



某高压装置热水泵,使用六个月以后,泵内部冲刷严重,图3-57所示为泵体下半部结合密封面情况,图3-58所示为泵内部剥落情况。此泵为双吸结构,分为上下两体,中间为密封结合面。泵体的材质为铸钢。从图3-57和图3-59中可以看出,在泵体上下两部分,均有金属剥落和冲刷的沟痕,沟痕深度在2~3mm,图3-58所示泵内部,剥落处深度在3~4mm,面积约为8cm2。
决定对其进行修理,首先测量出修理以前的尺寸,为将来修后安装留下基础数据。对泵体进行材质分析,确定焊条。选用由德国进口CAVITEC焊条,焊条主要成分为Fe、C、Mn、Si、Ni、Co,具有抗汽蚀、耐冲刷的性能,并且与母材材质接近。选用的焊条直径为3.2mm,焊接电流为150~160A,焊接电压为17~19V。焊接时要间断性补焊,边焊接边用锤击法消除内应力。修理内容有:
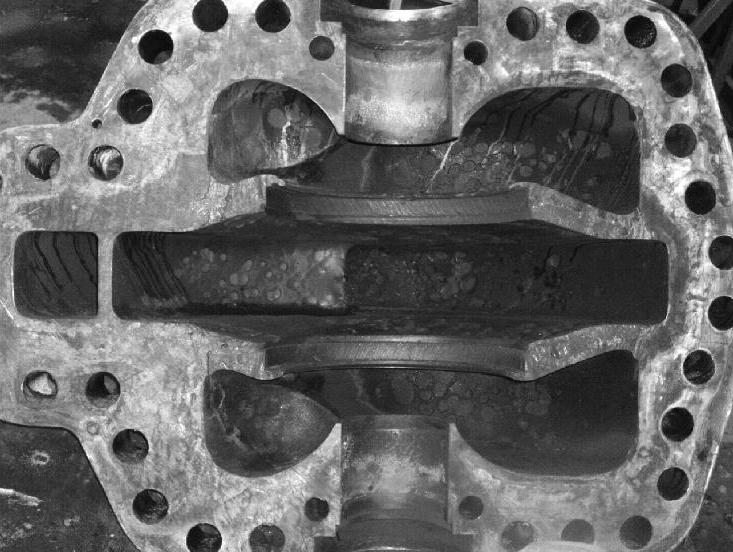
图3-57 泵体下半部

图3-58 泵内剥落情况
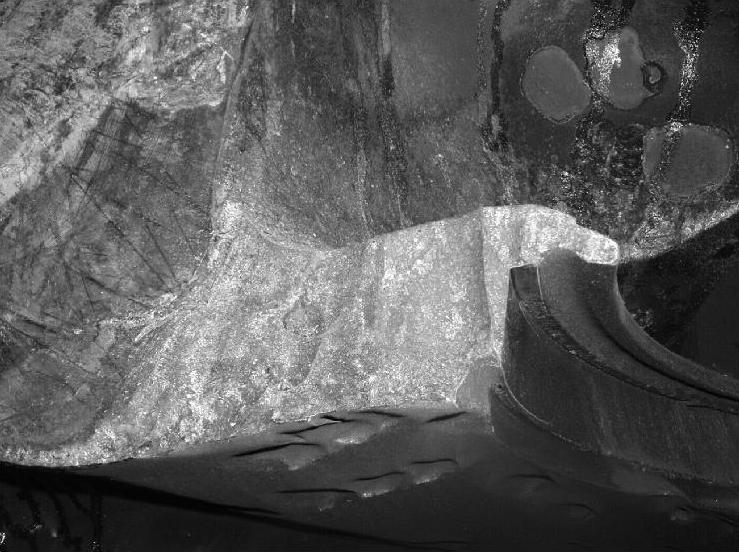
图3-59 下半部结合面
1)壳体口环处被冲刷掉的部分进行补焊。
2)壳体内部剥落的凹坑进行补焊。(https://www.xing528.com)
3)图3-57和图3-59所示的中间为结合密封面进行补焊。
4)重新加工口环,材质选用1Cr18Ni9Ti。
5)两结合密封面进行研磨,并进行接触面大小的检验,用涂漆和测间隙的办法,检验两个面的配合情况,也可以用塞尺塞间隙的办法进行检验贴合情况。
修理过程:
1)用角磨砂轮将焊接处打磨,除去氧化层,打出坡口,用气焊对泵体进行均匀预热,预热温度为220~250℃。
2)用红外测温仪测量温度,保证施焊过程中,焊接部位温度不变。
3)焊肉高度要高于基体,为加工留出余量。焊后将壳体均匀加热到300℃,用石棉被保温17~20h,缓慢冷却到20~25℃,消除焊接残余应力。
4)然后进行冷加工,用镗床、磨床,加工泵的中间结合面。
5)将上下泵体合在一起,用塞尺测量间隙的办法,检查结合情况,间隙小于0.04mm为合格。如果间隙大,用角磨砂轮打磨,或用油石打磨处理。全部合格后,将泵组装在一起。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。