



多刀路清根通过指定偏置数目以及相邻偏置间的横向距离,在清根中心的两侧产生多道切削刀具路径。
STEP 01打开图档。在UG NX 12.0主界面单击“菜单”→“文件”→“打开”,打开光盘“HC-Examples”文件夹中的HC-09文件,如图2-220所示,已经完成了主体部件的精加工,因精加工侧壁使用D10R0.5刀具产生根部R0.5mm余量,要求进行多刀路清根加工根部余量。
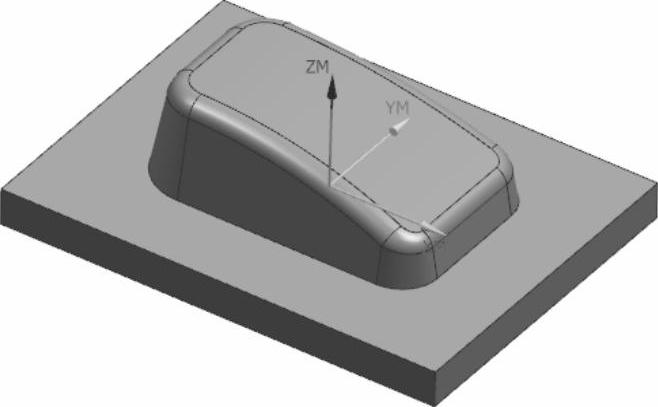
图2-220 图形HC-09
STEP 02创建工序——多刀路清根。在功能区单击“主页”→创建工序“ ”按钮,进入“创建工序”对话框,选择“工序子类型”中的多刀路清根
”按钮,进入“创建工序”对话框,选择“工序子类型”中的多刀路清根 ,“位置”项下面选择前面创建的各项,如图2-221所示。单击“确定”,进入“多刀路清根”对话框并设置各参数。
,“位置”项下面选择前面创建的各项,如图2-221所示。单击“确定”,进入“多刀路清根”对话框并设置各参数。
1)驱动设置:在“多刀路清根”对话框中设置“非陡峭切削模式”为“往复”、“步距”为0.1500、“每侧步距数”为3,如图2-222所示。(余量为0.5mm,步距设为0.1500mm,基本上分3个步距数可以走完残料。)
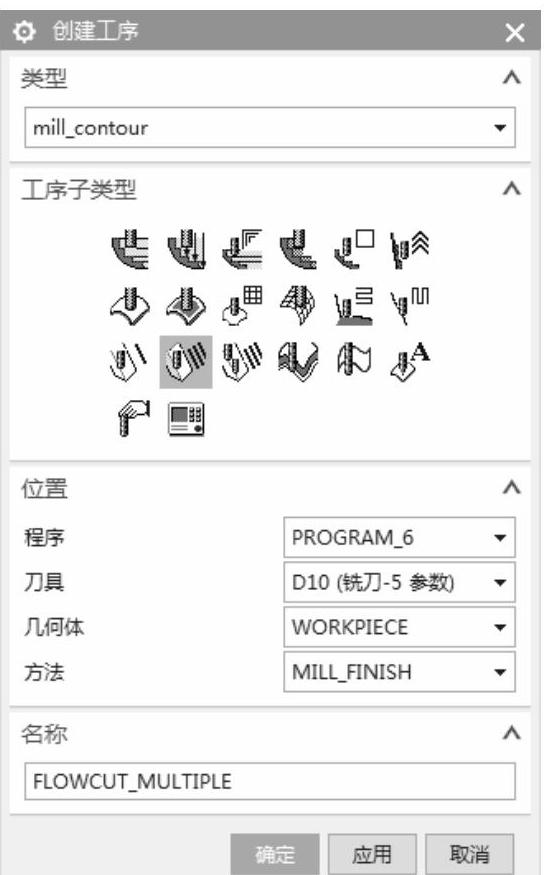
图2-221 “创建工序”对话框

图2-222 “多刀路清根”对话框(https://www.xing528.com)
2)切削参数:大部分参数都默认。单击切削参数 按钮,进入“切削参数”对话框,在“余量”选项卡设置“部件余量”为0.0100,是为了避免跟前面精加工程序产生接痕,如图2-223所示。
按钮,进入“切削参数”对话框,在“余量”选项卡设置“部件余量”为0.0100,是为了避免跟前面精加工程序产生接痕,如图2-223所示。
3)进给率和速度:单击进给率和速度 按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入3500。
按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入3500。
参数设置完成后,单击生成 按钮生成刀轨,如图2-224所示。
按钮生成刀轨,如图2-224所示。
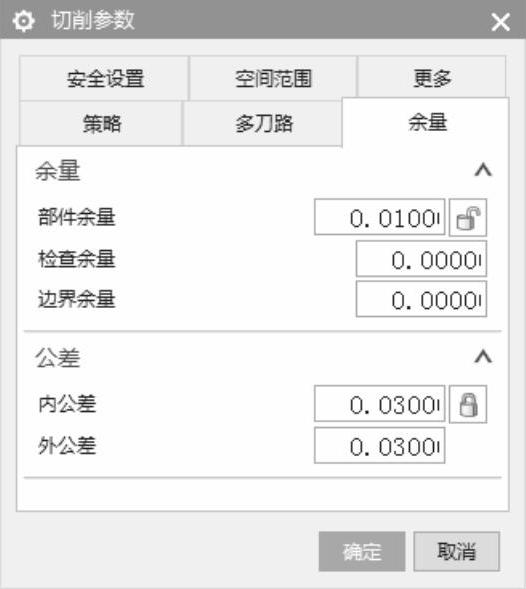
图2-223 “切削参数”的“余量”对话框
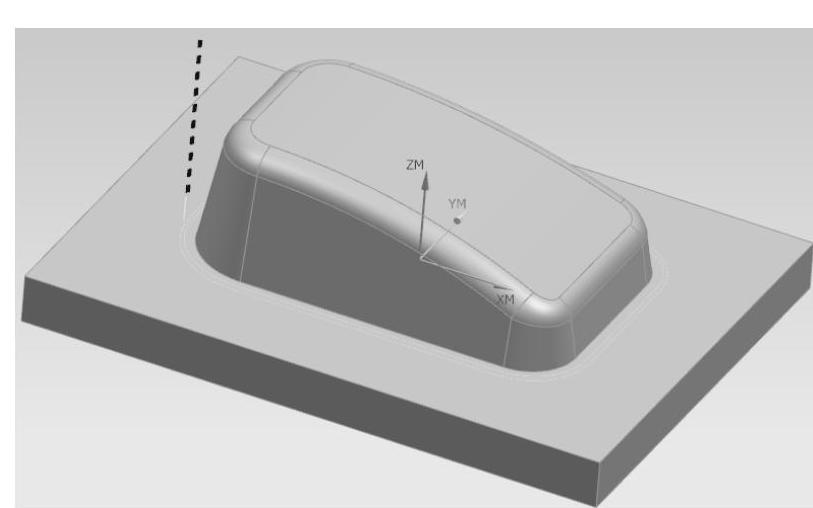
图2-224 生成刀轨
STEP 03刀具路径仿真。选中需要仿真的刀具路径,在功能区单击“主页”→确认刀轨“ ”按钮,进入“刀轨可视化”对话框,选择“3D动态仿真”。单击“文件”→“保存”→“另存为”,保存图档为HC-09A。
”按钮,进入“刀轨可视化”对话框,选择“3D动态仿真”。单击“文件”→“保存”→“另存为”,保存图档为HC-09A。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。