



清根参考刀具驱动方法通过指定一个参考刀具直径来定义加工区域的总宽度,并且指定该加工区中的步距,在以凹槽为中心的任意两边产生多条切削轨迹。可以用“重叠距离”选项,沿着相切曲面扩展由参考刀具直径定义的区域宽度。
STEP 01打开图档。在UG NX 12.0主界面单击“菜单”→“文件”→“打开”,打开光盘“HC-Examples”文件夹中的HC-10文件,如图2-225所示,已经完成了主体部件的精加工。通过分析图形内圆角是R2.3mm,而深度是25mm,如果直接用D4R2球刀精加工,不仅效率不高,而且加工效果也不好,所以整体精加工先选择D6R3球刀,角落产生残料再使用D4R2刀具进行清根参考刀具。
程序组和D4R2球刀已创建好,分析后直接创建工序——清根参考刀具。
STEP 02创建工序——清根参考刀具。在功能区单击“主页”→创建工序“ ”按钮,进入“创建工序”对话框,选择“工序子类型”中的清根参考刀具
”按钮,进入“创建工序”对话框,选择“工序子类型”中的清根参考刀具 ,“位置”项下面选择前面创建的各项,如图2-226所示。单击“确定”,进入“清根参考刀具”对话框,如图2-227所示。
,“位置”项下面选择前面创建的各项,如图2-226所示。单击“确定”,进入“清根参考刀具”对话框,如图2-227所示。
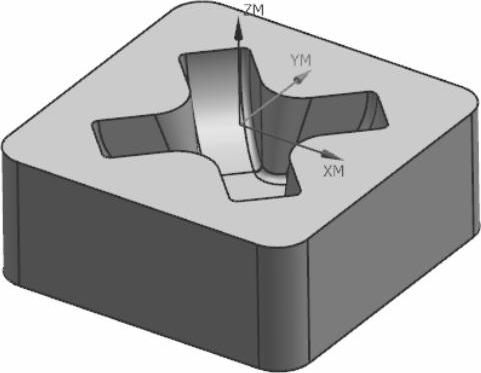
图2-225 图形HC-10
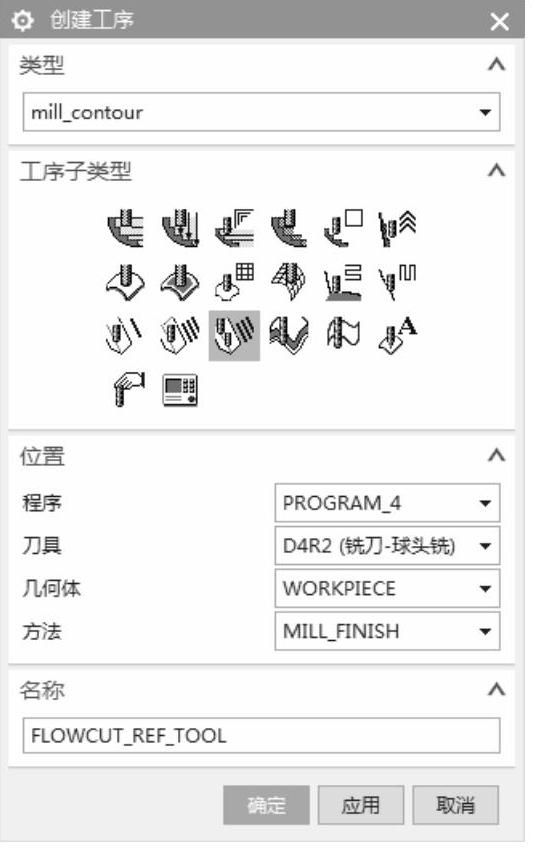
图2-226 “创建工序”对话框

图2-227 “清根参考刀具”对话框
1)驱动方法:在“清根参考刀具”对话框中“驱动方法”的“方法”默认为“清根”,单击编辑 按钮,弹出“清根驱动方法”对话框,参数设置如图2-228所示。
按钮,弹出“清根驱动方法”对话框,参数设置如图2-228所示。
2)切削参数:单击切削参数 按钮,进入“切削参数”对话框,在“余量”选项卡设置“部件余量”为0.0100,是为了避免跟前面精加工程序产生接痕,如图2-229所示。其余参数默认。(https://www.xing528.com)
按钮,进入“切削参数”对话框,在“余量”选项卡设置“部件余量”为0.0100,是为了避免跟前面精加工程序产生接痕,如图2-229所示。其余参数默认。(https://www.xing528.com)
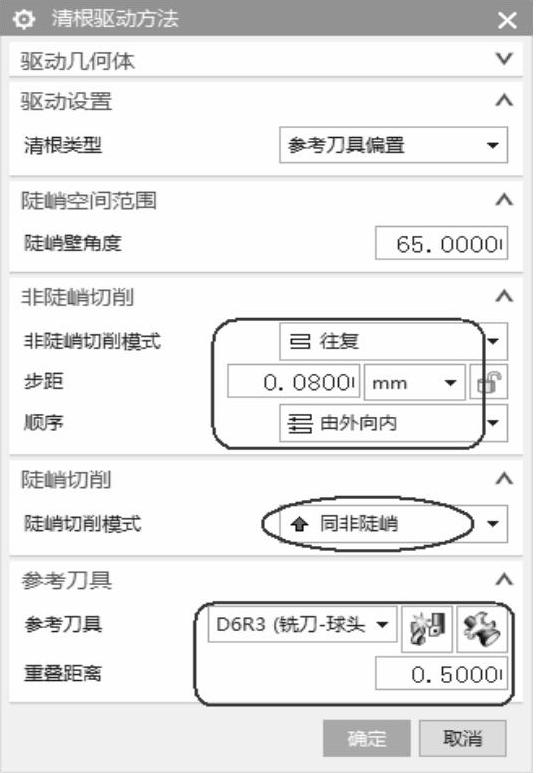
图2-228 “清根驱动方法”对话框
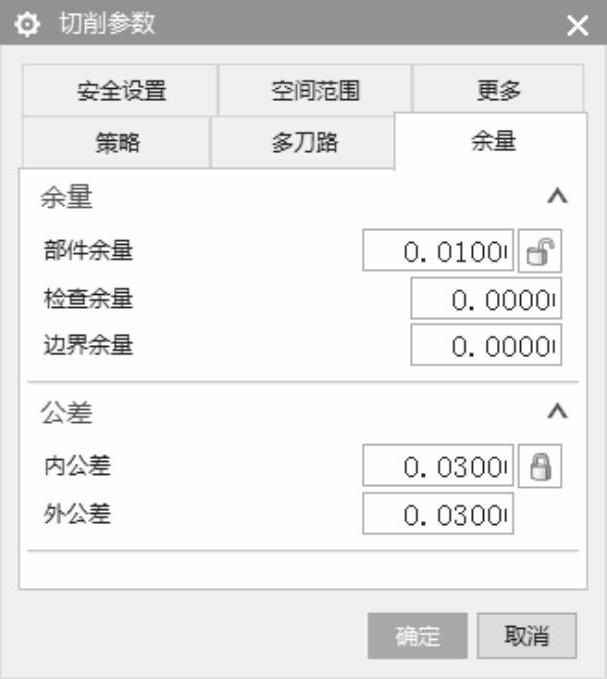
图2-229 “切削参数”的“余量”对话框
3)进给率和速度:单击进给率和速度 按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入4000。
按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入4000。
设置完成参数后,单击生成 按钮生成刀轨。如图2-230所示。
按钮生成刀轨。如图2-230所示。
STEP 03刀具路径仿真。选中“NC PROGRAM”,在功能区单击“主页”→确认刀轨“ ”按钮,进入“刀轨可视化”对话框,选择“3D动态仿真”,仿真效果如图2-231所示。单击“文件”→“保存”→“另存为”,保存图档为HC-10A。
”按钮,进入“刀轨可视化”对话框,选择“3D动态仿真”,仿真效果如图2-231所示。单击“文件”→“保存”→“另存为”,保存图档为HC-10A。
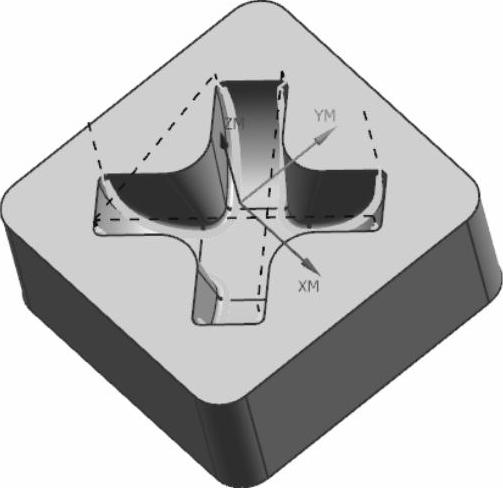
图2-230 生成刀轨
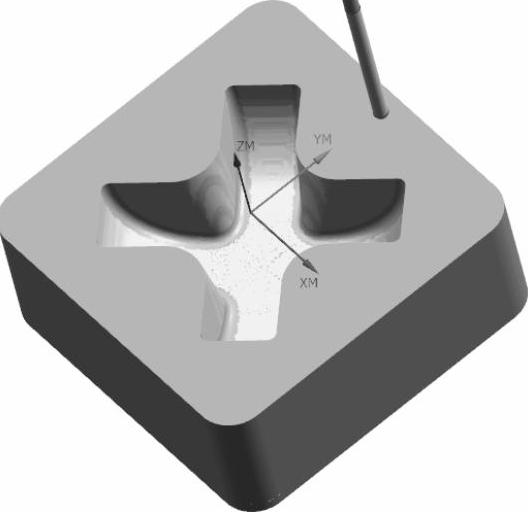
图2-231 刀具路径仿真
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。