



切削垂直于固定刀轴的平面的同时允许向每个包含手工切削模式的切削区域指派不同的切削模式。
STEP 01打开图档。在UG NX 12.0主界面单击“菜单”→“文件”→“打开”,打开光盘“HC-Examples”文件夹中的HC-04文件,如图2-140所示。
图档中已经使用平面铣进行开粗,动态仿真结果如图2-141所示。下一步选择手工面铣削进行加工平面。
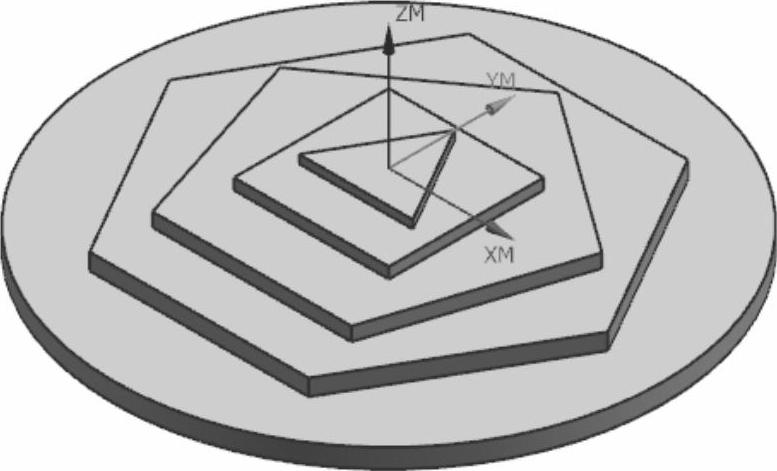
图2-140 图档HC-04
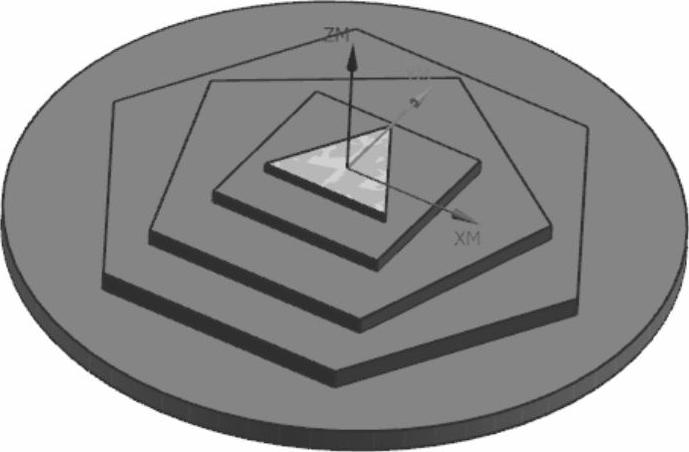
图2-141 动态仿真
STEP 02创建程序组。在功能区单击“主页”→创建程序“ ”按钮,如图2-142所示操作。
”按钮,如图2-142所示操作。
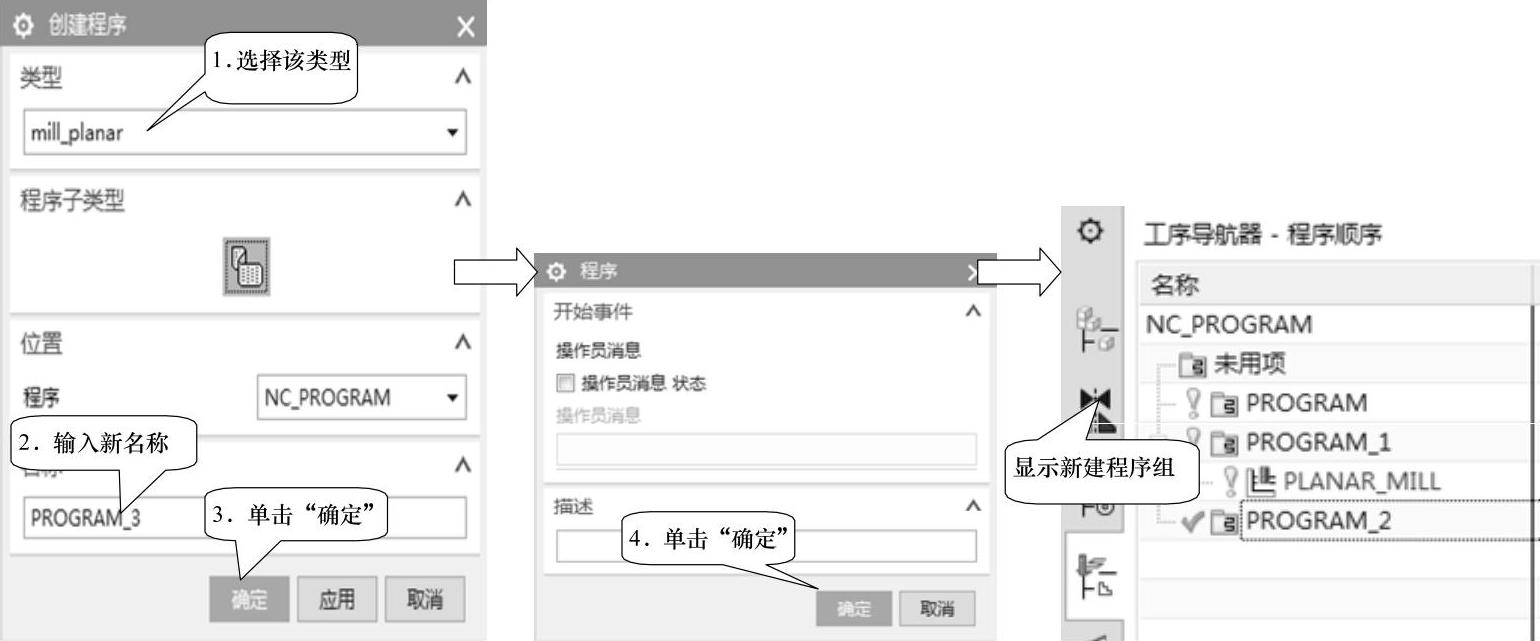
图2-142 创建程序组
STEP 03创建工序——手工面铣削。在功能区单击“主页”→创建工序“ ”按钮,进入“创建工序”对话框,“工序子类型”选择手工面铣削
”按钮,进入“创建工序”对话框,“工序子类型”选择手工面铣削 ,“位置”项下面选择前面创建的各项,如图2-143所示。单击“确定”,进入“手工面铣削”对话框,如图2-144所示,设置各参数。
,“位置”项下面选择前面创建的各项,如图2-143所示。单击“确定”,进入“手工面铣削”对话框,如图2-144所示,设置各参数。
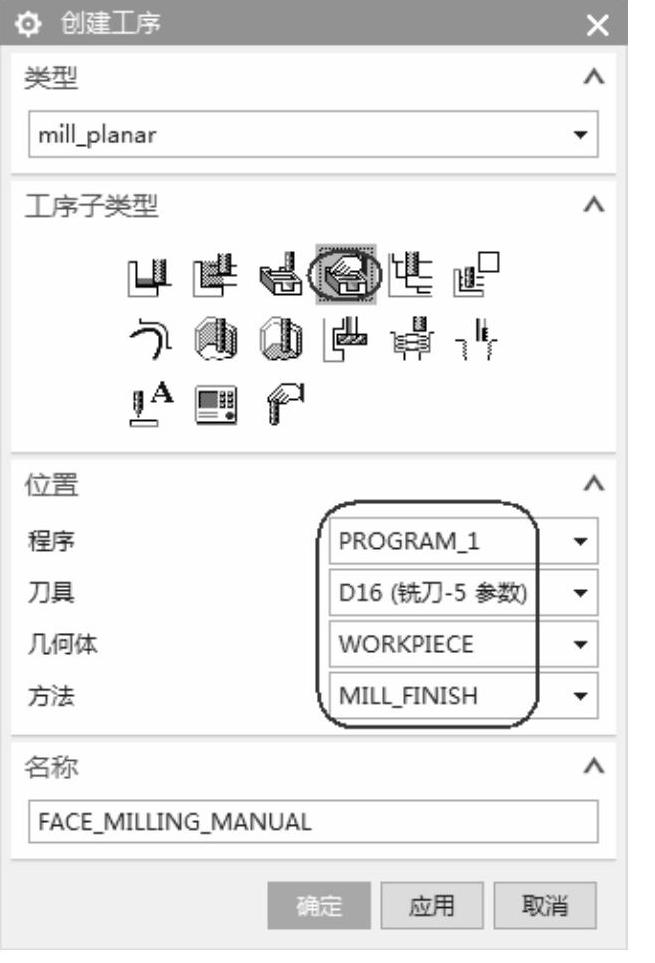
图2-143 “创建工序”对话框
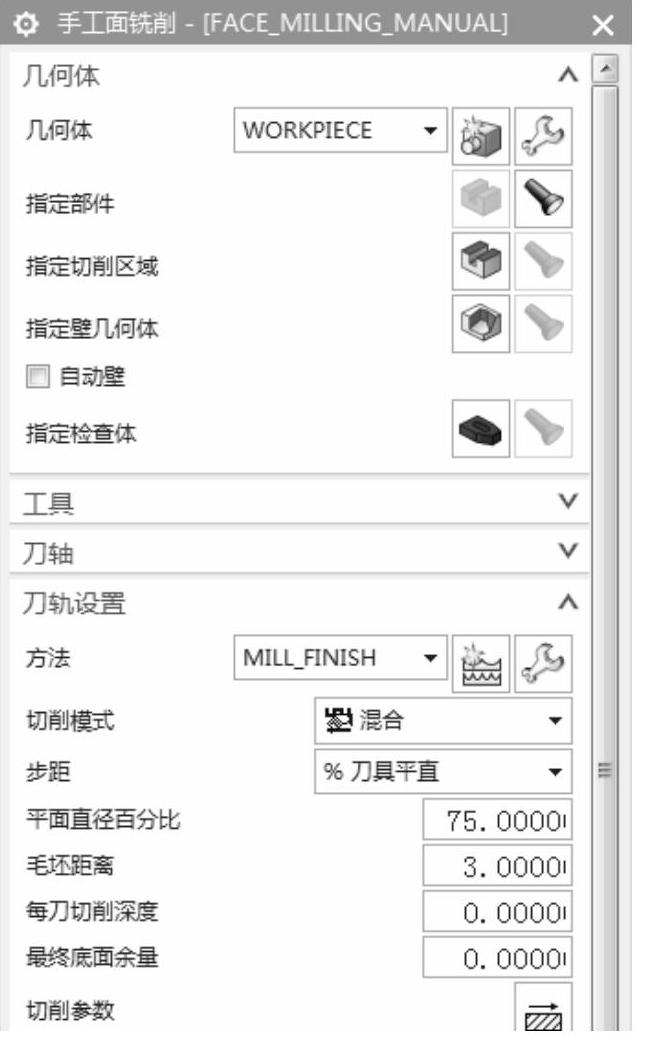
图2-144 “手工面铣削”对话框
1)指定切削区域:单击指定切削区域 按钮,弹出“切削区域”对话框,如图2-145所示。在工作区图形中选择要加工的平面,如图2-146所示。单击“确定”回到“手工面铣削”对话框。
按钮,弹出“切削区域”对话框,如图2-145所示。在工作区图形中选择要加工的平面,如图2-146所示。单击“确定”回到“手工面铣削”对话框。
2)刀轨设置:手工面铣削加工方法的“切削模式”默认了“混合”,不同的平面可以指派不同的切削模式,其余大部分参数与平面铣操作一致。(https://www.xing528.com)
3)切削参数:单击切削参数 按钮,进入“切削参数”对话框,“余量”选项卡设置“部件余量”为0.2500,保证加工带有侧壁的图形避免碰撞侧壁余量,如图2-147所示。
按钮,进入“切削参数”对话框,“余量”选项卡设置“部件余量”为0.2500,保证加工带有侧壁的图形避免碰撞侧壁余量,如图2-147所示。
在“拐角”选项卡设置“凸角”参数为“延伸并修剪”,避免在边角处拐弯,影响加工效果,如图2-148所示。
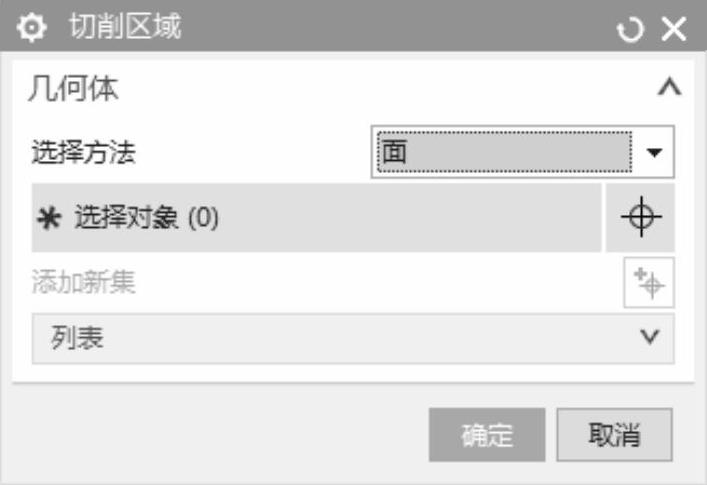
图2-145 “切削区域”对话框
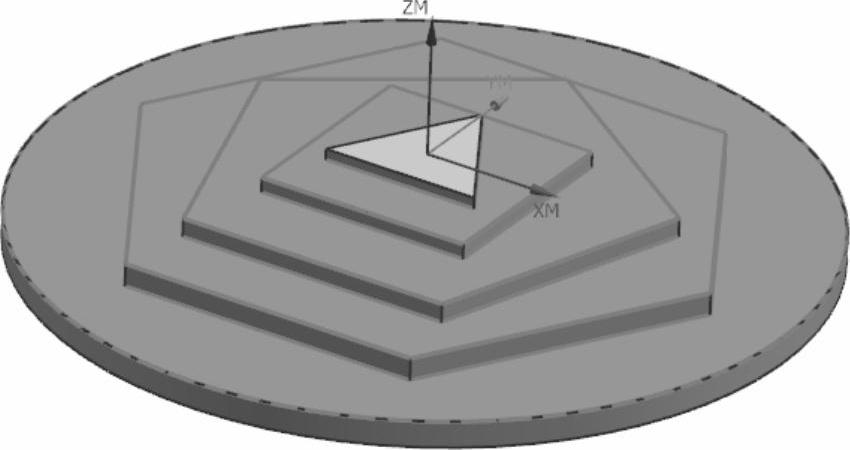
图2-146 指定切削区域
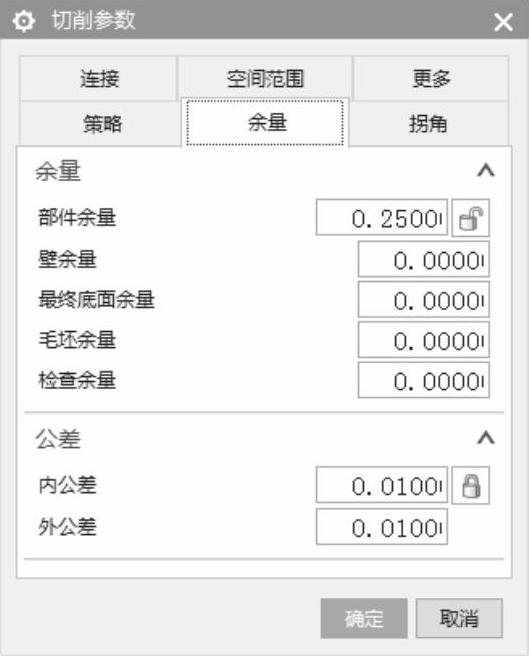
图2-147 “切削参数”的“余量”对话框
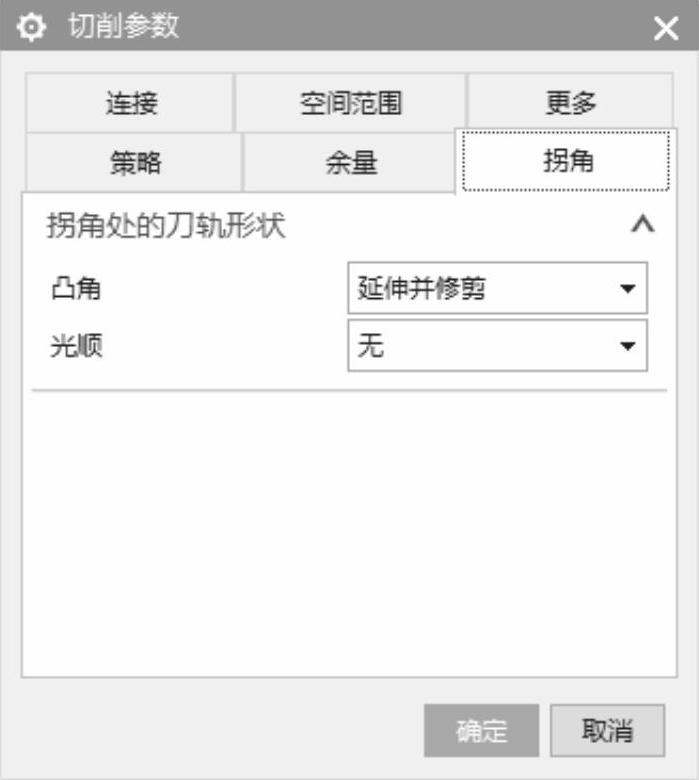
图2-148 “切削参数”的“拐角”对话框
4)进给率和速度:单击进给率和速度 按钮,进入“进给率和速度”对话框,“主轴速度”输入2500,“进给率”设置为600。
按钮,进入“进给率和速度”对话框,“主轴速度”输入2500,“进给率”设置为600。
参数设置完成后,单击生成 按钮,进入“区域切削模式”对话框,在此对话框设置各个平面的不同的切削模式;再单击“确定”按钮,生成刀轨,如图2-149所示。
按钮,进入“区域切削模式”对话框,在此对话框设置各个平面的不同的切削模式;再单击“确定”按钮,生成刀轨,如图2-149所示。
STEP 04刀具路径仿真。选中需要仿真的刀具路径,在功能区单击“主页”→“确认刀轨 ”按钮,进入“刀轨可视化”对话框,选择“3D动态仿真”。单击“文件”→“保存”→“另存为”,保存图档为HC-04A。
”按钮,进入“刀轨可视化”对话框,选择“3D动态仿真”。单击“文件”→“保存”→“另存为”,保存图档为HC-04A。
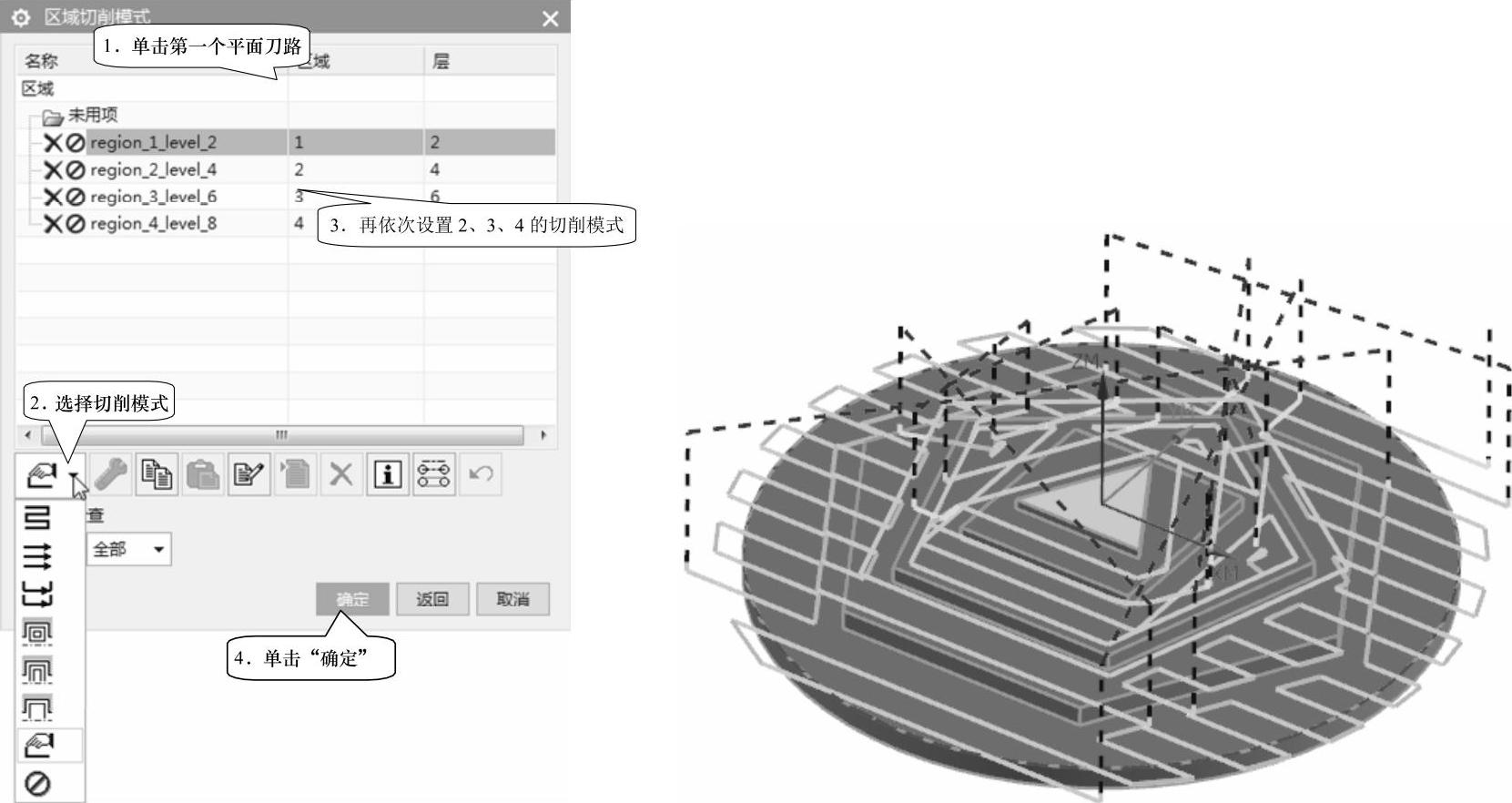
图2-149 “区域切削模式”对话框和生成的刀轨
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。