



某低压聚乙烯装置,熔融泵腔体内部存在气蚀现象,特别是在转子的齿轮根部,尤为严重。使用三年时间,在根部的气蚀孔深达5mm,图6-104气蚀后的转子,需要更换齿轮转子。
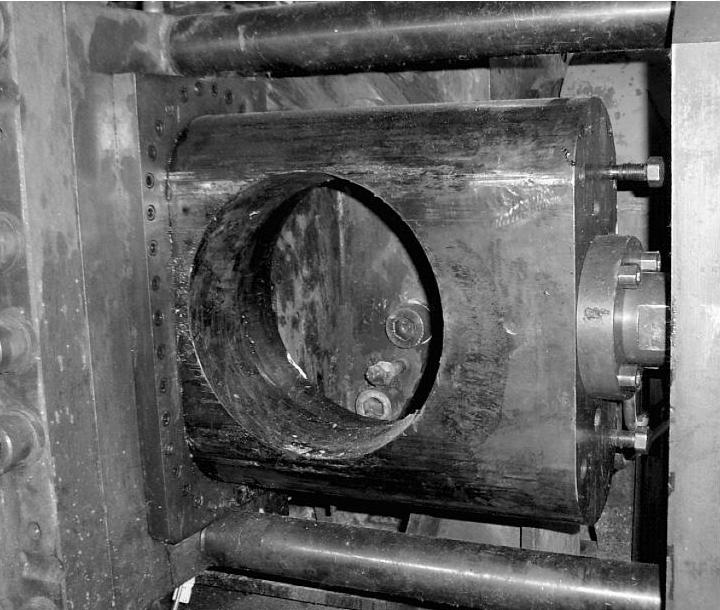
图6-103 支撑板与滑板

图6-104 气蚀后的转子
更换完转子以后,按规程预热,然后按操作步骤起动熔融泵运转试车,运转了20min以后,发现密封套与转子的轴端相磨,造成密封套温度快速上升,于是停机。接下来拆卸密封套,发现密封套已经出现磨损,磨损深度为0.5mm,对密封套进行修复。同时测量了转子轴颈与密封套配合处的尺寸,首先测量拆下来的旧转子的轴颈尺寸,轴颈为ϕ217mm,即图6-104的转子。然后对新转子的轴颈进行了测量,即现场运转的转子,测量的温度为150℃,测量轴颈的结果为ϕ218.2mm。由于是在热的温度下测量的,要减去热膨胀量以后,才是其真实的轴颈尺寸。
计算热膨胀量:218.2mm×130℃×14.5×10-6=0.41mm,130℃为温度差值,14.5×10-6为转子线胀系数。
实际新的转子轴颈尺寸应为218.2mm-0.41mm=217.8mm。(https://www.xing528.com)
新转子的轴颈为ϕ217.8mm,原来用的转子轴颈为ϕ217mm,也就是说,此次安装的转子轴颈大了0.8mm,如图6-105所示。由于转子变粗了,而密封套没有变,所以转子受热膨胀以后,把原有的间隙挤没了,导致磨损。

图6-105 新转子轴颈
查阅加工图样,图样的轴颈尺寸为ϕ217.8mm,但第一次加工转子时用的是草图,其尺寸是ϕ217.08mm。但后来归档变为图样时出现误差,变成了ϕ217.8mm。
解决方法:
1)在检修规程上,没有密封套与转子轴颈的间隙标准值,因此要给出标准间隙值,要给出常温下和操作温度下的间隙值。
2)安装完毕以后,要测量间隙值,在常温下测量,在操作状态下也要测量,超出间隙值不得起动熔融泵。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。