



(1)填料总成 填料整体拆卸下来以后,填料盘要进行研磨修复,然后安装新的密封件,整体安装后作为备件保存,填料密封件放在填料盘内,所有的填料盘组装在一起以后,放置在填料套筒内部。
填料盘之间加工精度非常高,盘与盘之间没有密封垫,靠两面的紧密贴合实现密封,图1-178为填料总成结构示意图。压缩机的一组填料有七块填料盘,前端与组合阀的阀腔相连,整体组合在一起。
填料密封环采用3、6瓣的形式,组合在一起使用,有直切口和斜切口形式,与常用低压等级的压缩机3、6瓣填料环类似,填料环材质为铜合金,在端面开有润滑油槽,安装到柱塞上以后,也有开口间隙,用于补偿热膨胀量,用弹簧箍在环的外侧,起到磨损后的补偿作用。在柱塞前端的填料盘位置,设有减压环和导向环,减压环为三瓣环结构,铜合金材料,外径用钢丝固定,类似于填料环外侧的弹簧。
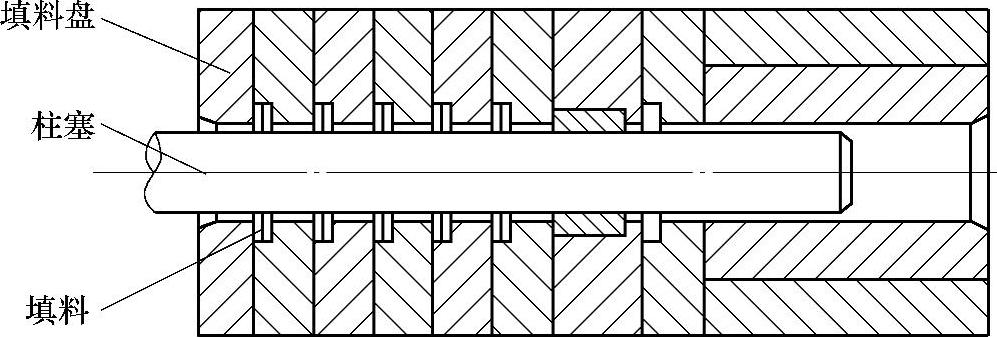
图1-178 填料总成结构
图1-179为导向环,内侧开有润滑油槽,内径涂镀的是铜合金。图1-180为减压环,图1-181为减压环外径侧的结构形式图片,图1-182为减压环外侧的固定钢丝,钢丝为开口结构。

图1-179 导向环
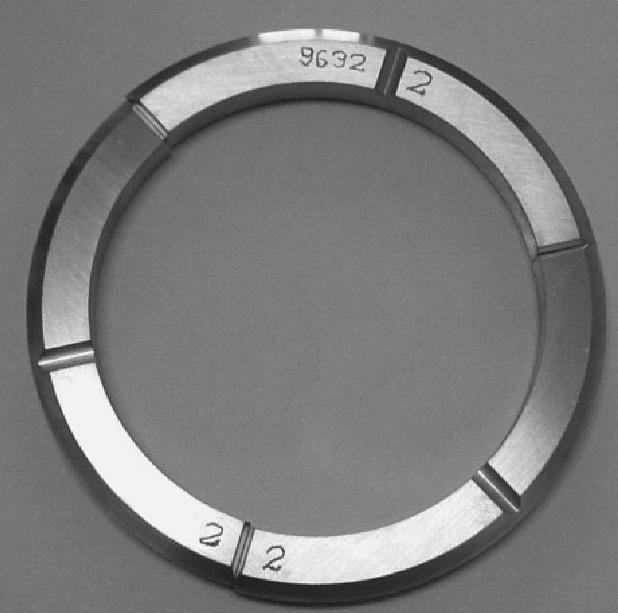
图1-180 减压环
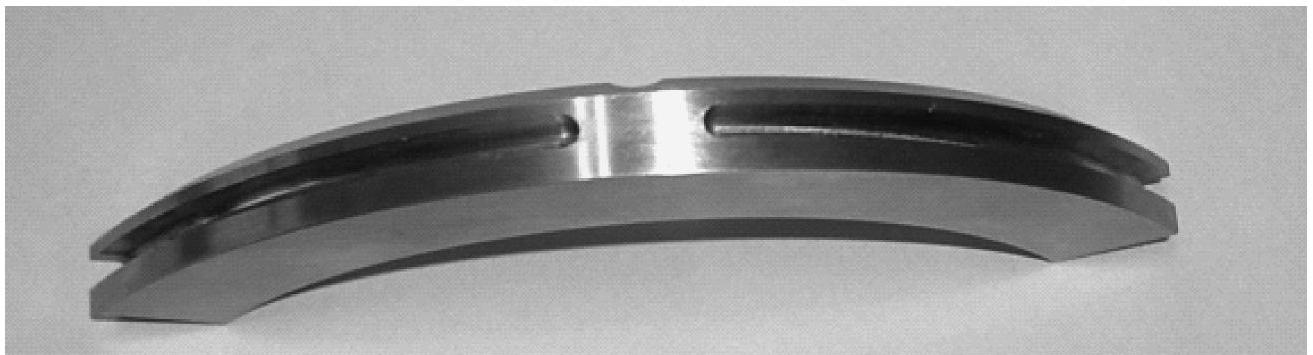
图1-181 减压环外侧
(2)填料环 图1-183为填料环的实物图片。对填料环的材质进行化验分析,从三瓣密封环上切割出一小块(尺寸不大于50mm),丙酮超声波清洗除油,检测面分别用200#砂纸打磨,除去氧化层,用酒精清洗干净。采用日立的S-3400型扫描电镜,配套的英国牛津INCA350型能谱仪,进行铜环样品的小区域成分分析,取平均值作为该样品的成分含量,结果见表1-23。
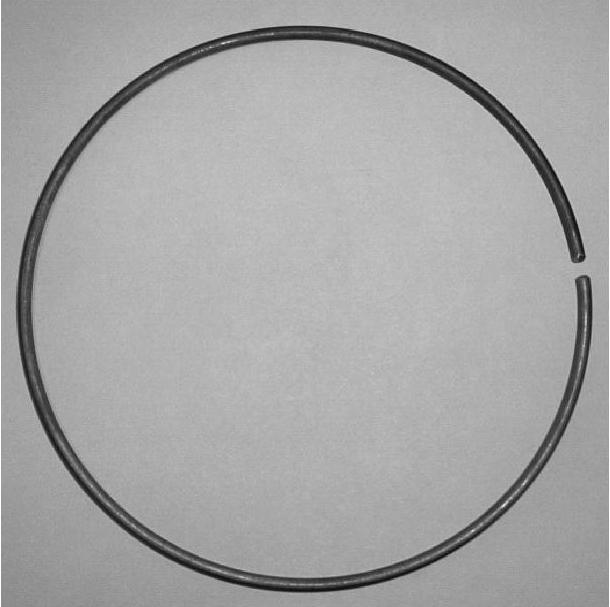
图1-182 固定钢丝
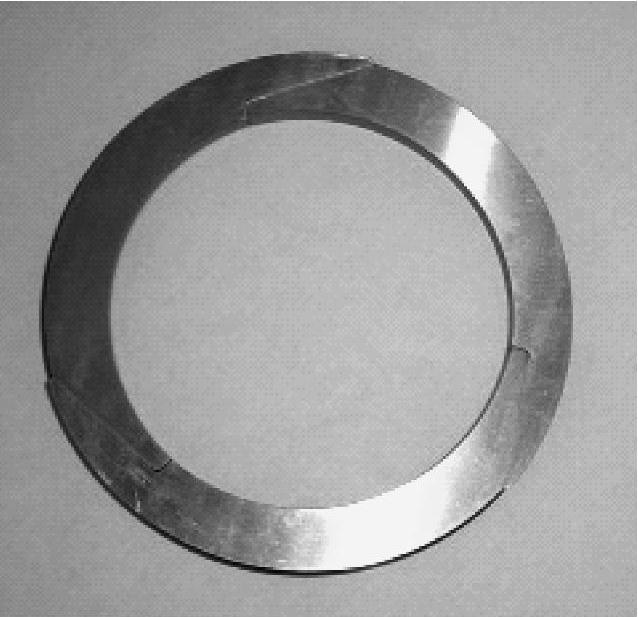
图1-183 填料环(斜口)
表1-23 密封环材质含量

材质成分接近国内牌号ZCuPb10Sn10(10-10铅青铜),润滑性能、耐磨性能和耐蚀性能好,适合铸造材料。常用于表面耐压高,又存在侧压力的滑动轴承,如轧辗、车辆用轴承、负荷峰值60MPa的受冲击的零件,以及最高峰值达100MPa的内燃机双金属轴瓦,以及活塞销套、摩擦片等。
压缩机的故障多为填料密封环的磨损失效引起的,密封环失效以后,介质的泄漏量增大,压力降低而停机检修,重新更换填料。填料环的损坏主要是断裂,磨损,图1-184为填料环磨损断裂的图片,图1-185为减压环损坏的图片。

图1-184 填料环

图1-185 减压环
填料环的密封原理也是自紧式密封原理,密封环在填料盘内要留有轴向间隙,通过填料盘上槽的深度决定,在组装填料总成时,分别测量每组填料环的间隙值,间隙的标准值如下:(https://www.xing528.com)
1级填料环的轴向间隙为0.20~0.25mm;
2级填料环的轴向间隙为0.15~0.22mm;
1级减压环的轴向间隙为0.10~0.20mm;
2级减压环的轴向间隙为0.10~0.20mm;
1级导向环的轴向间隙为0.10~0.15mm;
2级导向环的轴向间隙为0.13~0.18mm。
(3)填料盘 填料盘的材质为30CrNiMo8(德国牌号),与我国的40CrNiMoA相当。填料盘所承受的压力为320MPa,要进行自增强处理,以某装置压缩机的填料盘为例,填料盘的厚度为51mm,最大直径为340mm。先加工出两块圆环,小圆环的最大外径为197mm,在大圆环上加工一个直径为197mm的孔,将小圆环装在大圆环的孔内,采用过盈配合,过盈量为0.75~0.80mm。安装时,采用大圆环加热,小圆环冷却的方法,大圆环加热到350℃,这个温度对材料组织没有影响,小圆环放在冰箱内或者用干冰冷却,就很容易套在一起。套在一起以后,在内圆环产生了塑性变形,道理与用压力使管子内壁产生塑性变形的道理一样。然后,再对填料盘进行热处理、冷加工等工序。从国内填料盘的使用情况看,有些企业已经使用国内生产的超高压填料盘替代进口。实践表明,国产填料盘完全可以满足生产需要。
在填料盘的生产上,还可以在填料盘的密封面镀银处理,镀层的厚度为0.02~0.03mm。由于银的压延性好,这样可以弥补在加工过程中密封面上的微小缺陷,更好地保证密封。但每次拆下来修复以后,都要再次进行镀银处理。
填料盘的损坏,一般都在注油孔的位置,即在油孔的边缘,且贯穿油孔出现裂纹,有时也会在放置填料环的内孔处出现裂纹。因此,每次拆下填料以后,都要进行检查,一旦发现有裂纹,填料盘就不能再使用了。
填料盘的研磨,将填料盘先上磨床进行研磨,把密封面的沟痕首先磨平。用放大镜检查密封表面,磨平以后,再上研磨机进行精磨,在研磨机上的研磨分两次进行,第一次在研磨机上研磨20min,停下来检查表面粗糙度,如果发现有线状条纹,再进行第二次研磨,时间仍为20min。在20min的时间内,研磨量为0.0005mm,研磨液用喷射泵喷出,用压缩空气做喷射泵的动力,压缩空气设计压力为0.16MPa。在实际应用上,根据研磨经验,压力在0.2MPa效果更好。关于研磨机的操作转速,重量大的工件,采用较低的速度,重量轻的工件可采用较高的速度。填料盘表面粗糙度值要求低于1.6μm。
每块填料盘上都有标记,安装时,按标记顺序进行组装。组装好整套填料以后,放在容器内备用,并在容器内充有0.3MPa的氮气,防止生锈。在容器上有压力表显示压力值,压力低时要补充氮气。
填料盘经过几次研磨以后,轴向厚度会变小,当整套填料的长度低于某一规定值时,就做报废处理。如果填料盘损坏不严重的情况下,一块盘可以研磨3~4次。图1-186为填料盘的实物。
(4)组合阀腔体 填料总成的阀腔,在拆卸下来以后,同样要进行研磨处理,用专用的研磨胎具,人工研磨,如图1-187所示。组合阀放置在阀腔内,压缩机运转时,组合阀有微小轴向运动,组合阀的密封环与阀腔体内径产生摩擦,当组合阀腔体磨损到一定程度以后,密封就会失效,要修复或更换新的组合阀腔体,图1-188为研磨合格的组合阀腔体。
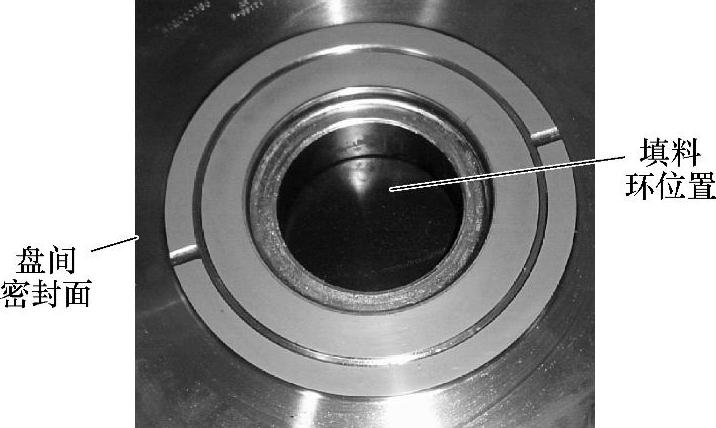
图1-186 填料盘

图1-187 研磨阀腔

图1-188 研磨合格的组合阀腔体
(5)组合阀 组合阀为压缩机的重要部件,图1-189为组合阀的实物图片。组合阀失效的主要是阀芯损坏,密封面磨损等。组合阀拆下以后,也要进行修复,主要是研磨修复密封面,在研磨台上手工研磨,如图1-190所示。在组装组合阀时,要更换的新的阀芯,新的弹簧,塑料V形密封环。与塑料密封环配合的铜环,经过检验合格后,可重复使用。在安装塑料密封环时,要注意密封环槽的开口方向,不要装错,正确的方向是朝向气流出口方向。组合阀的阀芯升程为2.2mm,正常情况下,组合阀的磨损部件可以研磨两次。
当组合阀安装在阀腔内时,碟簧受到缸头螺栓的压紧力作用,产生压缩。1级组合阀有六片碟簧,自由长度为58.4mm,受力以后的碟簧压缩量为2.5mm,产生的弹簧力为534kN。2级组合阀也有六片碟簧,自由长度为41.7mm,受力以后的碟簧压缩量为2.2mm,产生的弹簧力为470kN。知道弹簧力以后,就可以计算出缸头螺栓的预紧力。此组合阀阀芯的升程为2.2mm。
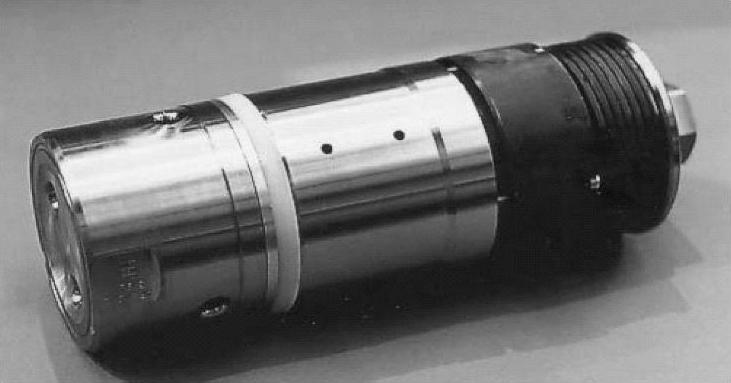
图1-189 组合阀

图1-190 手工研磨
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。