



利用一把D6平底刀进行清除剩下的残料。
STEP 01创建刀具。在功能区单击“主页”→创建刀具“ ”按钮,创建一把D6平底刀,名称为T2-D6,在刀具参数页面编号中三项都输入2,创建方法参考第一步型腔铣中的操作。
”按钮,创建一把D6平底刀,名称为T2-D6,在刀具参数页面编号中三项都输入2,创建方法参考第一步型腔铣中的操作。
STEP 02创建工序——拐角粗加工。在功能区单击“主页”→创建工序“ ”按钮,进入“创建工序”对话框,“工序子类型”选择拐角粗加工
”按钮,进入“创建工序”对话框,“工序子类型”选择拐角粗加工 ,“位置”项下面选择已创建的各项,如图5-119所示。单击“确定”,进入“拐角粗加工”对话框并设置各参数。
,“位置”项下面选择已创建的各项,如图5-119所示。单击“确定”,进入“拐角粗加工”对话框并设置各参数。
STEP 03指定修剪边界。参考第一步型腔铣中的指定修剪边界方法。
STEP 04设置参考刀具。新建一把D12刀具作为参考刀具。
STEP 05刀轨设置。选择“切削模式”为“跟随周边”,“平面直径百分比”为60%,公共每刀切削深度为0.2000mm,如图5-120所示。

图5-119 “创建工序”对话框

图5-120 刀轨设置
STEP 06切削参数。单击切削参数 按钮,进入“切削参数”对话框,在“策略”选项卡设置“刀路方向”为“向内”,并且设置“壁清理”为“自动”,深度优先能减少区域间的提刀和移刀。在“余量”选项卡设置参数,如图5-121所示。
按钮,进入“切削参数”对话框,在“策略”选项卡设置“刀路方向”为“向内”,并且设置“壁清理”为“自动”,深度优先能减少区域间的提刀和移刀。在“余量”选项卡设置参数,如图5-121所示。
STEP 07非切削移动。单击非切削移动 按钮,进入“非切削移动”对话框。
按钮,进入“非切削移动”对话框。
进刀:所剩大部分残料属于开放区域残料,所以系统自动使用开放区域的进刀参数,有些内凹位属封闭区域,所以封闭区域参数也要设置,如图5-122所示。(https://www.xing528.com)
退刀:设置与进刀相同。
转移/快速:设置“区域内”的“转移类型”为“直接/上一个备用平面”,“区域之间”的则设置“前一平面”,如图5-123所示。
STEP 08进给率和速度。单击进给率和速度 按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入10000。
按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入10000。
参数设置完成后,单击生成 按钮生成刀轨,如图5-124所示。
按钮生成刀轨,如图5-124所示。
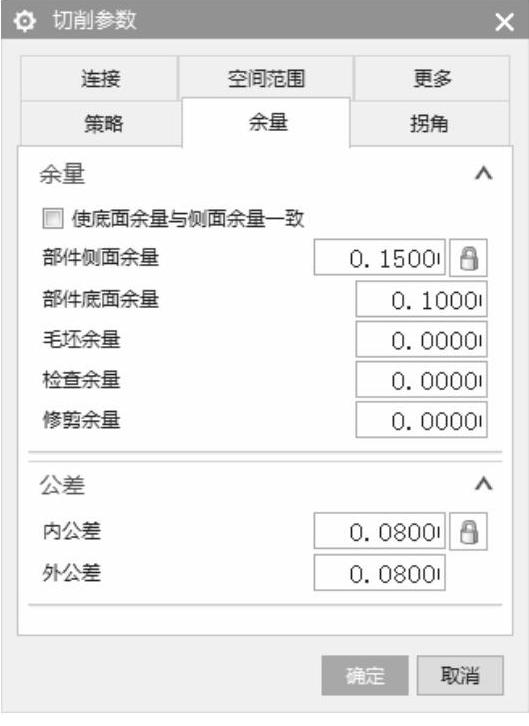
图5-121 “切削参数”的“余量”对话框

图5-122 “非切削移动”的“进刀”对话框
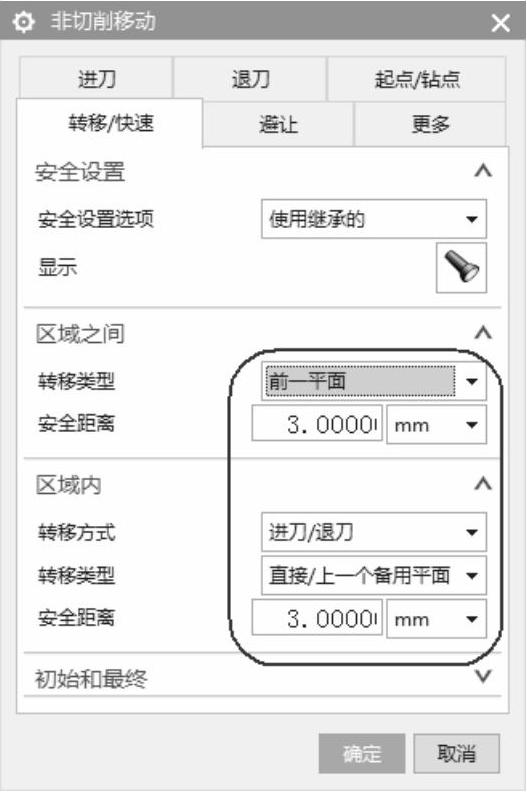
图5-123 “非切削移动”的“转移/快速”对话框
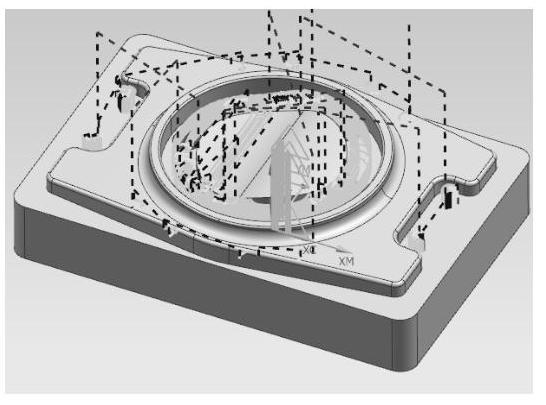
图5-124 生成刀轨
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。