



1.碳素工具钢与合金工具钢退火的必要性
制造切削工具所使用的碳素工具钢与合金工具钢的原材料一般都是由冶金厂供应的经过退火的轧材或锻材。轧材或锻材在退火处理之前的组织是粗大的片状珠光体(图3-1),不适合机械加工,也不是淬火所需要的理想组织。
工具钢退火的目的首先是使工具钢的硬度达到一定的范围,适合于机械加工。同时,退火还可以改善工具钢的组织,为淬火准备好均匀的组织。
轧制和锻造的钢材必须要进行退火,退火后的组织应为粒状珠光体的球化组织。碳素工具钢与合金工具钢的退火硬度,球状珠光体组织和网状碳化物的级别应该分别符合相应标准的规定。

图3-1 w(C)=1.14%的高碳钢轧制状态的组织(1000×)
碳素工具钢与合金工具钢对退火组织的要求必须是良好的球状珠光体,不仅是因为球状珠光体有良好的可加工性,同时也因为球状珠光体具有较小的淬火过热敏感性。在同样的淬火加热温度下,片状珠光体的碳化物薄片比球状珠光体中的球状碳化物更容易溶入奥氏体中,因此淬火加热时奥氏体晶粒容易长大,淬火后马氏体针容易粗大,容易产生淬火过热现象。
作为工具的制造材料,绝大多数情况下都使用钢厂提供的已经退火的轧材,只有在必要情况下才会对钢材进行退火处理。这些情况包括:①对数量不大硬度偏高的钢材进行降低硬度的退火(大批量不合格应该退货)。②为改变钢的组织,从而改善钢的可加工性的退火。③为淬火准备更均匀的组织的预先退火。④对淬火不合格的工具要重新淬火进行的退火。
2.碳素工具钢与合金工具钢的退火方法
(1)普通退火 加热到Ac1点以上的两相区温度,保温一定时间以后,以一定的冷却速度缓冷到某一温度以下出炉。各种碳素工具钢与合金工具钢的退火加热温度和保温时间见表3-1,冷却方法见表中的缓冷部分,即以<30℃/h的冷却速度,随炉冷却到500~600℃以后出炉空冷。
表3-1 碳素工具钢与合金工具钢的退火规范
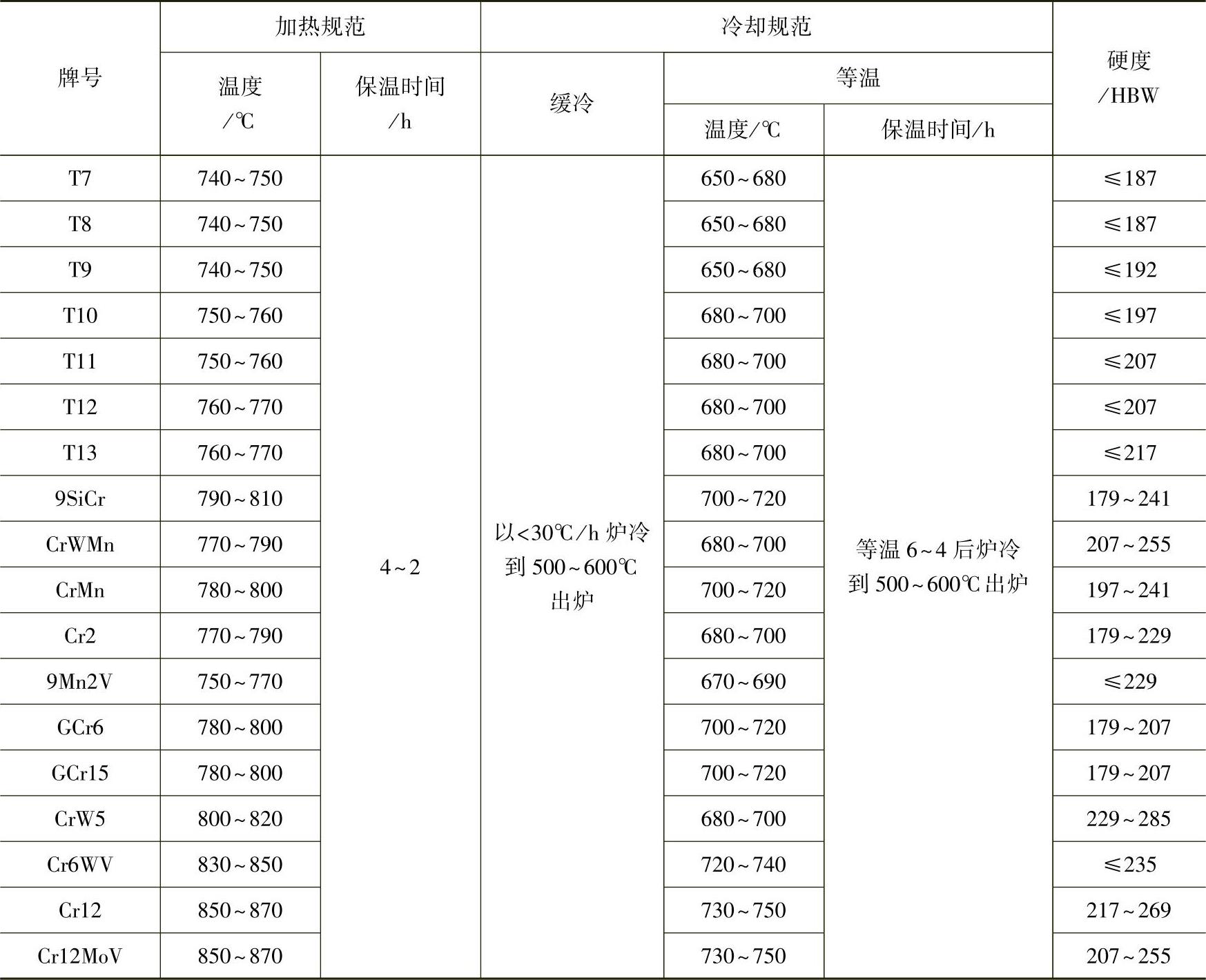
(2)等温退火 加热到Ac1点以上的两相区温度,然后在适当的温度进行等温,通常是等温4~6h,以后随炉冷却到500~600℃以后出炉,然后空冷。碳素工具钢与合金工具钢退火的加热温度和等温温度见表3-1。
(3)球化退火 对不容易球化的工具钢可以采用循环退火的方法,即在加热到退火温度以后冷却下来在等温温度进行第一次等温,然后再重新加热到退火温度,冷却到等温温度进行第二次等温,这样反复多次,以增进球化效果。
(4)去应力退火 去应力退火用于消除冷塑性加工、切削加工和热加工过程中产生的应力,去应力退火一般在500℃以上的温度保温一定时间就可以完成。去应力退火常用的温度为600~700℃,根据工件的大小和装量的不同,保温时间为0.5~3h,采用空冷或炉冷。Cr12MoV钢的去应力退火温度可以采用760~790℃。
形状复杂的切削工具在机械加工以后最好进行一次去应力退火,这样可以减少淬火畸变;精密切削工具在磨削后最好要进行去应力退火,消除磨削后工具表面的残余应力,提高精密工具在存放过程中的尺寸稳定性;如果工具的磨削量较大,应该分成粗磨和精磨两道工序,粗磨后于500℃退火1h,精磨后于200℃去应力退火1h。
在国外有人建议工具磨削后一定要退火,高速钢工具在500℃退火,其他钢在200℃退火。国外也有人建议切削工具每次使用后在低于原回火温度30~50℃进行回火,这样可以消除在切削过程中产生的应力,延长工具的寿命。
碳素工具钢与合金工具钢大多数为共析钢或过共析钢,其退火加热温度不应选择高于Accm点的完全退火温度(即达到奥氏体单相区的温度),因为在加热成单一奥氏体后,在随后的冷却时先共析渗碳体将沿着奥氏体晶界形成网状碳化物,会严重地降低钢的力学性能。
碳素工具钢与合金工具钢的退火加热温度选择稍高于Ac1点温度的两相区,是为了在退火加热时保留大量碳化物不溶入奥氏体中,这样在随后的退火冷却时这些未溶解的碳化物将会形成奥氏体向珠光体转变时的结晶核心。如果退火加热温度过高,碳化物大量溶入奥氏体,残留的碳化物太少,因此也就减少了奥氏体向珠光体转变时的结晶核心,从而导致形成粗大的片状珠光体。(https://www.xing528.com)
3.影响碳素工具钢与合金工具钢退火组织的因素
(1)退火加热温度对退火组织的影响 退火加热温度对退火后的组织有很大的影响,如果退火加热温度过高会形成片状珠光体,甚至可能形成粗大的片状珠光体。图3-2所示为不同退火加热温度对退火组织的影响,加热后所有样品都在1340℉(727℃)进行完全的等温转变。在退火加热温度为1385℉(751℃)时,退火的组织几乎全部是球状碳化物,如图3-2a所示。在退火加热温度升高到1450℉(788℃)时,退火组织为球状碳化物为主,但是出现了一些细长碳化物,如图3-2b所示。在退火加热温度升高到1600℉(871℃)时,退火组织形成了粗大片状珠光体,只保留了少量球状碳化物,如图3-2c所示。在退火温度升高到1750℉(954℃)时,退火组织已经完全转变成粗大片状珠光体,如图3-2d所示。
(2)退火加热保温时间对退火组织的影响 退火加热保温时间对退火后的组织有较大影响,如果退火保温时间太长会引起碳化物数量减少,并且聚集长大。图3-3所示为退火加热保温时间对L3钢[化学成分(质量分数,%):C1.0、Cr1.5、V2]退火后组织形貌的影响。图3-3a所示为在温度退火为1410℉(766℃),保温4h后退火的组织;图3-3b所示为在退火温度同样为1410℉(766℃),保温延长到33h后的退火的组织。比较两图可见,长时间等温后,碳化物数量明显减少,碳化物颗粒长大。
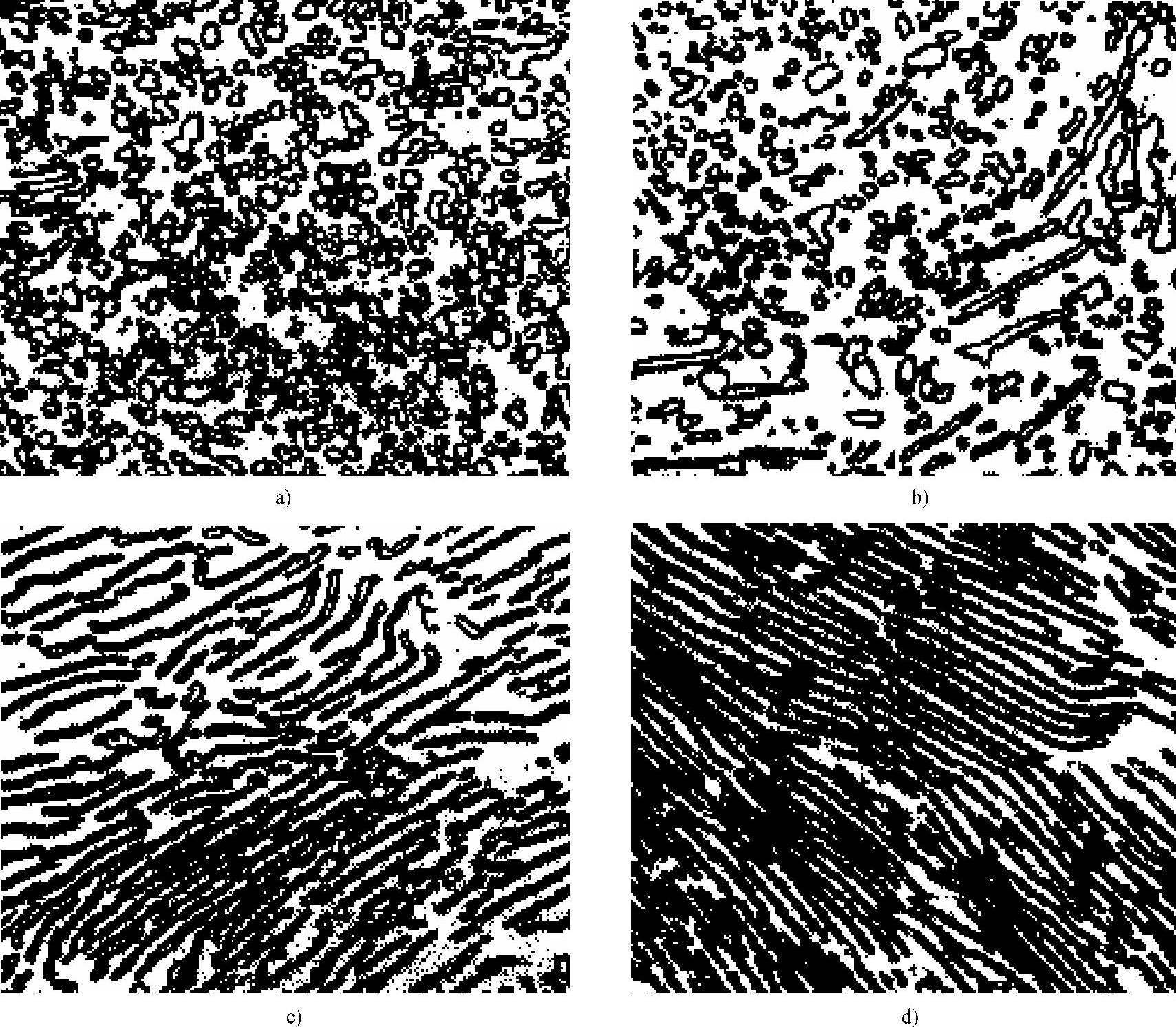
图3-2 退火加热温度对w(C)=0.82%碳素工具钢转变产物的影响(1000×)
a)1385℉(751℃) b)1450℉(788℃) c)1600℉(871℃) d)1750℉(954℃)
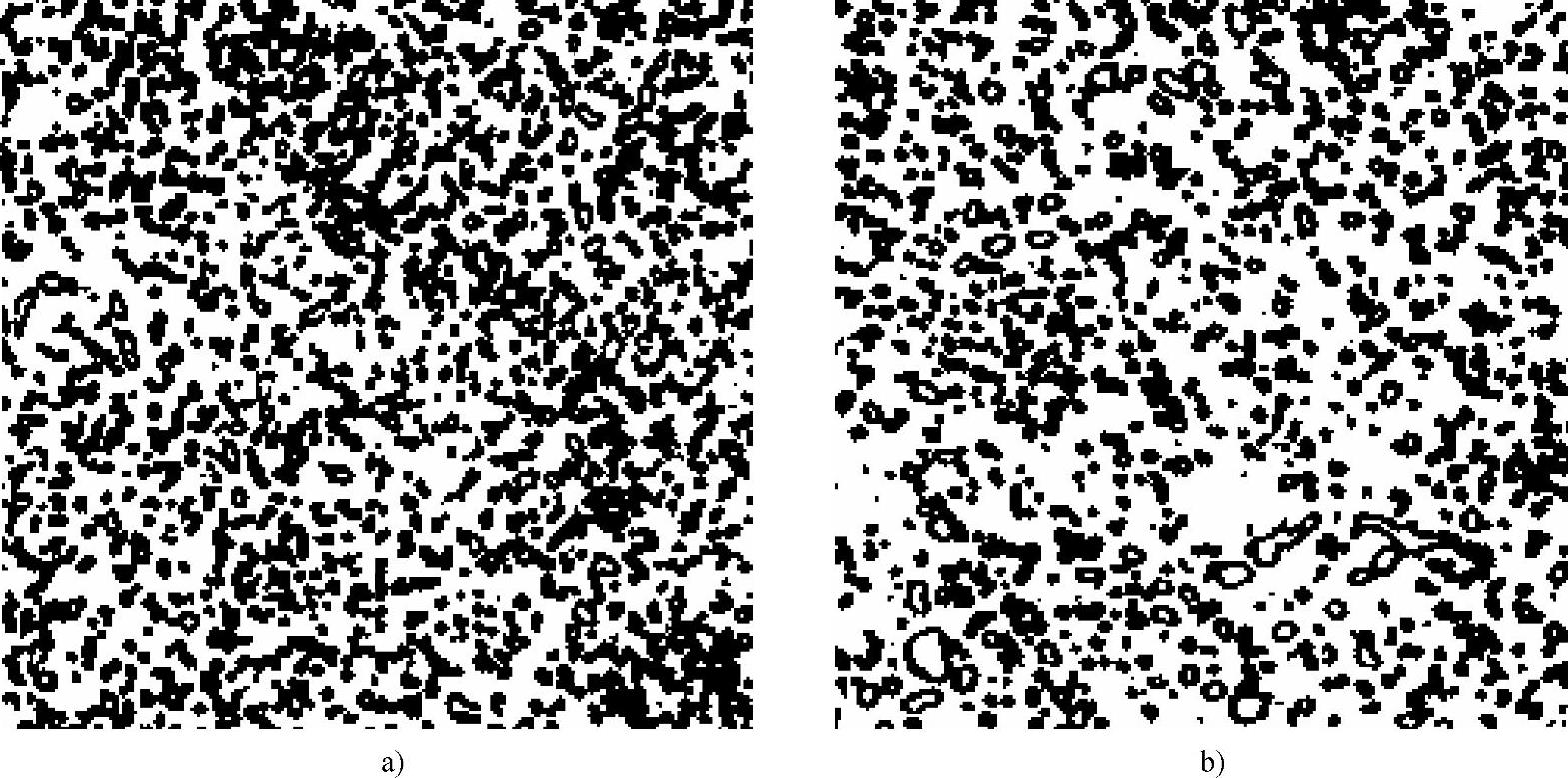
图3-3 退火加热保温时间对碳化物的影响(1200×)
a)保温4h b)保温33h
(3)等温温度对退火后组织的影响 在等温退火时,等温温度对退火后组织有很大的影响。图3-4所示为退火等温温度对w(C)=1.15%的碳素工具钢退火组织的影响。全部样品的退火加热温度均为1410℉(766℃),保温时间均为3h。图3-4a所示为在正常的等温温度1340℉(727℃)等温退火后形成的比较均匀的球状珠光体;图3-4b所示为等温温度降低到1325(718℃)时形成的不均匀的球状组织;图3-4c所示为等温温度降低到1250℉(677℃)时出现了很多片状珠光体的组织。
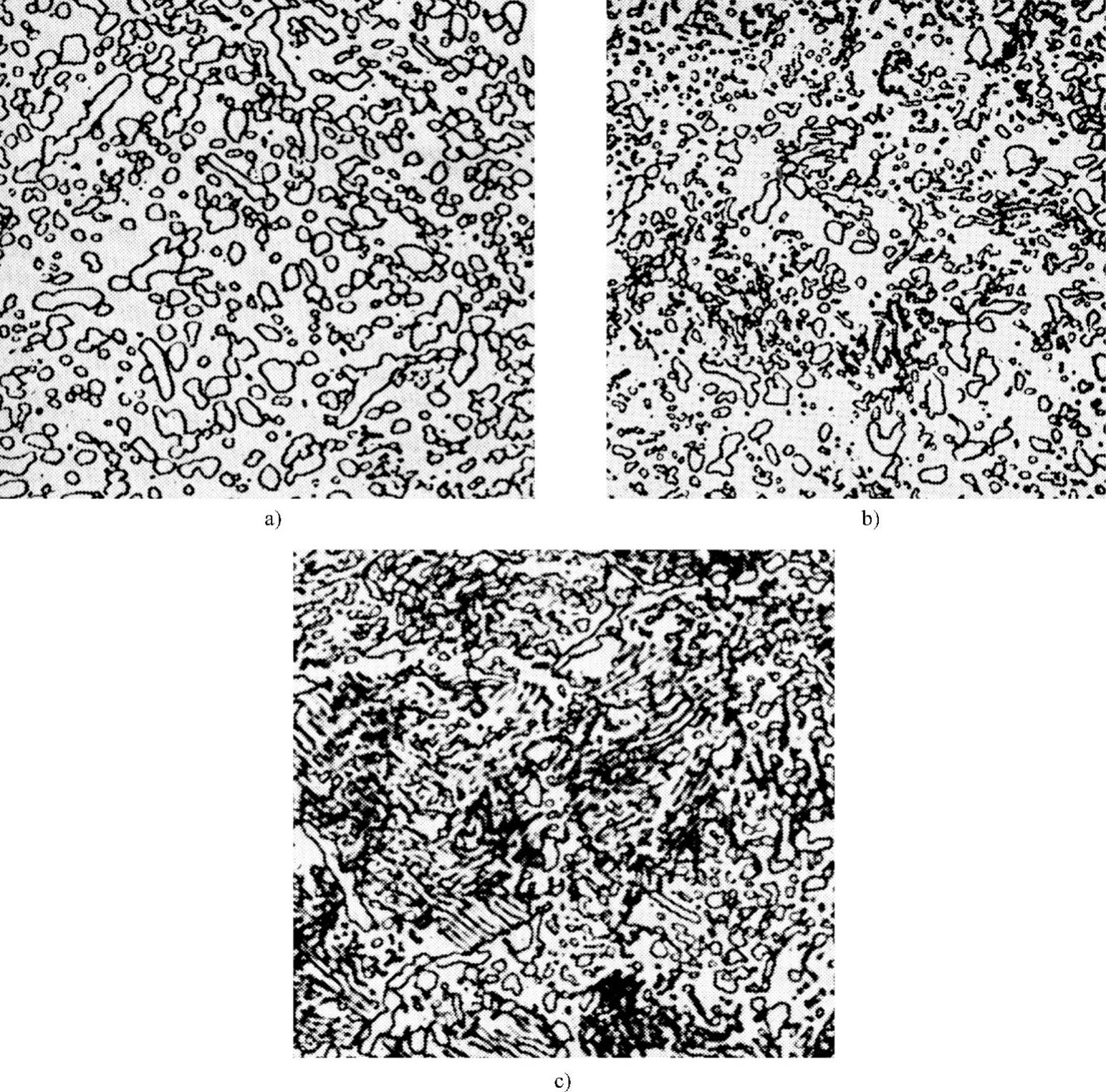
图3-4 退火等温温度对w(C)=1.15%的碳素工具钢退火组织的影响(1000×)
a)1340℉(727℃)等温 b)1325℉(718℃)等温 c)1250℉(677℃)等温
在碳素工具钢与合金工具钢退火过程中,由于退火条件的变化可能产生各种不同类型的组织,这些组织具有不同的性能。在退火过程中如果退火时加热温度过高,退火后会产生不良组织。如图3-5a所示,w(C)=1.0%的碳素工具钢从高于Accm的退火温度(900℃)缓慢冷却下来时,渗碳体从奥氏体晶粒的边界上析出,形成完整的网状渗碳体。这种具有网状碳化物组织的钢硬度较高,不容易进行切削加工。同时,由于形成了粗大的奥氏体晶粒,加热时碳化物不能迅速溶入奥氏体,这种组织不适于低于Accm温度的淬火。图3-5b所示为w(C)=0.95%的碳素工具钢从1550℉(843℃)加热后缓冷退火后形成的100%片状珠光体,这种组织不适于淬火操作。图3-5c所示为w(C)=1.1%的碳素工具钢退火后的细小粒状珠光体组织,具有这种这种组织的钢容易进行机械加工。图3-5d所示为w(C)=1.1%的碳素工具钢在低温长时间退火缓冷后碳化物聚集长大,所形成的粗大粒状珠光体,具有这种组织的钢可加工性显著下降,同时粗大碳化物也难于溶入奥氏体,因此不容易淬硬。
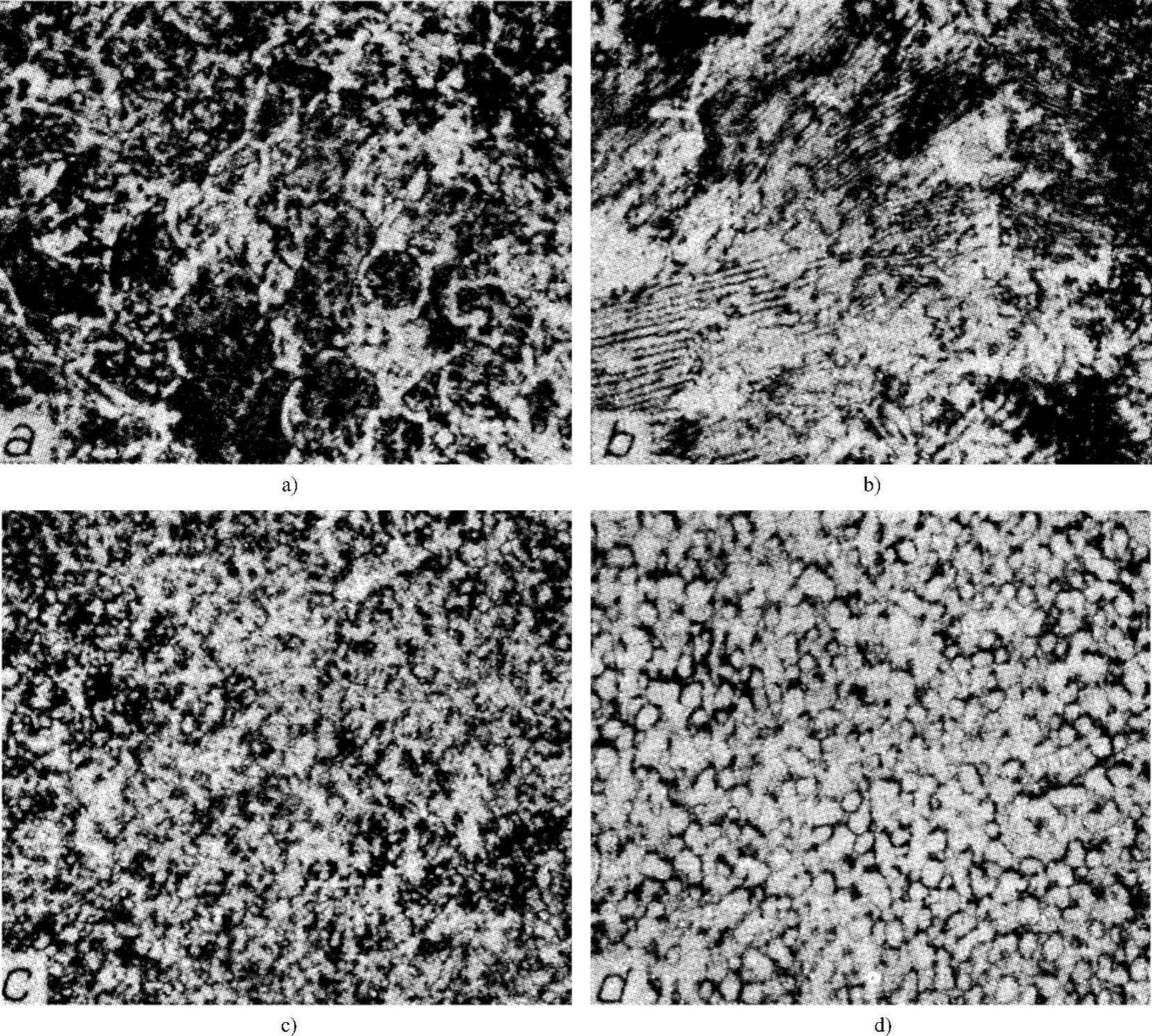
图3-5 几种碳素工具钢的退火组织形貌(500×)
a)网状渗碳体 b)片状珠光体 c)细小的粒状珠光体 d)粗大的粒状珠光体
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。