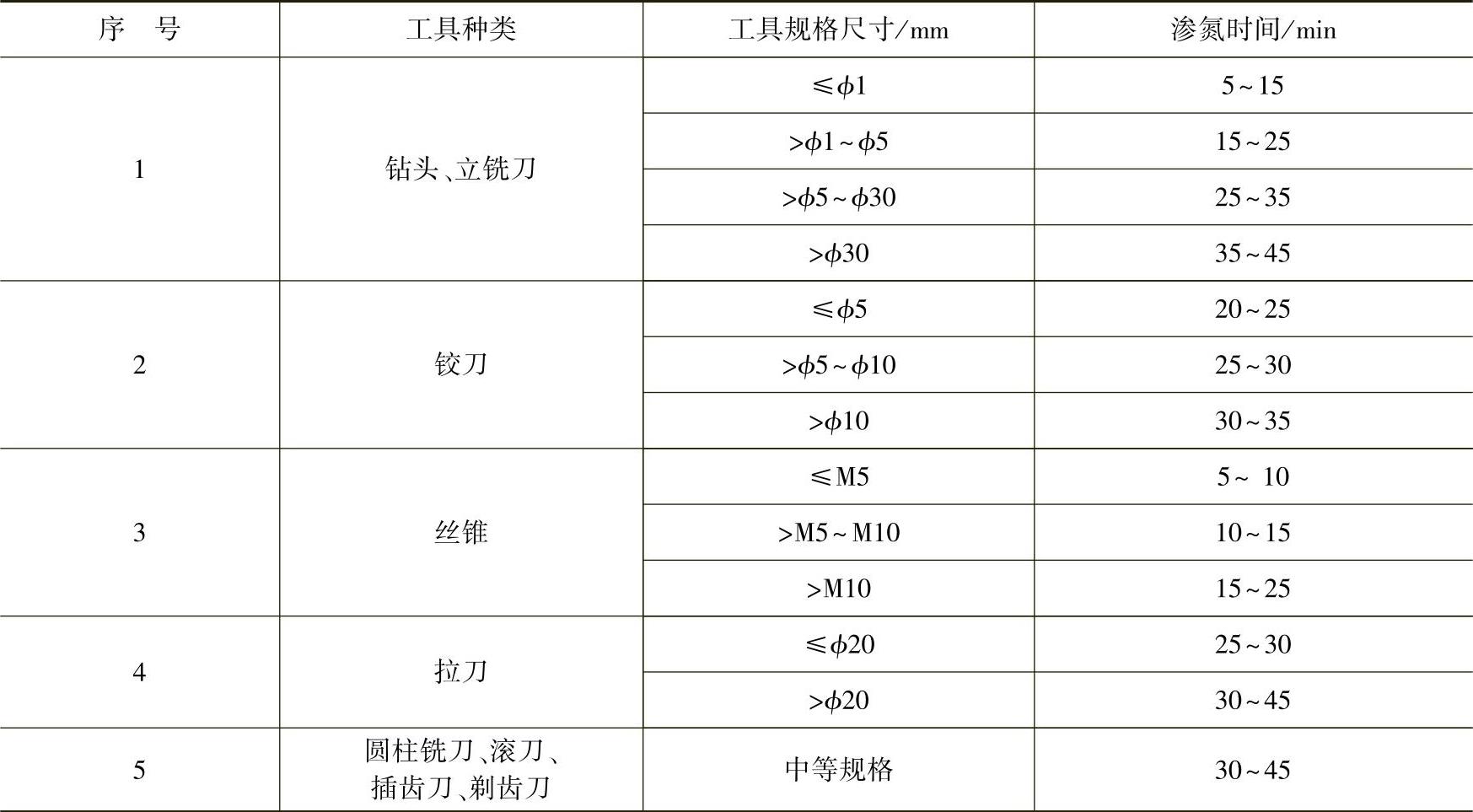
通常高速钢工具的渗氮温度在530~550℃内选择,渗氮时间在10~40min内选择。根据工具的类型和规格,可以选择渗氮温度和时间的上、中、下限。例如:小规格工具和要求韧性较高的工具应该选择规范的下限;大规格、刀刃厚钝的工具可以选择规范的上限。各种高速钢工具的渗氮保温时间见表4-3。
高速钢工具的渗氮工艺不仅与工具的品种规格有关,也和具体的切削条件有关。如图4-13所示,a条件加工硬度为220HBW的碳素钢,b条件加工硬度为280HBW的镍铬合金钢。试验结果表明,钻头在某一渗氮温度下,有寿命最高的最佳渗氮保温时间;最佳保温时间又与切削条件有关,在切削软的碳钢时,渗氮30min的工具寿命最高,并比其他保温时间高得多。但是在切削硬的合金钢时,大约在渗氮20min时工具寿命最高,但与其他保温时间相差不大
表4-3 各种高速钢工具的渗氮时间
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。