



轮廓3D沿着空间轮廓进行加工,生成的路径与轮廓完全重合,加工方法最简单,距离最短,在实际应用中常用于空间曲线的雕刻加工。模具中的流道也常用轮廓3D来加工。
STEP 01打开图档。在UG NX 12.0主界面单击“菜单”→“文件”→“打开”,打开光盘“HC-Examples”文件夹中的HC-11文件。如图2-232所示前模,已经完成了主体部件的精加工,最后使用D6R3球刀进行轮廓3D加工流道。
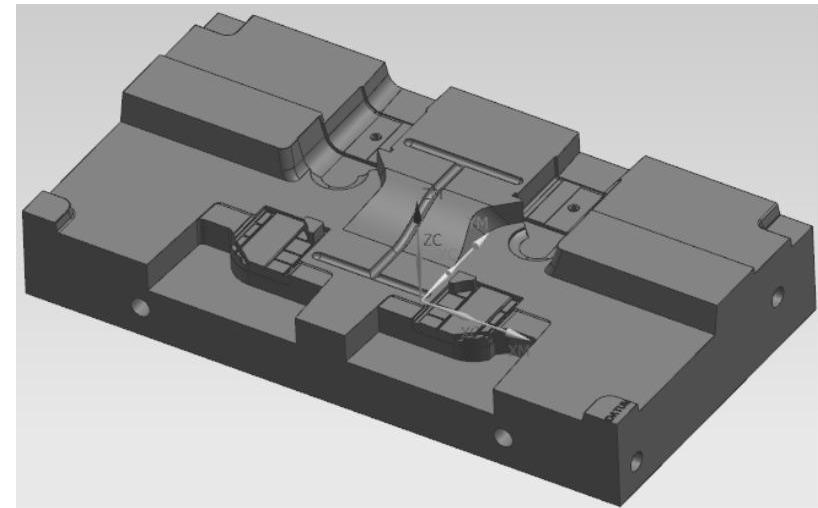
图2-232 图档HC-11
STEP 02创建工序——轮廓3D。在功能区单击“主页”→创建工序“ ”按钮,进入“创建工序”对话框,选择“工序子类型”中的轮廓3D
”按钮,进入“创建工序”对话框,选择“工序子类型”中的轮廓3D ,“位置”项下面选择已创建的各项,如图2-233所示。单击“确定”,进入“轮廓3D”对话框并设置各参数,如图2-234所示。
,“位置”项下面选择已创建的各项,如图2-233所示。单击“确定”,进入“轮廓3D”对话框并设置各参数,如图2-234所示。
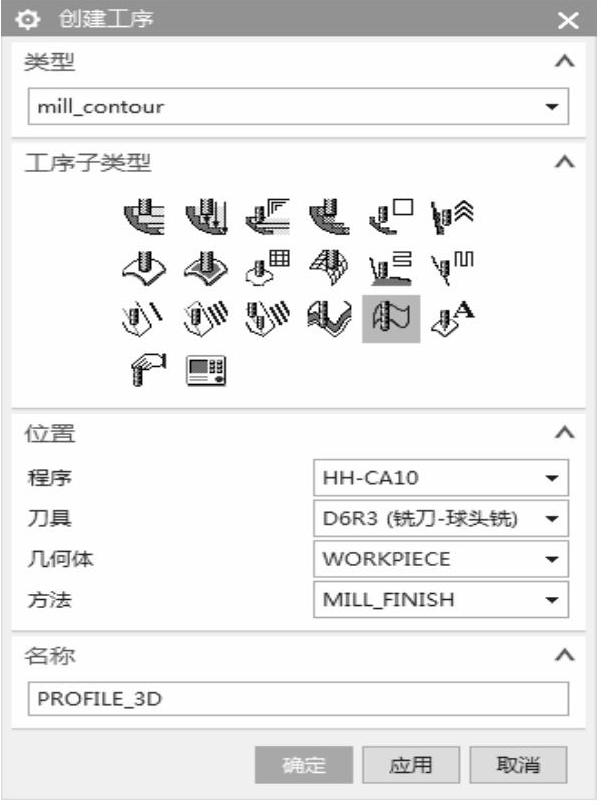
图2-233 “创建工序“对话框

图2-234 “轮廓3D”对话框
1)指定部件边界:在“轮廓3D”对话框中单击“指定部件边界”图标 ,系统打开“边界几何体”对话框,“模式”选择为“曲线/边…”,如图2-235所示,切换到“创建边界”对话框,“类型”下拉选择为“开放”,如图2-236所示,在工作区选择图形中的线条,如图2-237所示,在“创建边界”对话框单击“创建下一个边界”,继续在工作区选择第二根线条,如图2-238所示。单击“确定”回到“轮廓3D”对话框。
,系统打开“边界几何体”对话框,“模式”选择为“曲线/边…”,如图2-235所示,切换到“创建边界”对话框,“类型”下拉选择为“开放”,如图2-236所示,在工作区选择图形中的线条,如图2-237所示,在“创建边界”对话框单击“创建下一个边界”,继续在工作区选择第二根线条,如图2-238所示。单击“确定”回到“轮廓3D”对话框。

图2-235 “边界几何体”对话框

图2-236 “创建边界”对话框
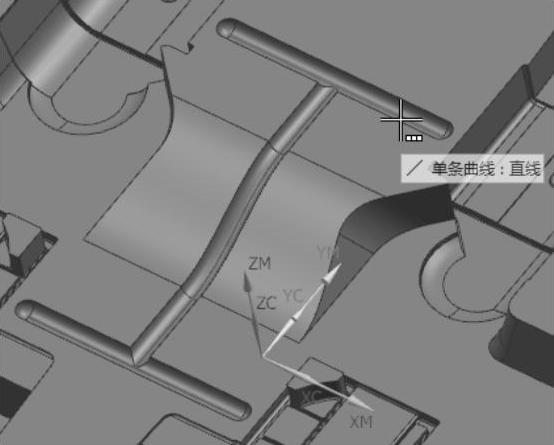
图2-237 选择曲线1
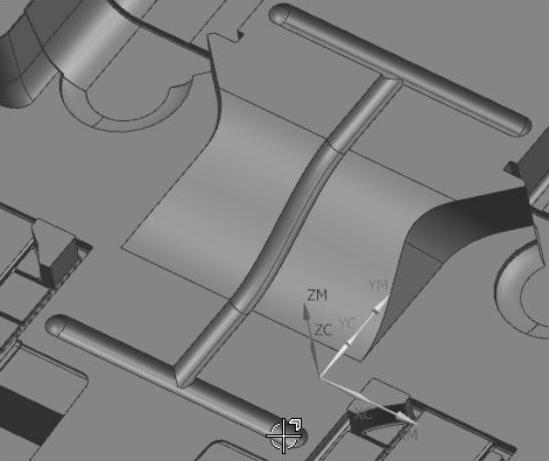
图2-238 选择曲线2
2)刀轨设置:“部件余量”设置为-3.0000,如图2-239所示。部件余量是根据刀具是相切于线条加工还是对中线条加工来设置。相切于线条,余量为0,在图2-236“创建边界”对话框中的“材料侧”可以控制左或右。对中线条,“余量”设置为负刀具半径。
Z向深度偏置设置为0,抽取的线是流道底部线,所以不需要往下再偏置。
3)切削参数:单击切削参数 按钮,进入“切削参数”对话框,在“策略”选项卡设置参数,如图2-240所示。
按钮,进入“切削参数”对话框,在“策略”选项卡设置参数,如图2-240所示。
单击“多刀路”,勾选“多重深度”,设置“深度余量偏置”为3.0000,“增量”值是0.1500,如图2-241所示。(https://www.xing528.com)
4)非切削移动:单击非切削移动 按钮,进入“非切削移动”对话框。加工流道不需要进退刀,所以“进刀”选项卡封闭区域中“进刀类型”设置为“插削”,“高度”设置为0.2000或0.0000,“开放区域”进刀类型设置为与“封闭区域”相同,如图2-242所示。
按钮,进入“非切削移动”对话框。加工流道不需要进退刀,所以“进刀”选项卡封闭区域中“进刀类型”设置为“插削”,“高度”设置为0.2000或0.0000,“开放区域”进刀类型设置为与“封闭区域”相同,如图2-242所示。
退刀:与进刀相同。

图2-239 “轮廓3D”对话框
转移/快速:设置“区域内”的“转移类型”为“直接/上一个备用平面”,如图2-243所示。

图2-240 “切削参数”的“策略”对话框

图2-241 “切削参数”的“多刀路”对话框

图2-242 “非切削移动”的“进刀”对话框
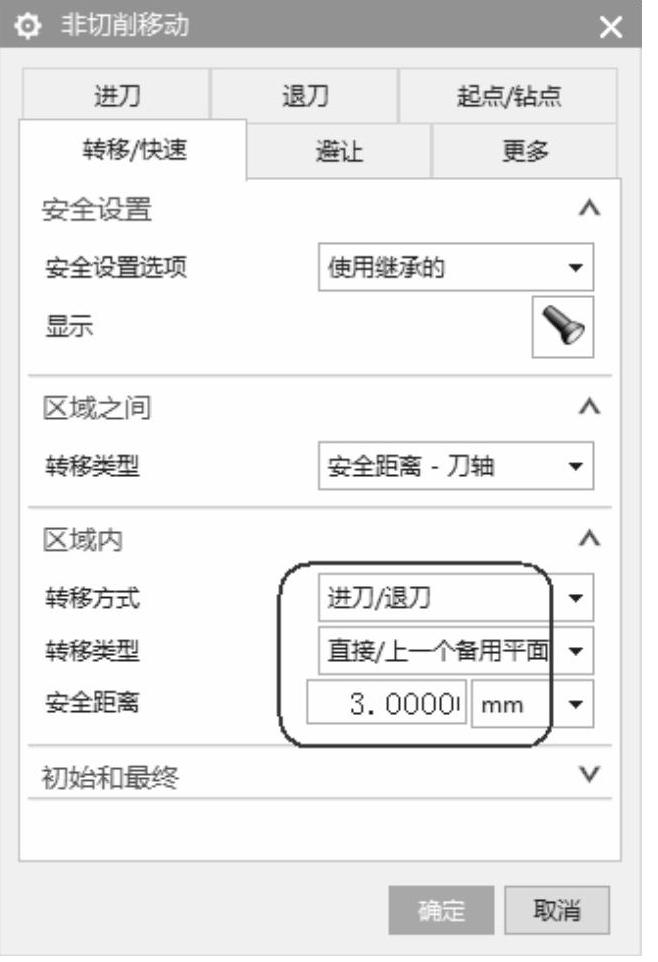
图2-243 “非切削移动”的“转移/快速”对话框
5)进给率和速度:单击进给率和速度 按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入3500。
按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入3500。
参数设置完成后,单击生成 按钮生成刀轨,如图2-244所示。
按钮生成刀轨,如图2-244所示。
STEP 03刀具路径仿真。选中需要仿真的刀具路径,在功能区单击“主页”→确认刀轨“ ”按钮,进入“刀轨可视化”对话框,选择“3D动态仿真”,仿真效果如图2-245所示。单击“文件”→“保存”→“另存为”,保存图档为HC-11A。
”按钮,进入“刀轨可视化”对话框,选择“3D动态仿真”,仿真效果如图2-245所示。单击“文件”→“保存”→“另存为”,保存图档为HC-11A。
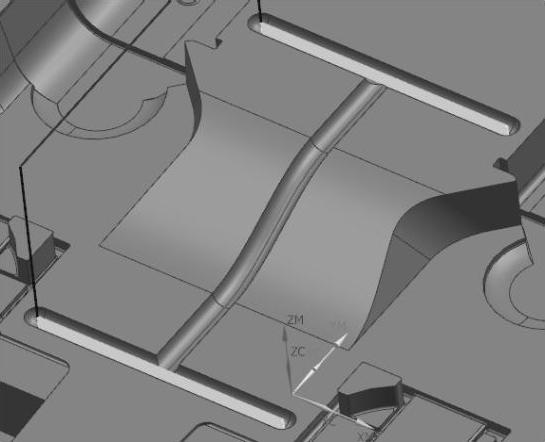
图2-244 生成刀轨
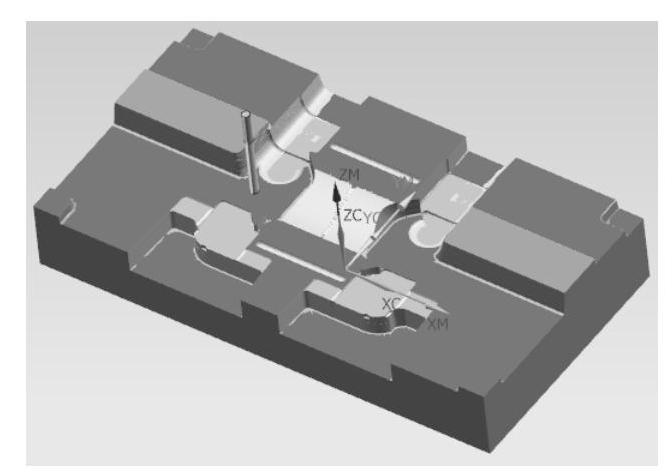
图2-245 3D动态仿真
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。