



工具钢加热奥氏体化的目的是为各种热处理工艺做好组织上的准备。不同的热处理工艺选择不同的奥氏体化加热温度。淬火和回火是工具热处理中最重要、应用最多、热处理工作者最熟悉的工序。有的热处理工艺在工具制造业中应用不多,不太普遍,这些工艺奥氏体化加热温度范围有时会不太好区分,为此特将除淬火、回火以外的常见的热处理工艺的奥氏体化加热的情况在这里加以比较。
1.退火的加热温度
如图2-13所示,退火的加热温度与钢的碳含量有关,亚共析钢退火的奥氏体化温度都是略高于Ac3温度,过共析钢退火的温度则略高于Ac1温度。随着钢中合金元素含量的不同,临界点会有一些变化,但是不论钢的成分如何,亚共析钢是加热到奥氏体单相区,过共析钢则加热到奥氏体-渗碳体两相区。过共析钢加热到两相区是为了使渗碳体聚集或球化。如果加热到Acm以上温度随后冷却时,碳化物会沿晶界析出形成碳化物网,会降低钢的韧性。
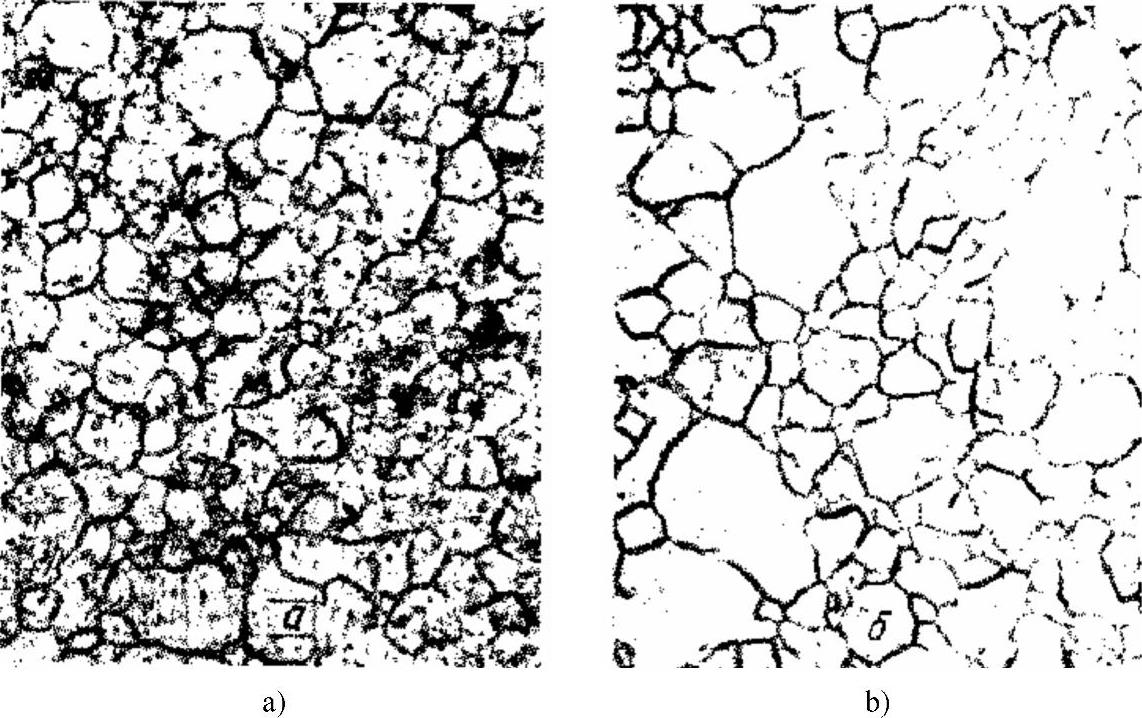
图2-11 加热保温时间对9SiCr钢晶粒度的影响(400×)
a)1000℃×10min b)1000℃×30min
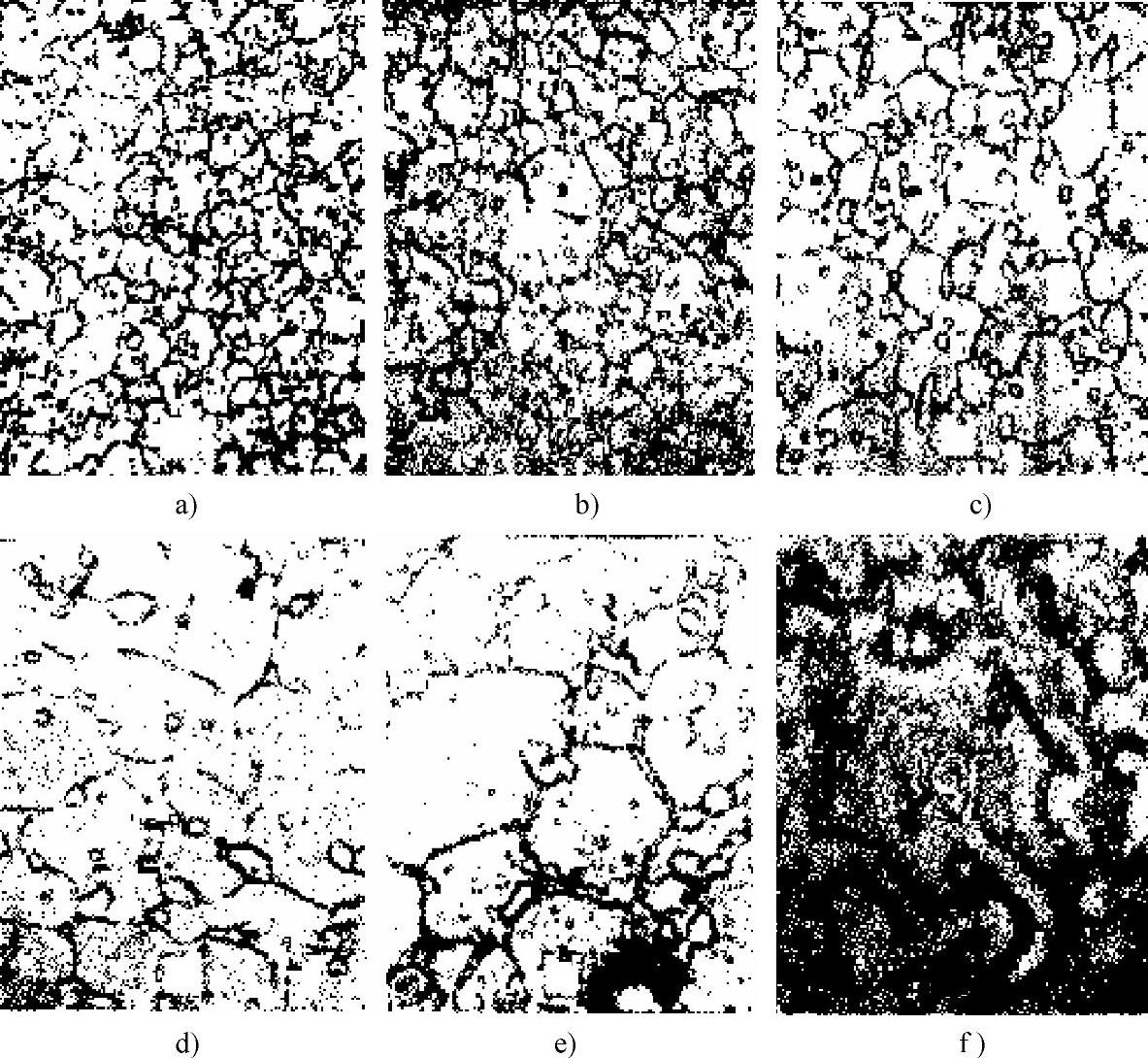
图2-12 W18Cr4V高速钢晶粒度与加热温度的关系(保温10min,400×)
a)1260℃加热 b)1270℃加热 c)1280℃加热 d)1290℃加热 e)1305℃加热 f)1325℃加热
2.正火的加热温度
如图2-13所示,亚共析钢的正火温度要比退火温度高一些,这是为了使奥氏体的组织和成分更加均匀和细化晶粒。因为经过高温机械加工或是钢铸件凝固后的晶粒度非常粗大,当这种粗大晶粒的钢加热通过Ac1或Accm温度时就会形成新的晶粒,如果温度限制在图2-13所示的范围内,就会得到均匀的细晶粒奥氏体组织。
过共析钢的正火温度要加热到Accm以上,远高于退火温度,这一方面可以细化奥氏体晶粒,另一方面也是为了使碳化物和前面加工时形成的碳化物网溶解。
3.均匀化处理的加热温度
均匀化处理是一种高温退火,通常是在热轧或锻造之前进行,均匀化处理的温度与热轧和锻造处于同一温度范围。如图2-13所示,均匀化处理是在奥氏体相区的高温范围进行的,均匀化处理的温度高于退火和正火的温度。(https://www.xing528.com)
均匀化处理的目的是为了减少工具钢的偏析和成分梯度,同时使碳化物尽量溶入奥氏体,并且使奥氏体的成分尽量均匀。均匀化处理后产生的均匀奥氏体不仅改善了热加工性,而且还有助于使钢在随后的退火或淬火操作中获得均匀的组织和性能。
4.球化退火
球化退火的目的是得到碳化物呈球状分布的组织,因为任何一种钢韧性最好和最软的状态,它的显微组织都是呈球状的碳化物均匀弥散分布在铁素体的基体上。球化处理的加热温度如图2-14所示,一般是使工具钢完全或部分的奥氏体化,然后在略低于Ac1温度保温或在Ac1温度上下循环,可以较快的球化。
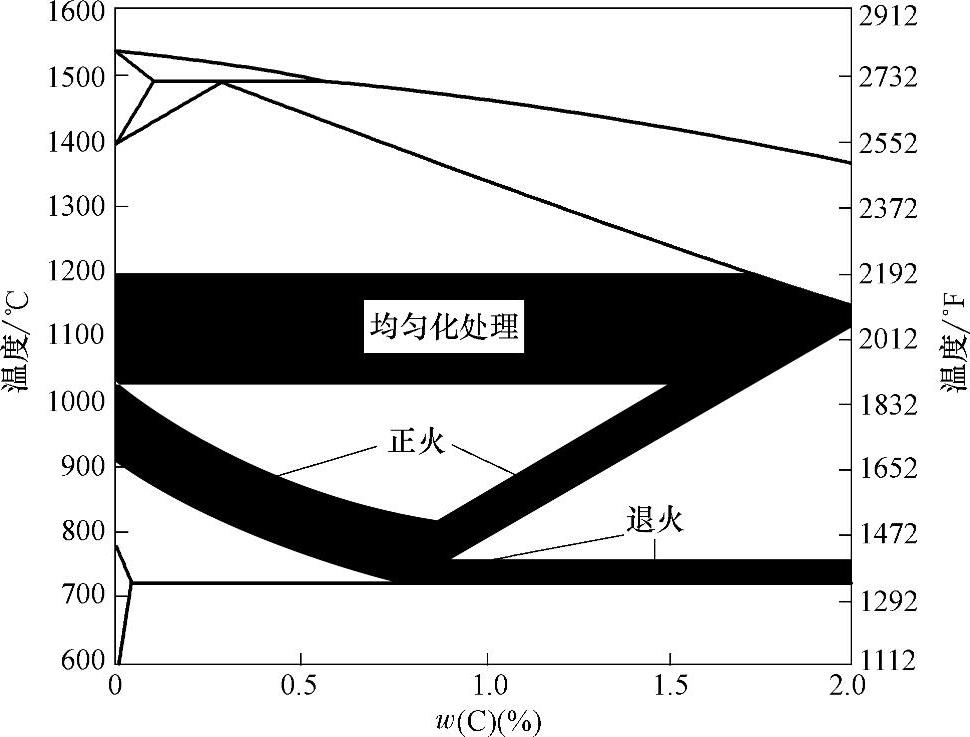
图2-13 完全退火、正火与均匀化处理的奥氏体化温度
5.低温退火与再结晶退火
如图2-14所示,低温退火与再结晶退火的温度比球化退火的温度低,大约在600~650℃。在钢的A1相变点一以下加热,因此不会发生组织转变,只是产生回复与再结晶过程。
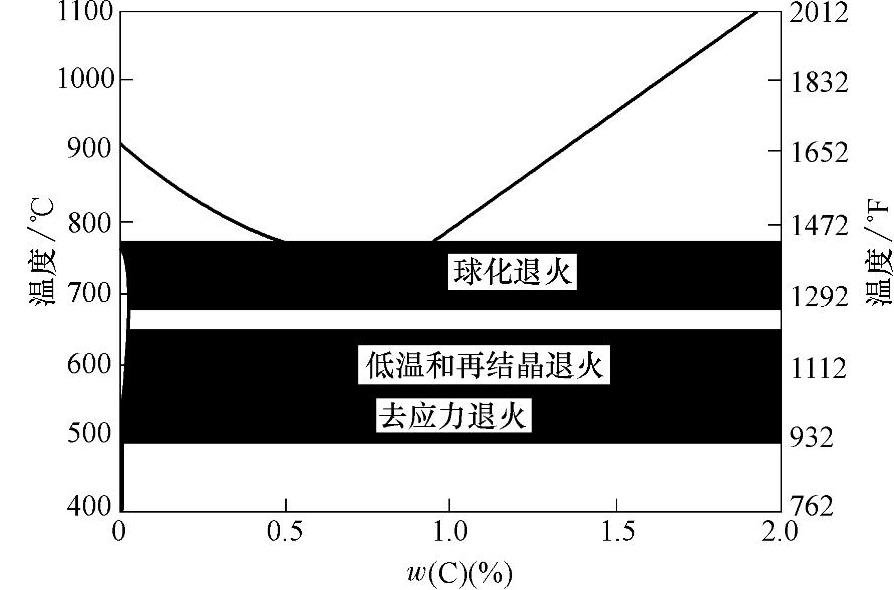
图2-14 低温退火、再结晶退火、去应力和球化退火的加热温度范围
钢由于冷变形使游离铁素体和珠光体中的铁素体沿加工方向拉长,晶粒中引入了高密度的晶体缺陷,产生加工硬化。低温退火加热后,消除了某些晶体缺陷,重新排列成新的形态,这就是“回复”,然后进行再结晶,消除了加工硬化,材料的延性得到恢复。
6.去应力退火
如图2-14所示,去应力的退火是在比再结晶退火更低的温度下进行的,大约在500~600℃。去应力退火是指消除切削加工、磨削加工和焊接等工序产生的应力(热处理工序产生的应力通过回火消除,不在此列)。去应力是通过再结晶之前的回复机制来完成的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。