



前面叙述了压缩机更换滑板的步骤,由于该压缩机仅运行六年时间,就出现了滑板巴氏合金脱落的情况,于是从多方面查找原因。由于四个滑板的巴氏合金脱落面积不同,因此,存在受力不均的情况,当然,主要原因是巴氏合金结合强度不足导致脱落。
1)利用装置停车的机会,测量了压缩机机体的水平情况,测量的结果显示,机体水平超差较多。图1-169为压缩机机体水平的测量结果,测量结果标注在相应的测点位置,单位为mm。测量时,以靠近电动机处的测量点为基准点,即0点。压缩机的四个机仓,分别标号为1#、2#、3#、4#机仓。
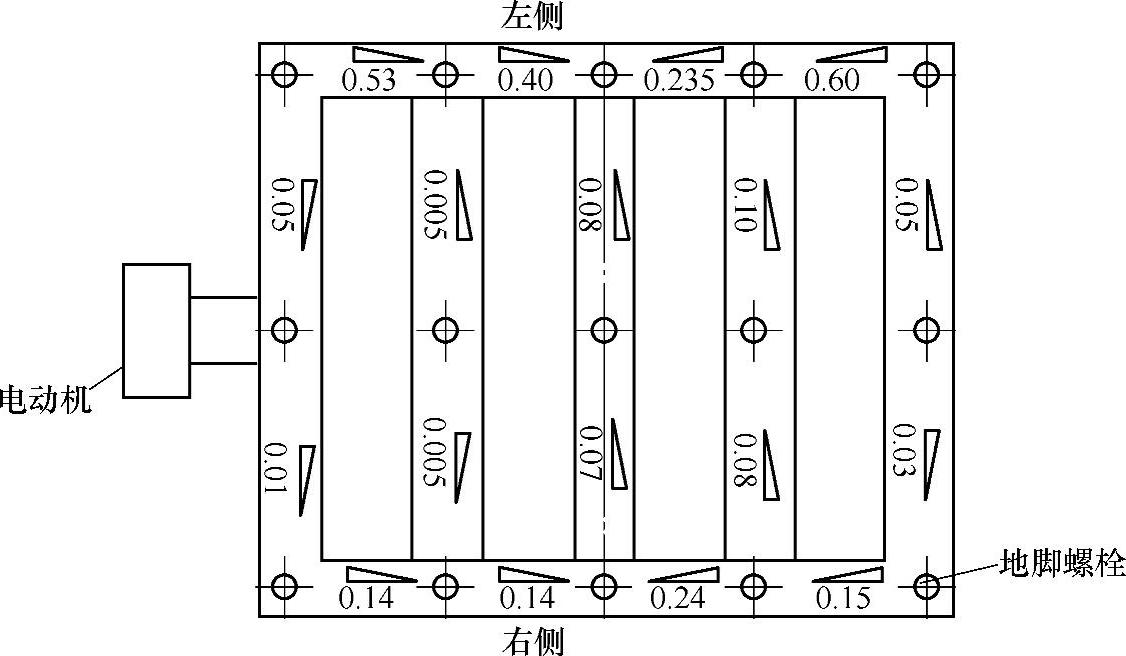
图1-169 压缩机机体水平的测量结果
2)测量的数据经过换算以后,得到压缩机测量位置水平度的数据图,更加直观地反映压缩机的水平情况。站在电动机侧观看压缩机,图1-170为左侧水平度数据图,图1-171为右侧水平度数据图。
测量的数据可以看出,压缩机平行曲轴方向呈现两端高中间低,其中机仓左侧的水平高低差值达到1.02mm,如图1-170所示,右侧的水平高低差值达到0.41mm,如图1-171所示。因此,造成了滑板受力不均的情况。
3)该压缩机有15条地脚螺栓,如图1-169所示,螺栓两边的螺母,分别在机仓的内部和水泥基础的下面,通过液压工具上紧螺栓。
4)测量了曲轴的曲拐张合度,2#和4#机仓的偏差较大,图1-172为曲拐张合度测量的数据,这个结果与机仓水平度的结果相吻合,即水平度偏差较大的部位,曲拐张合度偏差也大。
5)调节水平需要的工具主要是,50t液压千斤顶六个,不锈钢调节垫片,要开口的,用剪子在不锈钢薄片上剪出开口,厚度规格为0.05mm、0.10mm、0.15mm,便于调节调节垫片不同的厚度要求,另外需要千分表、塞尺、水平尺等。
6)根据上面的测量结果,确定在每个地脚螺栓上,添加垫片的厚度值,并提前在图样上标明。
7)用液压工具松开所有的地脚螺栓。
8)在压缩机的底部放置千斤顶,同时放置千分表,用于查看顶起的高度值。
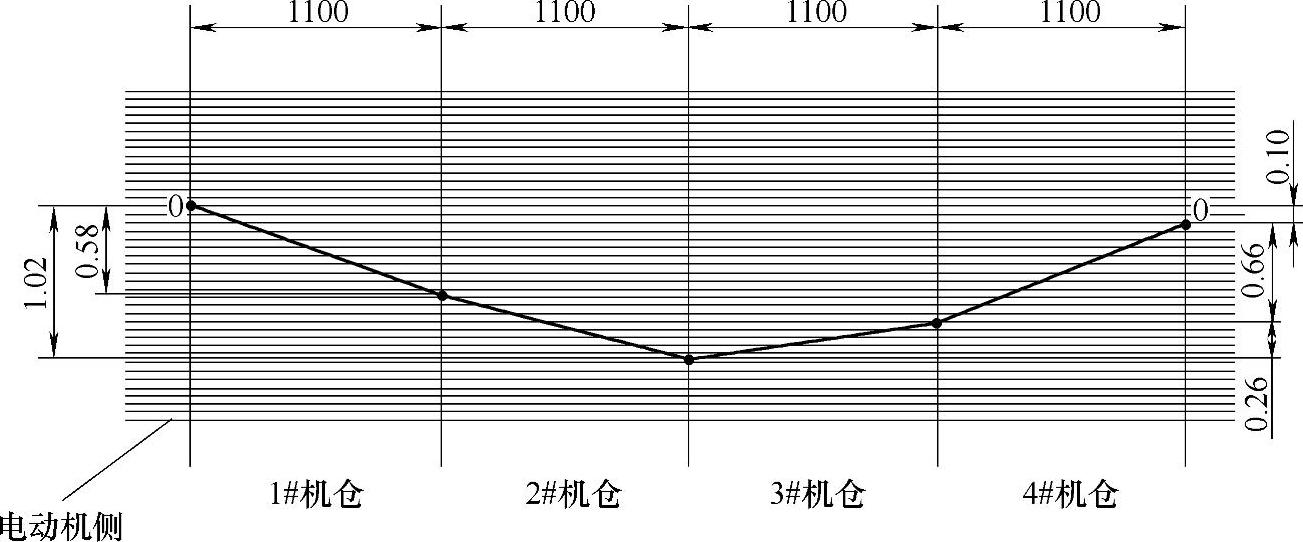
图1-170 左侧数据
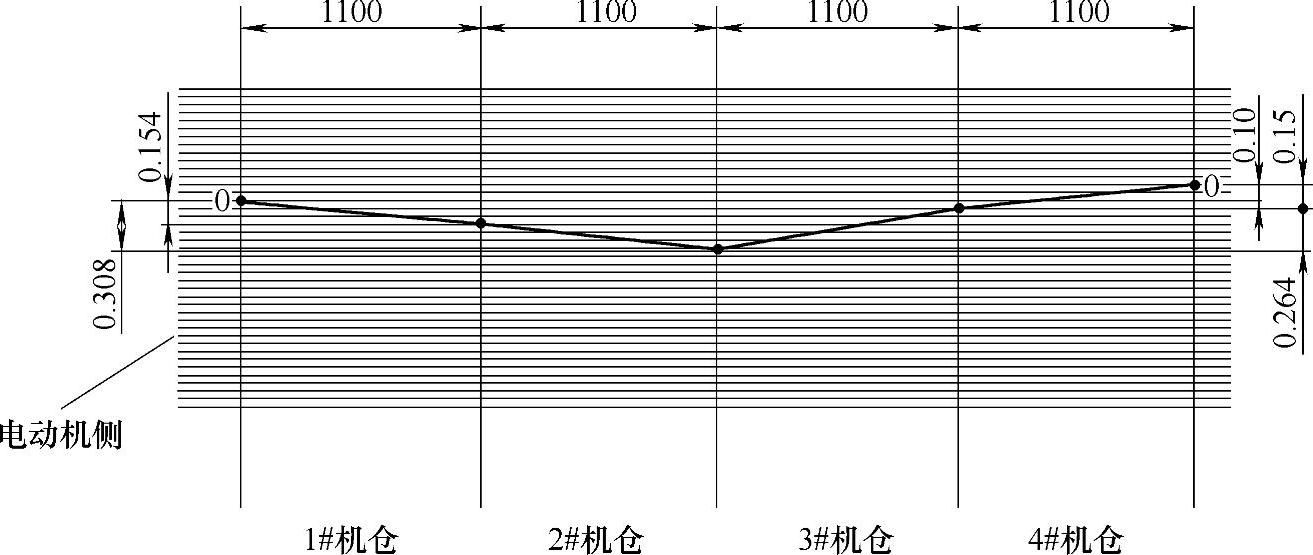
图1-171 右侧数据
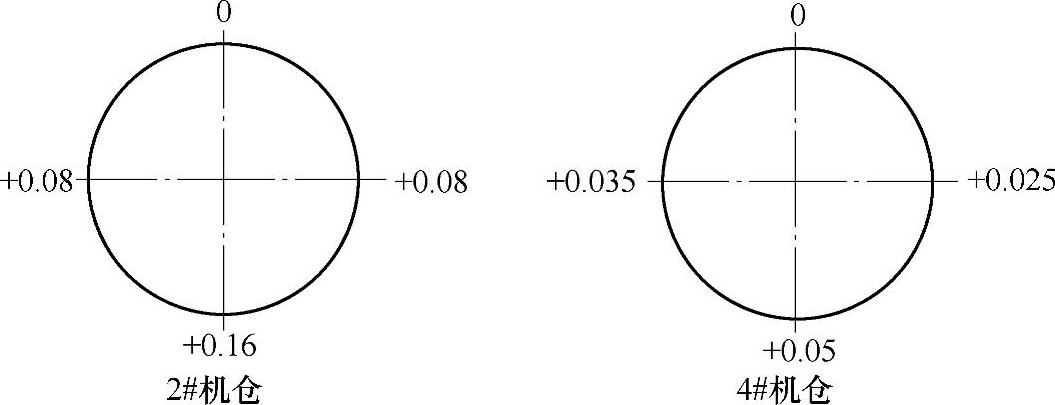
图1-172 曲拐张合度测量的数据(https://www.xing528.com)
图1-173和图1-174为千斤顶的支撑情况,显示的是其中的两处支撑,需要注意的是,图示的这两处支撑,均在压缩机的外侧边缘部位,因为里面机仓的底部,离下面基础的高度太小,普通的千斤顶无法塞进去。

图1-173 千斤顶位置(一)

图1-174 千斤顶位置(二)
9)使用专用的千斤顶,将压缩机里面地脚螺栓的部位顶起来(靠近曲轴的下面,见图1-169),图1-175为专用千斤顶,通过旋转螺钉来驱动液压缸,升起千斤顶,这个专用的千斤顶的高度小,解决了其他千斤顶塞不进去的问题。

图1-175 专用千斤顶
10)所有的千斤顶设置好以后,同时升起千斤顶,并观察千分表的读数,防止起升时超高。
11)整个压缩机提升以后,地脚螺栓与底部基础出现了缝隙,千斤顶的提升高度不超过10mm,把准备好的钢调节垫,用工具夹子塞进去,由于调节垫片是开口的,比较容易去做。按照图样上的螺栓位置及垫片厚度,加入不同厚度的钢垫。
12)调节垫片全部加完以后,卸掉千斤顶的油压,撤去千斤顶。用水平尺初步测量机体的水平度。
13)用液压工具上紧地脚螺栓。在地脚螺栓螺母上,标有螺母旋转角度的刻度标尺,记录每个螺母旋转的角度值,将每个螺母旋转的角度值填写在表格内,作为档案保存。
14)图1-176为某一次检修时,地脚螺栓紧固的数据值,记录的是螺母转动的角度值。图1-176中的1、2、3、4为螺栓紧固顺序,要按着数字次序进行紧固;图1-176中的(1)、(2)等序号,为地脚螺栓的位置标号,图1-176中的(13)(14)(15)位置,靠近主电动机。
15)螺栓紧固结束以后,重新测量机体的水平度。
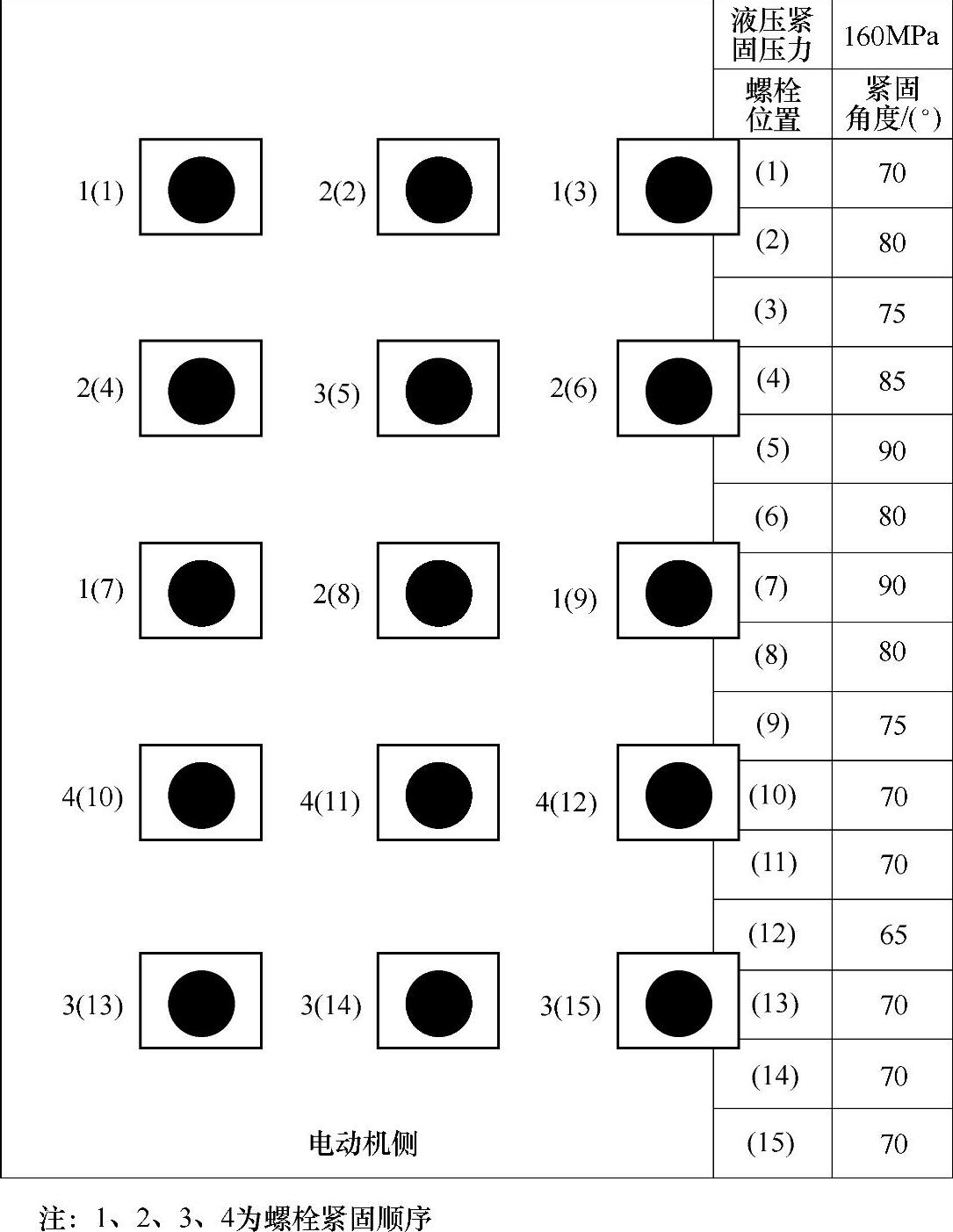
图1-176 地脚螺栓紧固的数据值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。