



(1)切刀安装 切刀安装在刀盘上,每把切刀用四条螺钉固定,螺钉为沉头的,在刀盘上加工有放置切刀的沟槽,图6-89为切刀的实物图片,图6-90为切刀安装在刀盘上的图片。装完以后,要按图6-91所示的测量方法,测量刀的相对高度,要在平台上进行。要保证所有的切刀的刃部都在同一平面上,如果有偏差,则在切刀与刀盘之间用薄垫片进行调节,或者对切刀的接触部位进行研磨,切刀刃平面度的偏差要小于0.02mm。
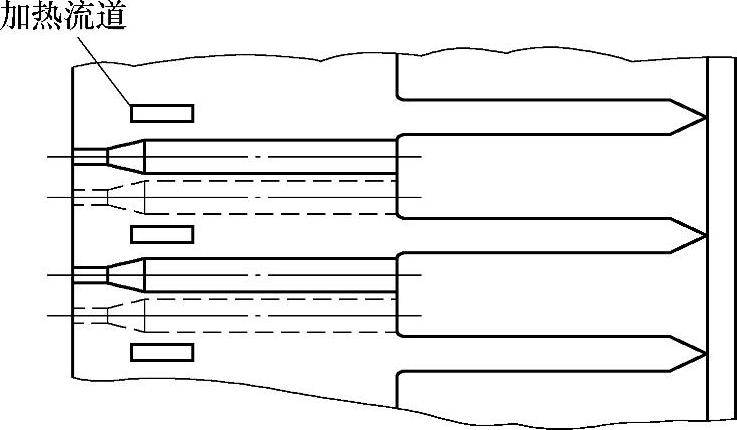
图6-88 模板内部结构简图

图6-89 切刀
还可以将刀盘放在平台上进行检验,切刀全部安装在刀盘上以后,刀刃与平台相接触,用塞尺测量切刀刃与平台的间隙,用0.02mm的塞尺塞不进去即为合格。
将刀盘安装到切粒机刀轴上时,要戴好防护手套,用刀盘护套进行安装。
(2)模板与刀盘的找正 模板安装在切粒机头上以后,要对模板和刀盘进行找正,即保证刀盘与模板的平行度不超过给定的范围,否则,会出现切刀偏磨的情况,影响切粒质量。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-90 切刀安装在刀盘上
模板找正如图6-92所示,把千分表固定在切粒机的刀轴上,表的指针与模板的切粒带外缘相接触,转动刀轴,查看千分表的偏差值。然后,通过拧紧螺栓来调节模板的平面度,直到表的偏差在0.03mm以内为止。在模板通入加热蒸汽以后,等温度上升到操作温度时,一般在220℃,重新进行上述调节,也就是在工作温度下进行模板找正,偏差同样要求在0.03mm以内。
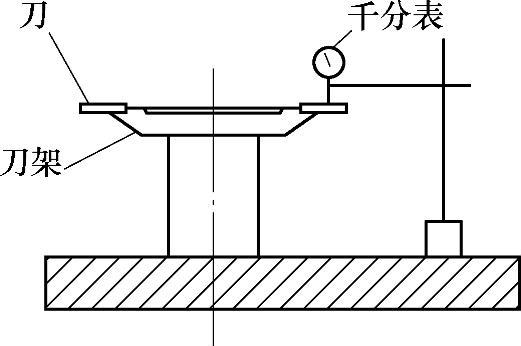
图6-91 切刀安装找正
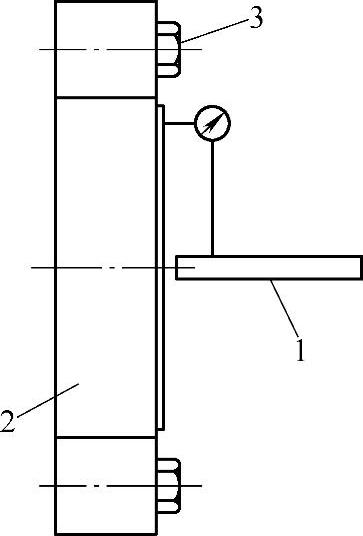
图6-92 模板找正
1—刀轴 2—模板 3—螺栓
(3)检查切粒机刀轴与模板垂直度 参照模板找正的方法,将千分表固定在切粒机的刀轴上,以模板的外径加工面为基准,千分表的测量点接触到模板的外径加工面,将千分表的指针调到0的位置,旋转刀轴,每旋转90°记录偏差数值,通过千分表来观察切粒机的上下位置,通过数据得知切粒机上下偏差的数值。整个切粒机放置在有滑轨的小车上,再通过小车的螺栓进行调整切粒机的上下和左右的偏差,一直调节到模板与切粒机的垂直度在允许的范围内为止,偏差值不超过0.05mm。检查切粒机的轨道,不能有磨损和低点,检查小车的轮子是否有粘接物,如颗粒碎片等,如有要清理干净。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。