



下面以某装置上的旋转下料器为例,介绍检修措施。
1)检修所需的材料、备件均已准备完毕,并检验合格,检修量具、工具准备完毕,并列出清单,检修结束以后,按清单上的数量收回,防止遗失。
2)停机之前测量轴承的温度值,并记录在表格内。
3)按操作步骤停下旋转下料器。
4)办理断电手续,切断电源,出具检修作业票,交给检修人员。
5)拆卸与旋转下料器连接的出入口法兰,气体平衡管线法兰,拆卸法兰之间传导静电的铜线,拆卸以后,清理密封面,保护好管口法兰。
6)拆卸链条保护罩子,拆卸旋转下料器的地脚螺栓。
7)卸下传动链条,用拉力器拆卸下料器上的链轮,保管好传动键,检查键槽有无缺陷。
8)用起重机将其整体吊到地面,并运送到检修操作间,由于旋转下料器体积比较小,整体运到操作间解体检修更为方便。
9)将旋转下料器放置在检修平台上,为了方便叙述检修过程,给出旋转下料器的断面图,并标出部件号码,如图8-13所示。
10)拆卸沉头螺栓(图8-13中的1.30,),将入料口处的插件拆卸下来,拆卸前做好标记。下面叙述的括号内的数字均为图8-13中的标记。
11)卸下螺栓(2.47),卸下压盖(2.41)。
12)拆卸旋转下料器的速度检测元件,在转子的轴端,设有速度检测元件,用于速度控制和调节,通过改变转速,来调节输送量。首先卸下内六角螺钉(2.46)及其垫片(2.49),然后拆下速度检测元件(2.42)。速度检测元件结构如图8-14所示。
13)从转子轴(1.02)上拆下定位环(1.21),拆下固定卡环(1.20)。
14)将六角头螺栓(1.24)连同垫片一起卸下来,将端板组件拉出来。拆卸过程中,切勿将手放入进料器内,一旦转子移动,就会造成伤害。
15)测量转子与壳体的配合间隙值,测量间隙的部位如图8-15所示,可以用塞尺测量,将测量结果填写在表8-3内,将来回装转子时,同样要将测量的间隙值,填写在表8-3内,作为检修资料存入档案。如果与标准值不符要进行调节。
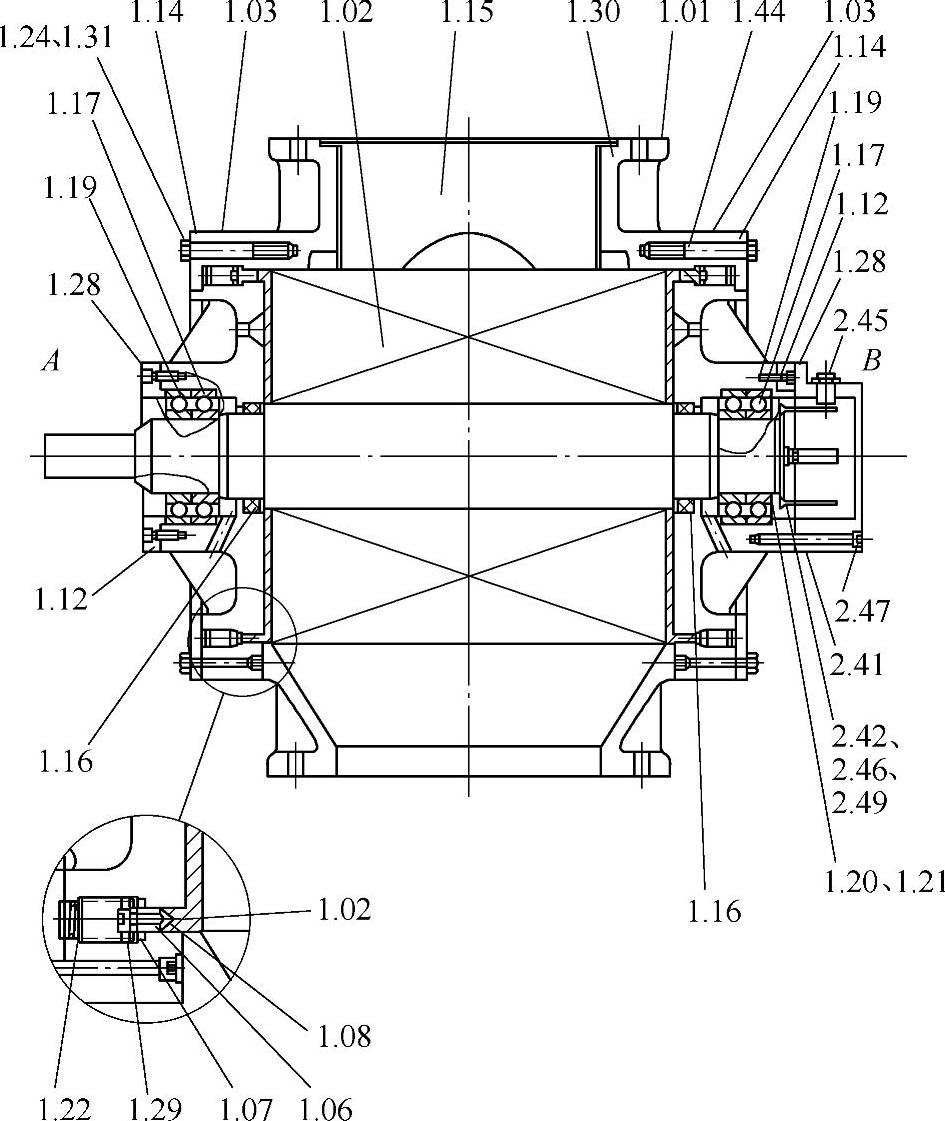
图8-13 旋转下料器的断面图
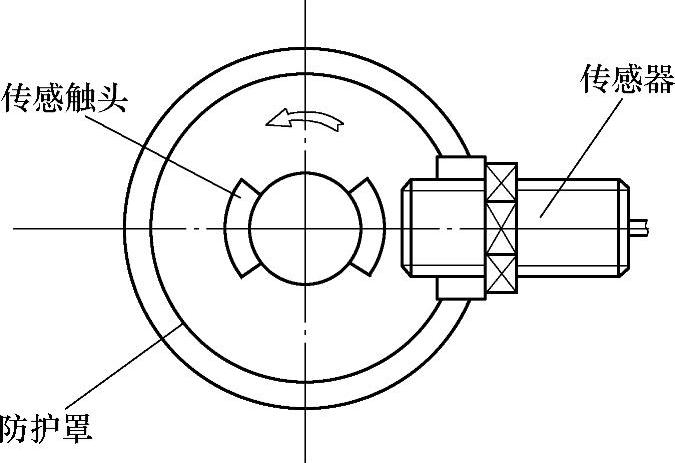
图8-14 速度检测元件结构
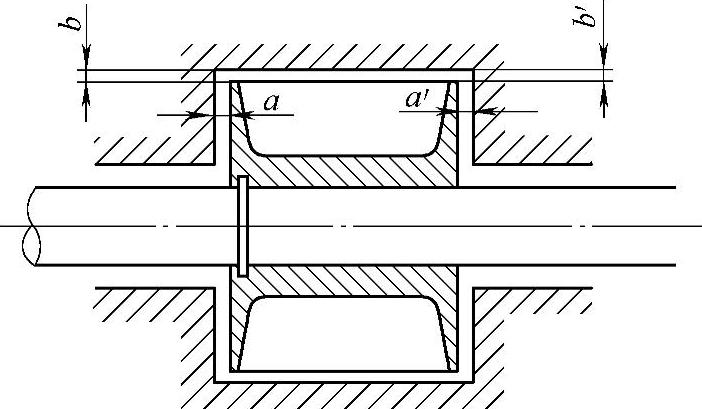
图8-15 转子与壳体的配合间隙测量
表8-3 转子与壳体间隙值 (单位:mm)

16)小心地将转子(1.02)拉出来。
17)拆卸端板上的螺钉,然后再拆卸端板(1.03)上面的内六角螺钉(1.28)和压盖(1.12)。
18)将滚动轴承(1.17)和固定环(1.19),从端板(1.03)中拆卸下来,检查轴承是否有磨损,润滑是否良好。
19)将轴承密封件(1.16)从端板(1.03)上拆下来,此密封件为方形填料。
20)拆卸内六角螺钉(1.44),将压盖(1.14)和端板(1.03)拆开解体,这将释放预加载荷的螺旋弹簧(1.22),弹簧恢复自由状态,拉出螺旋形式弹簧。
21)从端板上拆下内六角螺钉(1.29)及密封垫片(1.07)。
22)将滚动轴承(1.17)和固定环(1.19,)从端板(1.03)上拆卸下来。检查轴承的使用情况和润滑情况。在拆卸时要注意,两侧的部件规格有的相同(图8-13中的A侧和B侧),因此要做好标记,不要将两侧部件混用。
23)从端板上将推力环(1.06)和密封环(1.08)拆卸下来。(https://www.xing528.com)
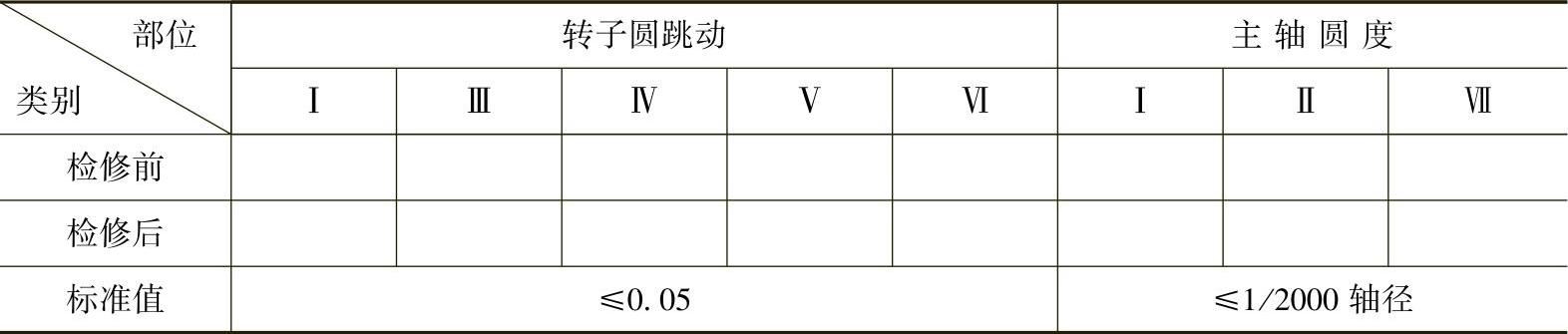
24)测量转子轴的几何公差,如图8-16所示,放在专用的支撑平台上测量,用千分表测量,表针调到0的位置,转动转子读数,测量结果填写在表8-4内。
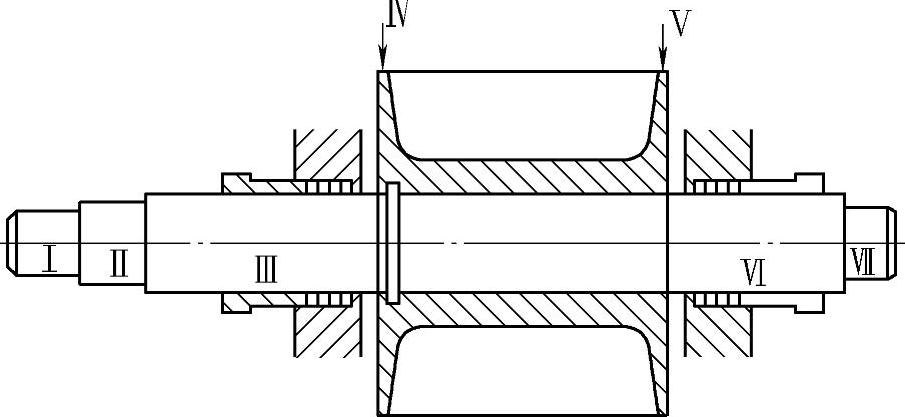
图8-16 转子轴的几何公差
表8-4 转子轴几何公差的测量 (单位:mm)
25)清洗拆下的部件,转子的边缘用油石进行研磨修复,去掉毛边、毛刺。转子壳体内部与转子配合部位,如果有磨损的沟痕,也要进行修复,可以用油石研磨,如果沟痕明显,要先补焊,再处理。将旋转下料器的连接法兰密封面清理干净,用油石研磨高点。
以上是旋转下料器的解体拆卸过程,一般情况下,轴承,密封填料、轴封、O形环等易损件要更换新件,下面叙述安装步骤。
1)将密封件(1.16)和密封圈(1.09)压入端板(1.03)中,注意密封唇口的方向要正确。
2)在密封件(1.16)和轴承之间,加入润滑脂。
3)将滚动轴承(1.17)和固定环(1.19)压入端板(1.03)内。注意:一定要将这些部件装配在轴承位置A和轴承位置B的外壳中的原始位置,只有这样才能顺利地调节轴向间隙。
4)将推力环(1.06)和密封环(1.08)插入到端板(1.03)的槽中,为防止变形,注意定位销的配合位置。
5)安装垫片(1.07),上紧内六角螺钉(1.29),固定推力环。
6)安装弹簧(1.22)到端板上(1.03)。
7)在端板与壳体的接触面上,涂抹密封剂。
8)上紧内六角螺钉(1.44),将压盖(1.14)栓定在端板(1.03)上面,这就会压下螺旋弹簧(1.22)。小心向下按压密封环,并检查密封环是否能够正确回弹。
9)重新上好盖(1.12),并上紧内六角螺钉(1.28)。
10)小心地将转子(1.02)装入外壳(1.01)中。
11)安装端盖,将外壳(1.01)的与压盖接触的密封面,涂抹密封剂。
12)将预先装配好的端板(1.03)装到转子轴(1.02)上面,用六角螺栓(1.24)和垫片(1.31),将端板固定在外壳(1.01)上面,要确保密封件(1.16)的密封唇口未损坏。
13)上紧内六角螺钉(1.28)。固定止动环(1.20)和固定环(1.21),检查径向转子和外壳的间隙,间隙值要符合表6-1的要求。
14)安装速度检测元件(2.42),用内六角螺钉(2.46)和垫片(2.49),将测速元件用沉头螺钉(1.30)固定。
15)用内六角螺钉(2.47)将压盖(2.41)及附属的限制开关(2.45)固定好。
16)装上喷嘴插件(1.15),然后上紧螺栓固定好。
17)手动盘车旋转下料器,转子活动自由,无卡塞现象为合格。
18)运到安装现场进行安装,将其就位在基础上,先安装出入口连接法兰。
19)安装需旋转下料器的链轮。
20)安装传动链条,找正以后,紧固地脚螺栓。
21)安装链条防护罩,连接测速元件的信号导线。连接静电接地导线的铜线。
22)下料器盘车,没有卡塞,接入电源,起动后空车试运转,测量轴承处温度值,不能超过50℃。
旋转下料器的检修,一般需要钳工三人,每天工作8h,两天即可完成一台检修任务。石化企业大多每三年进行一次停工检修,主要的易损件都要在检修中更换,以保证使用周期。轴承使用的大多是封闭结构,安装以后,不用在外部加脂。要经常检查链条的传动情况,定期加脂润滑。对于采用密相输送的场合,要检查设备的振动情况,同时做好减振工作,防止由于振动损坏设备。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。