



采用多轴加工方式编程,创建3个操作:①对A1凹槽底部光刀,②对B1凹槽光刀,③对C1凹槽光刀。
1.对A1凹槽底部光刀
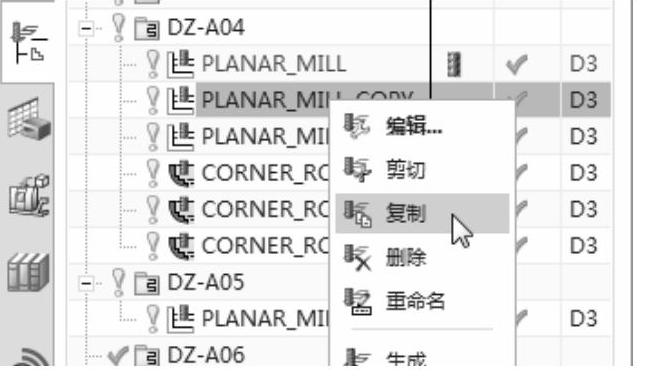
(1)复制刀路在导航器里右击A1凹槽粗加工刀路,在弹出的快捷菜单中选择“复制”,如图7-79所示,选中“DZ-A05”组再右击,在弹出的快捷菜单中选择“内部粘贴”,如图7-80所示。
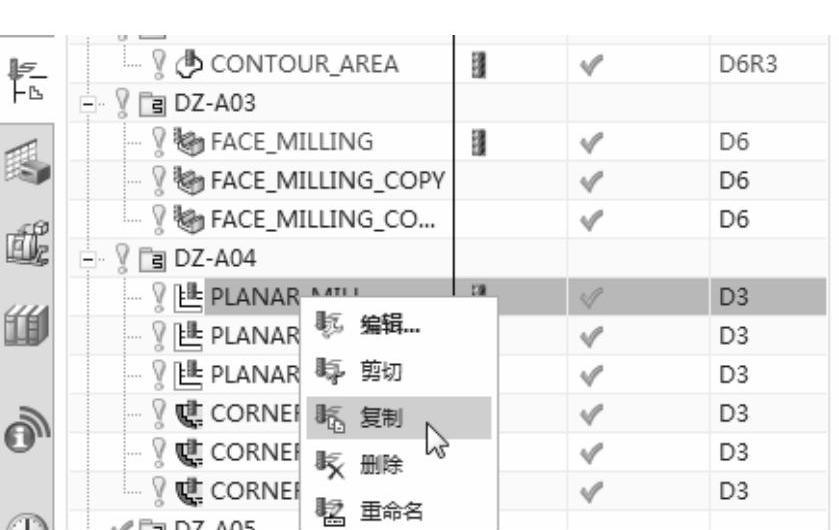
图7-79 复制刀路
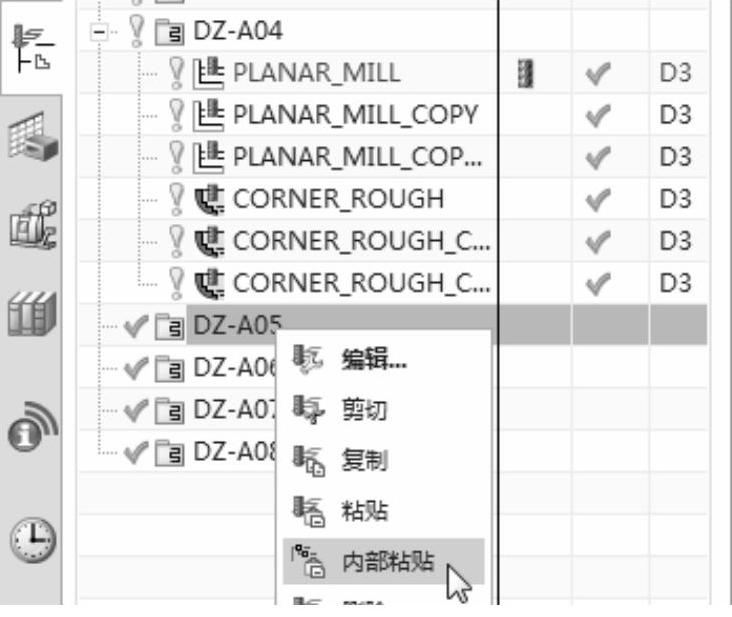
图7-80 粘贴刀路
(2)设置切削层参数双击刚复制、粘贴后的刀路,在系统弹出的“平面铣”对话框中单击“切削层” 按钮,系统弹出“切削层”对话框,设置“类型”为“仅底面”,如图7-81所示。单击“确定”按钮。
按钮,系统弹出“切削层”对话框,设置“类型”为“仅底面”,如图7-81所示。单击“确定”按钮。
(3)设置切削参数在“平面铣”对话框里单击“切削参数” 按钮,系统弹出“切削参数”对话框,在“余量”选项卡设置“部件余量”为0.2000,“最终底面余量”为0.0000,如图7-82所示,单击“确定”按钮。
按钮,系统弹出“切削参数”对话框,在“余量”选项卡设置“部件余量”为0.2000,“最终底面余量”为0.0000,如图7-82所示,单击“确定”按钮。
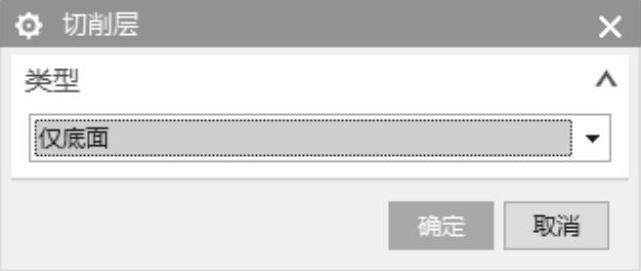
图7-81 “切削层”对话框
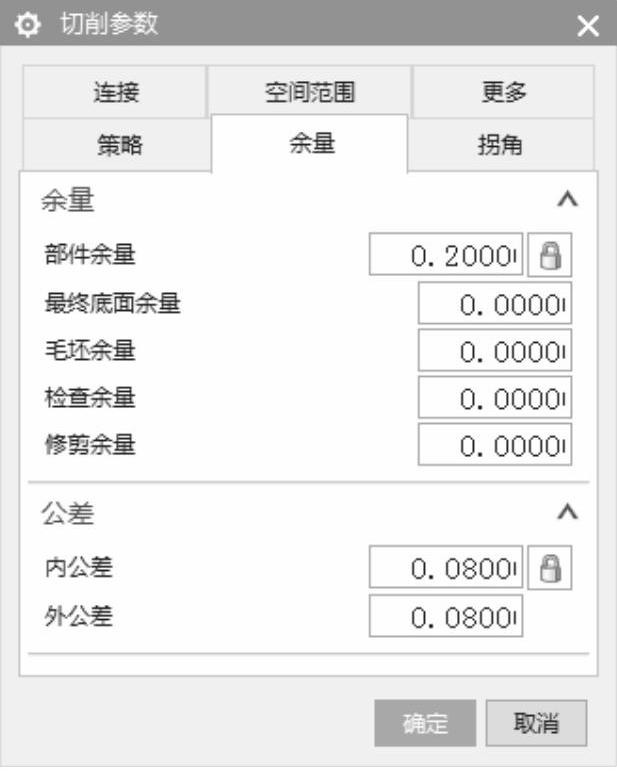
图7-82 “切削参数”的“余量”对话框
(4)设置非切削移动参数在“平面铣”对话框中单击“非切削移动” 按钮,弹出“非切削移动”对话框,“进刀”选项卡“封闭区域”的“进刀类型”默认为“螺旋”,修改“高度起点”为“当前层”,目的是减少空刀,如图7-83所示。单击“确定”按钮。
按钮,弹出“非切削移动”对话框,“进刀”选项卡“封闭区域”的“进刀类型”默认为“螺旋”,修改“高度起点”为“当前层”,目的是减少空刀,如图7-83所示。单击“确定”按钮。
(5)进给率和速度单击进给率和速度 按钮,进入“进给率和速度”对话框,“主轴速度”输入15000,“进给率”输入800。单击“确定”按钮。
按钮,进入“进给率和速度”对话框,“主轴速度”输入15000,“进给率”输入800。单击“确定”按钮。
单击“生成”按钮,系统计算出刀路,生成刀路如图7-84所示。单击“确定”按钮。

图7-83 “非切削移动”的“进刀”对话框
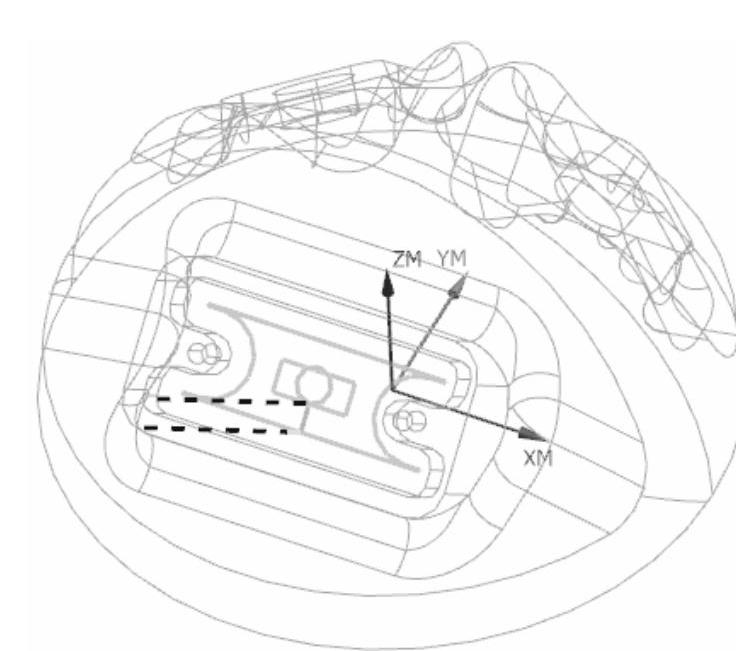
图8-84 生成刀轨
2.对B1槽进行精加工
(1)复制刀路在导航器里右击B1凹槽粗加工刀路,在弹出的快捷菜单中选择“复制”,如图7-85所示,选中“DZ-A05”组再右击,在弹出的快捷菜单中选择“内部粘贴”,如图7-86所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-85 复制刀路
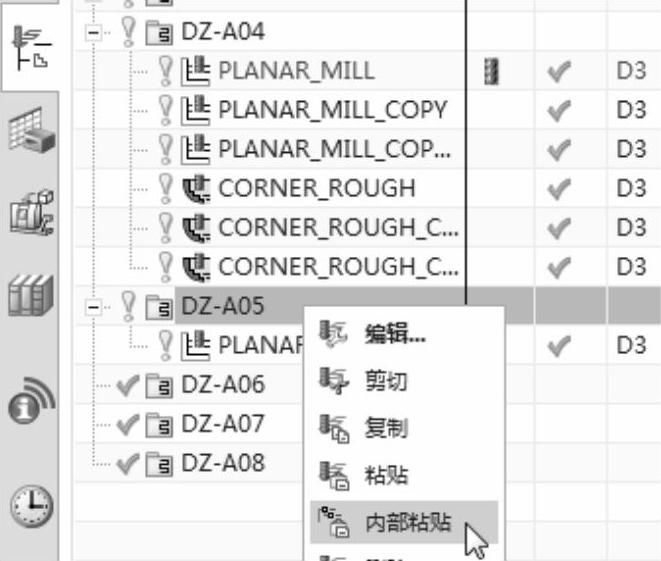
图7-86 粘贴刀路
(2)设置切削模式双击刚复制、粘贴后的刀路,在弹出的“平面铣”对话框里,设置“切削模式”为“轮廓”、“步距”为“恒定”、“最大距离”为0.0600、“附加刀路”为2,如图7-87所示。
(3)设置切削层参数在“平面铣”对话框中单击“切削层” 按钮,系统弹出“切削层”对话框,设置“类型”为“仅底面”。单击“确定”按钮。
按钮,系统弹出“切削层”对话框,设置“类型”为“仅底面”。单击“确定”按钮。
(4)设置切削参数在“平面铣”对话框里单击“切削参数” 按钮,系统弹出“切削参数”对话框,在“余量”选项卡设置“部件余量”为0.0000、“最终底面余量”为“0.0000”,如图7-88所示,单击“确定”按钮。
按钮,系统弹出“切削参数”对话框,在“余量”选项卡设置“部件余量”为0.0000、“最终底面余量”为“0.0000”,如图7-88所示,单击“确定”按钮。
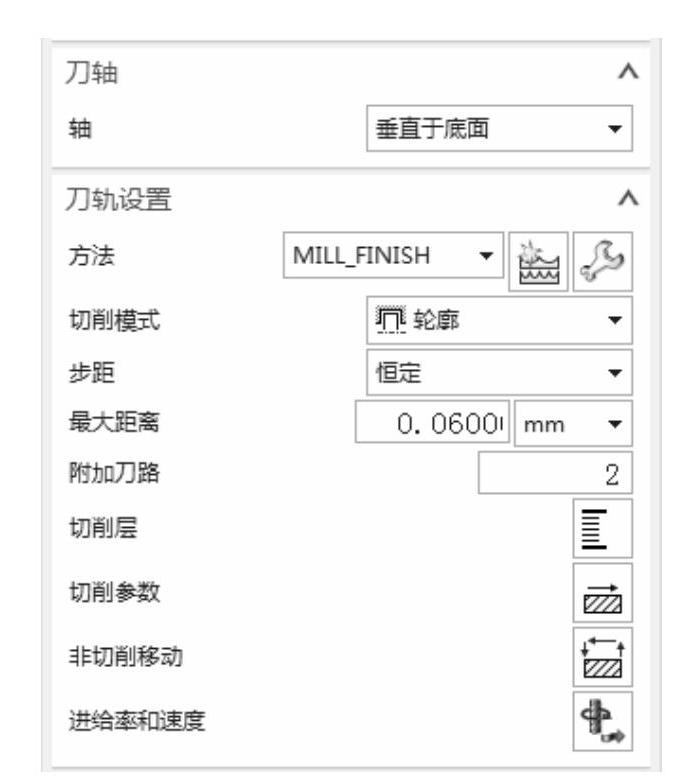
图7-87 修改刀轨参数
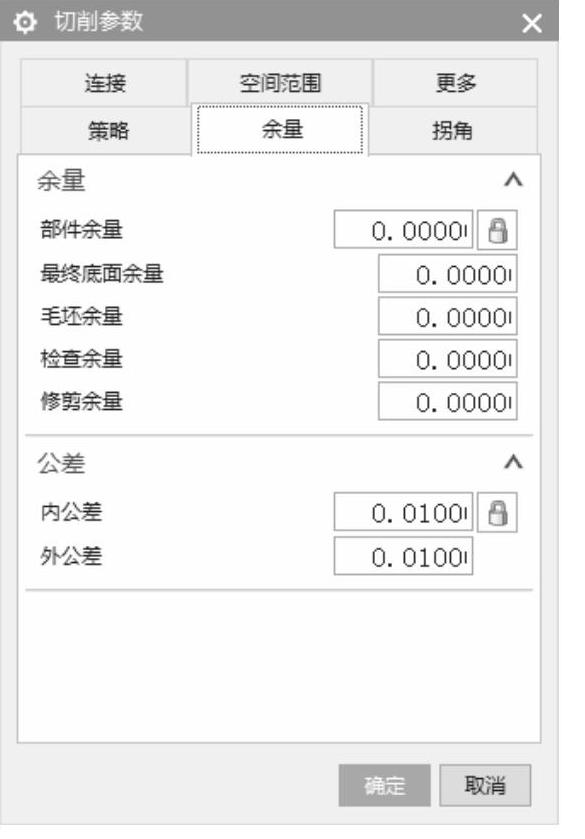
图7-88 “切削参数”的“余量”对话框
(5)设置非切削移动参数在“平面铣”对话框中单击“非切削移动” 按钮,系统弹出“非切削移动”对话框,设置“进刀”选项卡“封闭区域”的“进刀类型”为默认“与开放区域相同”、“开放区域”的“进刀类型”为“圆弧”、“半径”为20.0000、“圆弧角度”为90.0000,“高度”为0.5000,如图7-89所示,单击“确定”按钮。
按钮,系统弹出“非切削移动”对话框,设置“进刀”选项卡“封闭区域”的“进刀类型”为默认“与开放区域相同”、“开放区域”的“进刀类型”为“圆弧”、“半径”为20.0000、“圆弧角度”为90.0000,“高度”为0.5000,如图7-89所示,单击“确定”按钮。

图7-89 “非切削移动”对话框
(6)进给率和速度单击进给率和速度 按钮,进入“进给率和速度”对话框,“主轴速度”输入15000,“进给率”输入800。单击“确定”按钮。
按钮,进入“进给率和速度”对话框,“主轴速度”输入15000,“进给率”输入800。单击“确定”按钮。
单击生成“ ”按钮,系统计算出刀路,如图7-90所示。单击“确定”按钮。
”按钮,系统计算出刀路,如图7-90所示。单击“确定”按钮。
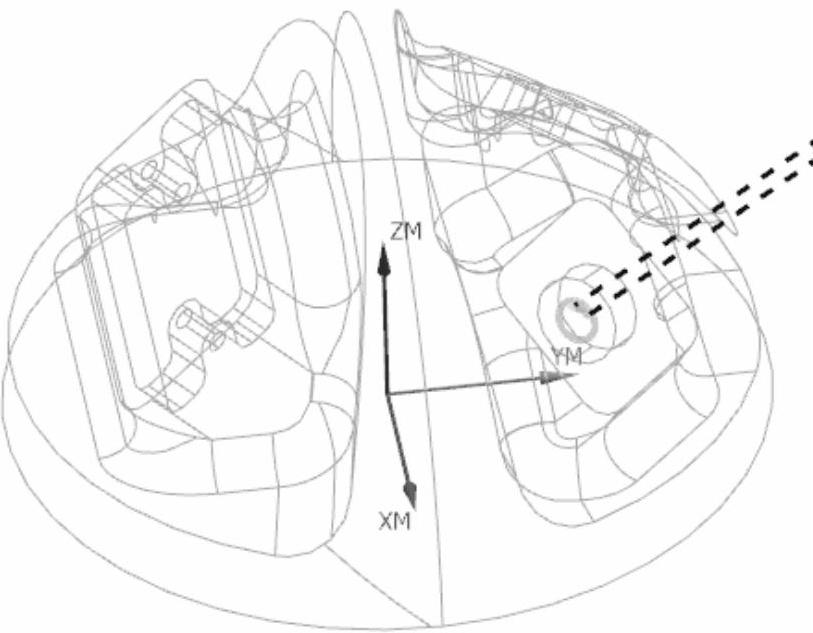
图7-90 生成B1槽刀路
3.对C1槽进行精加工
复制“DZ-A04”组中的第3个刀路到DZ-A05中,修改参数方法与第二步相同,生成刀路如图7-91所示。
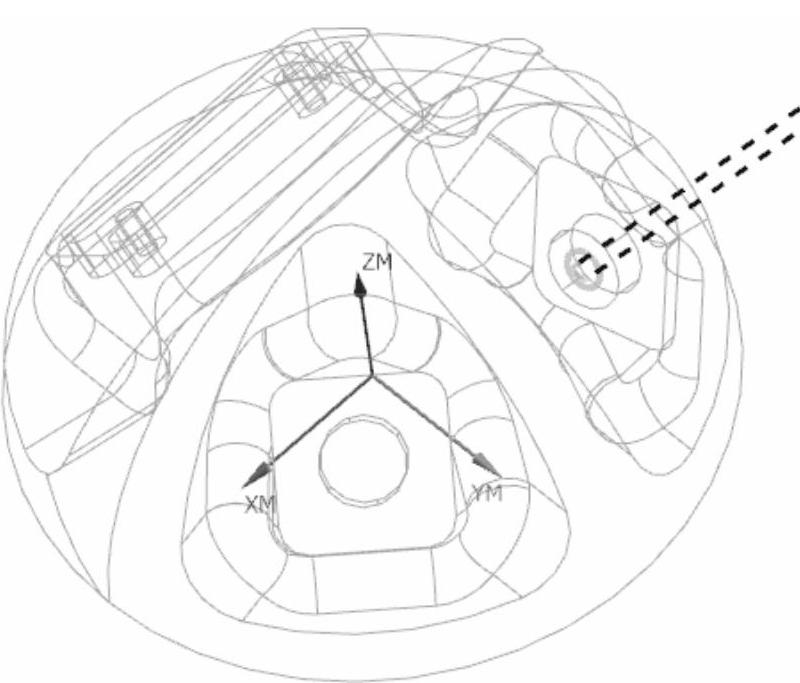
图7-91 生成C1槽刀路
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。