



1.高速钢的概况
在切削工具中,高速钢是应用面最广,应用量最大的工具钢。高速钢的耐磨性和热硬性远远高于碳素工具钢和合金工具钢;同时淬硬深度深,淬火畸变和开裂的倾向小。但是高速钢的韧性低,价格昂贵。高速钢一般用于制造切削速度较高的机用切削工具,包括形状复杂的各种大规格切削工具,如车刀、钻头、铣刀、齿轮刀具、拉刀等。
除普通的冶炼高速钢外,还有一种冶金质量较高的高速钢——电渣重熔高速钢。电渣重熔高速钢是普通高速钢再经过电渣炉重熔冶炼的高速钢。高速钢的电渣重熔改善了碳化物分布,可以减少碳化物偏析1~2级。电渣重熔高速钢具有较高的热塑性,较高的强度和冲击韧性,用于制造某些大尺寸的切削工具,可以大大减少钢材表面与中心碳化物偏析的差异,有利于减少淬火开裂和提高工具的寿命。电渣重熔高速钢不是新成分高速钢,只是对普通高速钢中的某些牌号在有改善性能要求时,才进行电渣重熔。
彻底解决高速钢碳化物偏析问题的方法是采用粉末冶金方法制造高速钢,同时采用粉末冶金法,还可以制造出采用冶炼法无法制造的特殊成分的高速钢。
在研究改善高速钢性能的同时,国内外也试验研究尽量减少高速钢合金元素的含量,由此开发了低合金高速钢。低合金高速钢不仅可以减少合金元素的消耗,同时也可以降低切削工具的制造成本,但是低合金高速钢只是在某些特殊情况下作为高速钢的代用品。
2.高速钢的牌号与化学成分
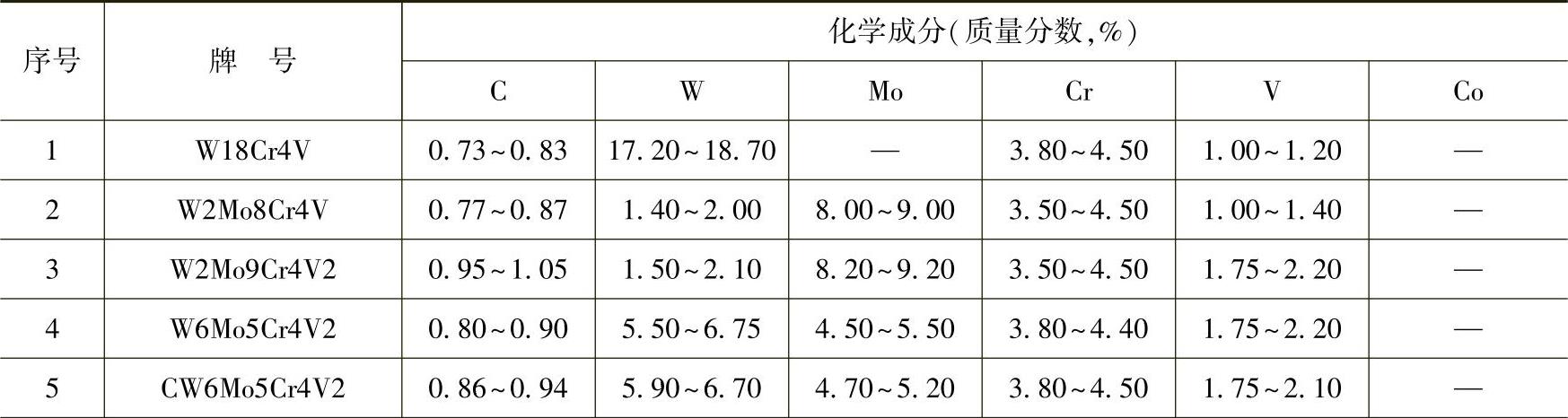
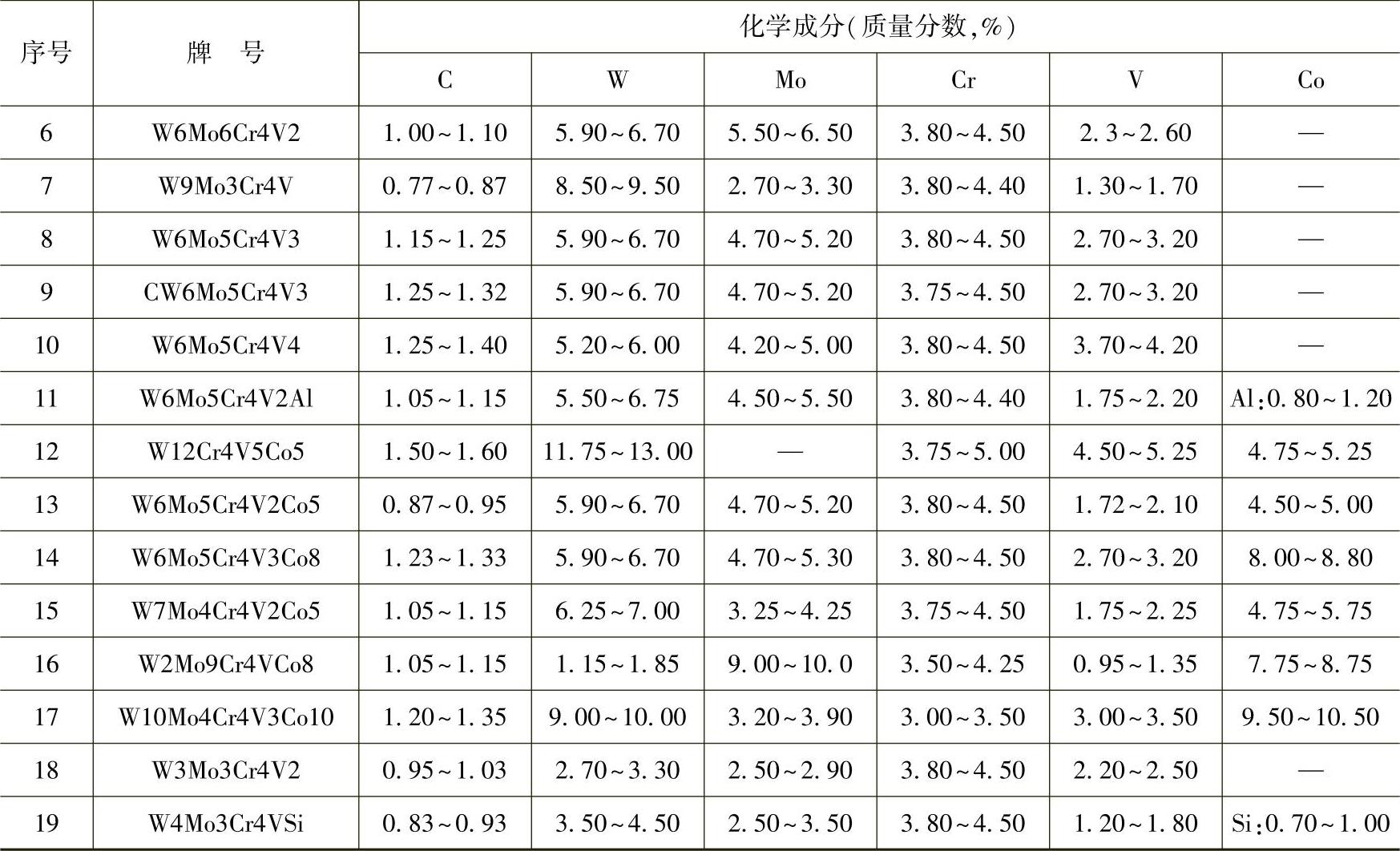
GB/T9943—2008中,高速钢共有19个牌号,其中的W3Mo3Cr4V2和W4Mo3Cr4VSi两个牌号为低合金高速钢。高速钢的牌号与化学成分见表1-3。
表1-3 高速钢的牌号与化学成分
(续)
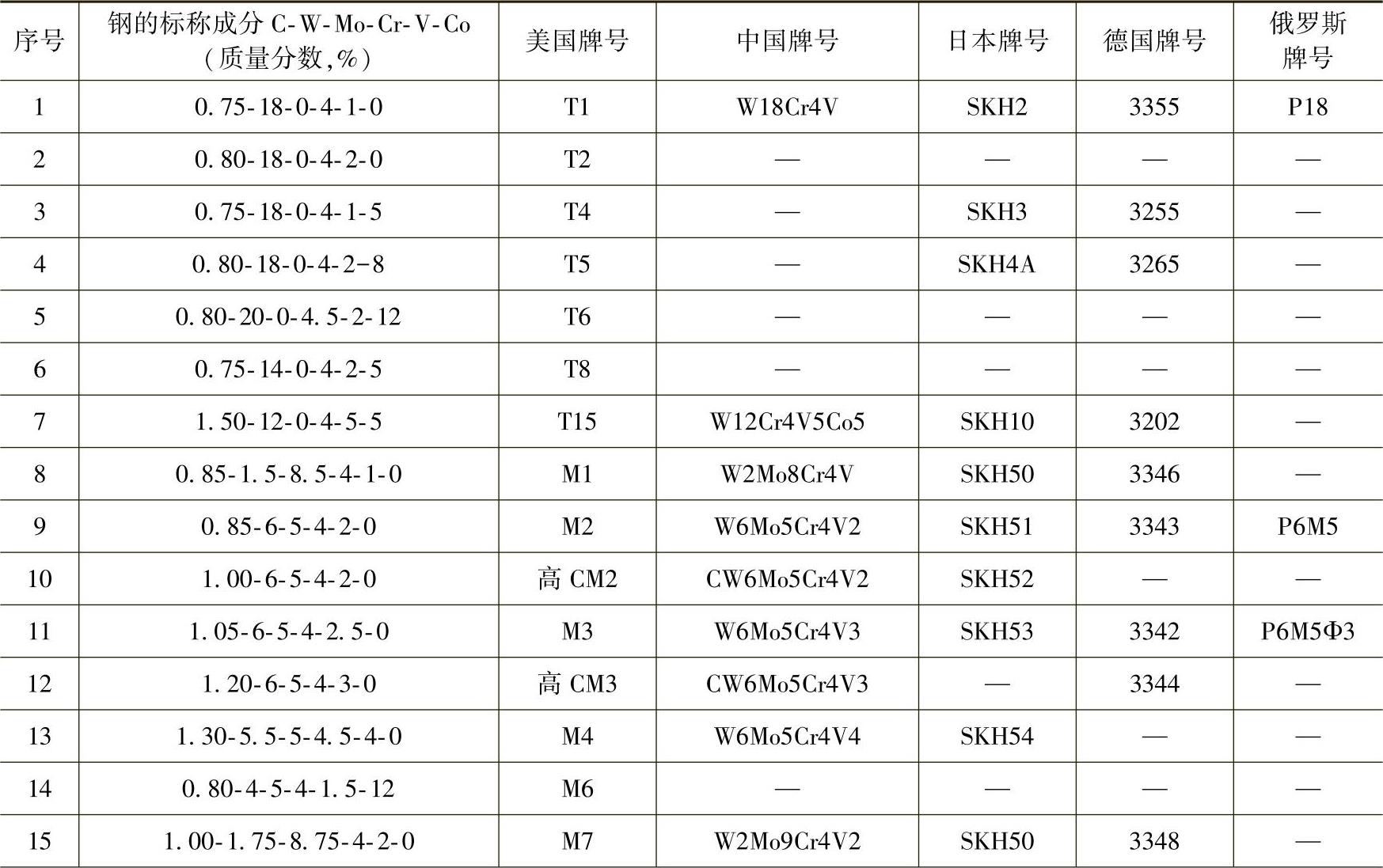
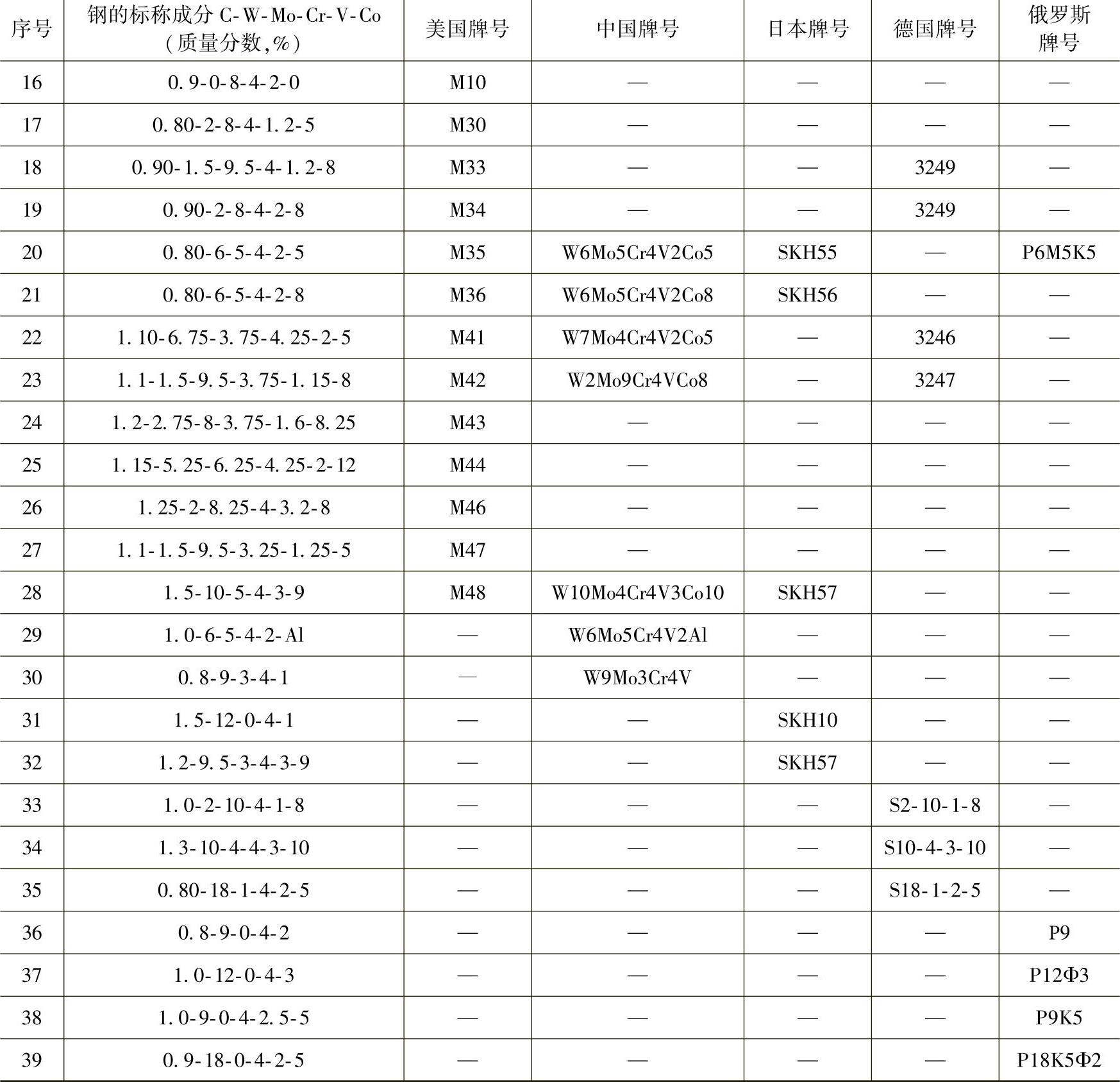
世界各国的高速钢牌号种类繁多,美国的高速钢牌号数量最多,最为齐全,其中有一些牌号是我国和其他一些国家所没有的,特别是M40系列高速钢其他国家较少列入标准。中外高速钢牌号对照见表1-4。
表1-4 中外高速钢牌号对照
(续)
(1)高速钢的分类 根据所含合金元素的种类和数量以及性能的不同,普通冶炼高速钢大体上可以分成以下几类:
1)通用高速钢,包括T1(W18Cr4V)、M2(W6Mo5Cr4V2)、W9Mo3Cr4V、M1(W2Mo8Cr4V)和M7(W2Mo9Cr4V2)等牌号。
2)高钒高速钢,包括M3(W6Mo5Cr4V3)、M4(W6Mo5Cr4V4)和T15(W12Cr4V5Co5)等牌号。
3)含钴高速钢,包括M36(W6Mo5Cr4V2Co8)和M35(W6Mo5Cr4V2Co5)等牌号。(https://www.xing528.com)
4)M40系列高速钢,包括M41(W7Mo4Cr4V2Co5)、M42(W2Mo9Cr4VCo8)、M43(W3Mo8Cr4V2Co8)、M44(W5Mo6Cr4V2Co12)、M46(W2Mo8Cr4V3Co8)和M48(W10Mo4Cr4V3Co10)等牌号。
通用高速钢一般用于制造大多数没有特殊要求的机用切削工具,如钻头、铰刀、铣刀、丝锥等通用型刀具。在国内滚刀、插齿刀等齿轮刀具通常也用通用高速钢制造,只有切削难加工材料时才采用高性能高速钢制造。在国外齿轮刀具经常采用高性能高速钢,如用钴高速钢制造。
(2)高性能高速钢的应用推荐 对于高钒高速钢和含钴高速钢的使用,有时会出现应用不当的情况。美国金属学会(ASM)曾对高钒高速钢和含钴高速钢的用途以举例方式推荐如下:
1)钨系加钴高速钢,如T4(W18Cr4VCo5)、T6(W20Cr4V2Co12)高速钢用于加工铸铁和钢的单刃切削工具。
2)钼系及钨、钼系加钴高速钢,如M33(W2Mo9Cr4VCo8)、M34(W2Mo8Cr4V2Co8)钴高速钢用于加工高硬度、高强度(硬度为50HRC)钢和耐热合金(硬度为45HRC)及钛合金的麻花钻,M35(W6Mo5Cr4V2Co5)、M36(W6Mo5Cr4V2Co8)钴高速钢用于加工硬度为35~45HRC调质钢的铣刀和滚刀。
3)高钒高速钢,M3(W6Mo5Cr4V3)及高碳M3(CW6Mo5Cr4V4)高速钢用于加工硬度<250HBW钢材的单刃切削工具及较难切削材料的麻花钻、精铰刀,M4(W6Mo5Cr4V4)高速钢用于加工硬度为30~50HRC调质钢的铣刀、滚刀。
4)高钒加钴高速钢,T15(W12Cr4V5Co5)钴高速钢用于加工难切削材料的镶片刀具的刀片,加工淬硬高强度钢(硬度为55HRC)和耐热合金(硬度为45HRC)、不锈钢及钛合金的麻花钻,加工硬度为35~45HRC调质钢的铣刀、滚刀。
3.低合金高速钢
低合金高速钢合金元素含量比普通高速钢稍低,成本也稍低,在性能方面也稍逊于标准的高速钢,因此多用于制造不太重要或要求性能不太高的切削工具。国内有的工具厂试验用低合金高速钢作为物理涂层氮化钛刀具的基体材料,降低了刀具的制造成本,提高了工具的寿命。
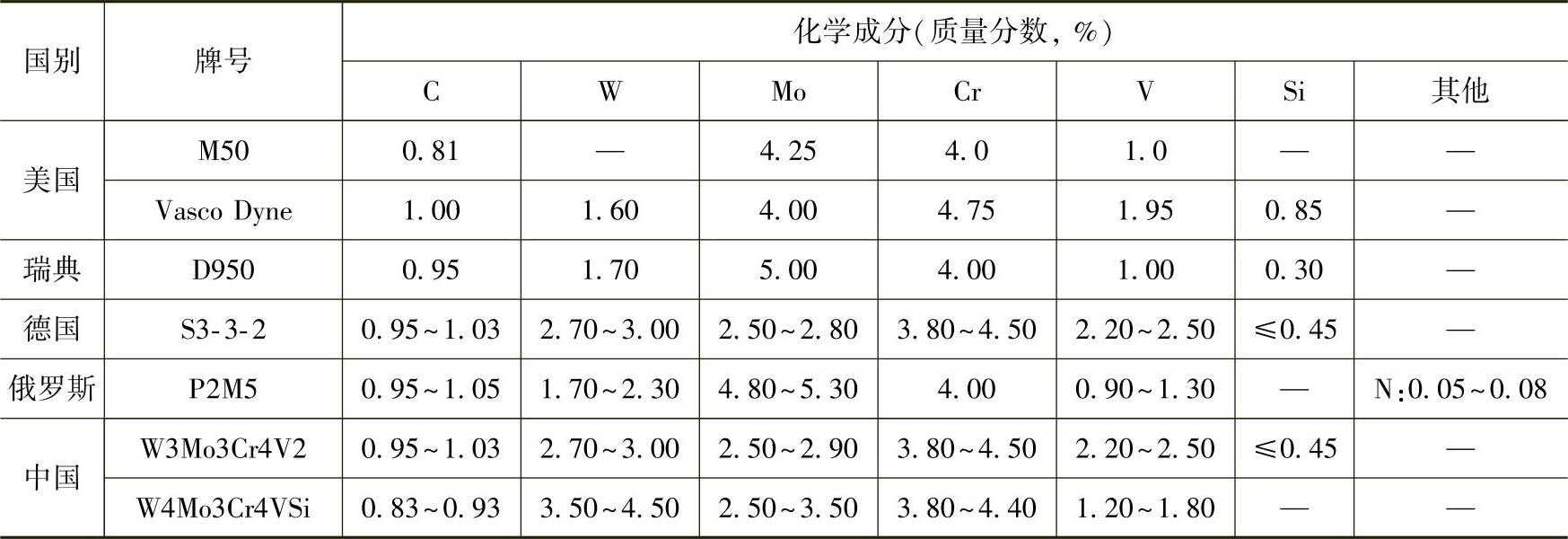
中外典型的低合金高速钢牌号与化学成分对照见表1-5。
表1-5 中外典型的低合金高速钢牌号与化学成分对照
4.粉末高速钢
粉末高速钢是国外开发的采用粉末冶金方法制造的高速钢。粉末高速钢不仅没有碳化物偏析,而且可以制造出一些采用普通冶炼方法不可能制造的碳含量很高,钒含量很高的新品种高速钢。
用粉末冶金法制造的高碳高钒高速钢,由于碳和钒等合金元素的含量远远超出常规冶炼法的添加量,因此具有极高的耐磨性,用其制造的工具的寿命大幅度提高。粉末高速钢碳化物的颗粒均匀细小,克服了以往高碳高钒高速钢可磨削性极差的缺点,因此更适用于制造形状复杂的齿轮刀具和其他磨削量较大的切削工具。
粉末高速钢的性能远优于冶炼高速钢,在很多场合下有其特殊的用途。
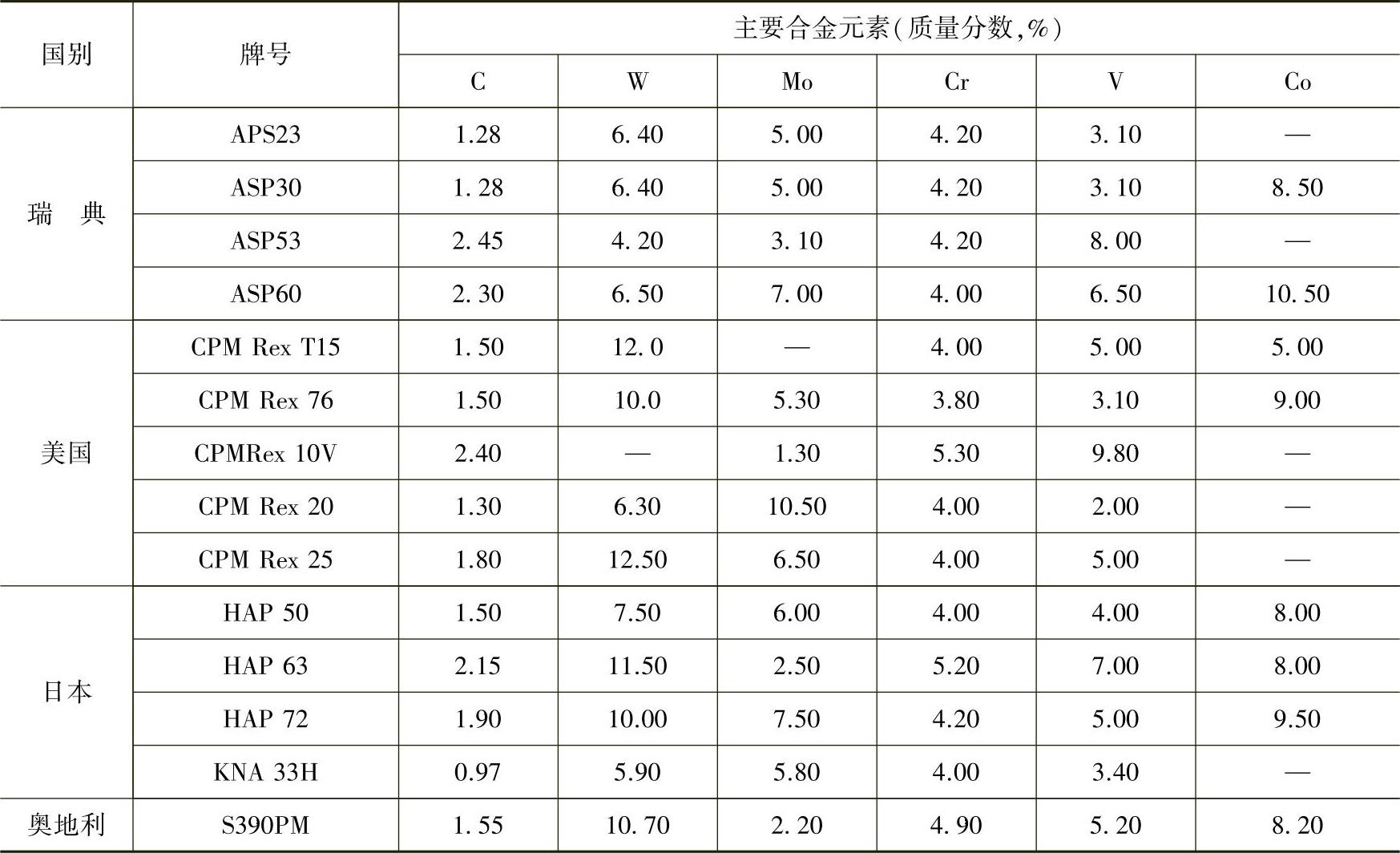
粉末高速钢的主要生产国家有瑞典、美国、日本、奥地利等国。国外粉末高速钢典型的牌号与化学成分见表1-6。
表1-6 国外粉末高速钢典型的牌号与化学成分
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。