



用平面边界或面定义切削区域,切削到底平面。
使用边界面铣削是一种特殊的平面铣加工,它以面或边界为加工对象,适合切削实体上的平面,如进行毛坯顶面的加工。
STEP 01打开图档。在UG NX 12.0主界面单击“菜单”→“文件”→“打开”,打开光盘“HC-Examples”文件夹中的HC-03文件,如图2-126所示。
图档中已经创建了程序组和刀具,在“毛坯几何体”对话框中“类型”选择“部件的偏置”,并且偏置一定的量,这样才能在动态仿真的时候看到加工效果,如图2-127所示。

图2-126 图档HC-03
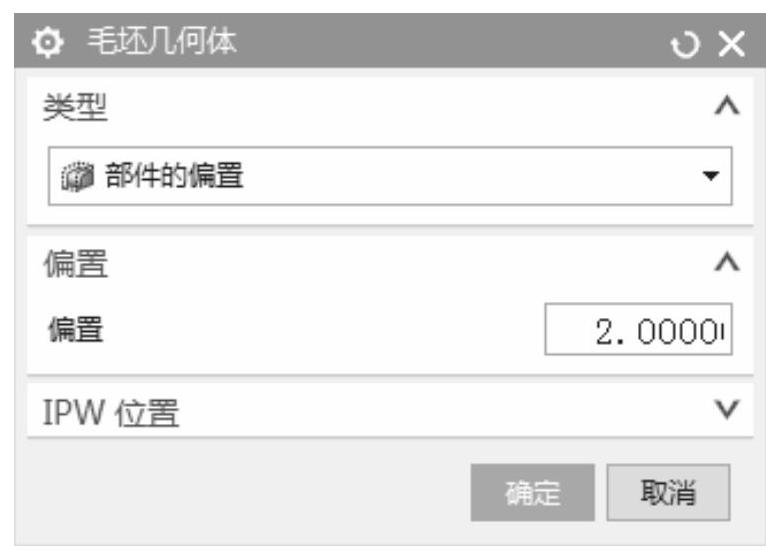
图2-127 “毛坯几何体”对话框
STEP 02创建工序——使用边界面铣削。在功能区单击“主页”→创建工序“ ”按钮,进入“创建工序”对话框,“工序子类型”选择使用边界面铣削
”按钮,进入“创建工序”对话框,“工序子类型”选择使用边界面铣削 ,“位置”项下面选择前面创建的各项,如图2-128所示。单击“确定”,进入“面铣”对话框,如图2-129所示,并设置各参数。
,“位置”项下面选择前面创建的各项,如图2-128所示。单击“确定”,进入“面铣”对话框,如图2-129所示,并设置各参数。
1)指定面边界:单击指定边界 按钮,弹出毛坯边界对话框,如图2-130所示,在工作区中选择要加工的平面,如图2-131所示。
按钮,弹出毛坯边界对话框,如图2-130所示,在工作区中选择要加工的平面,如图2-131所示。
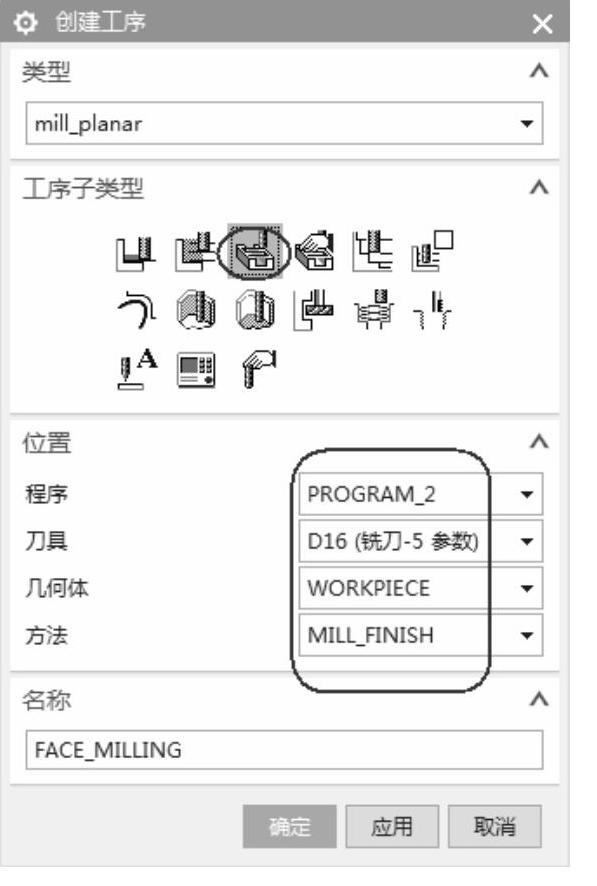
图2-128 “创建工序”对话框

图2-129 “面铣”对话框
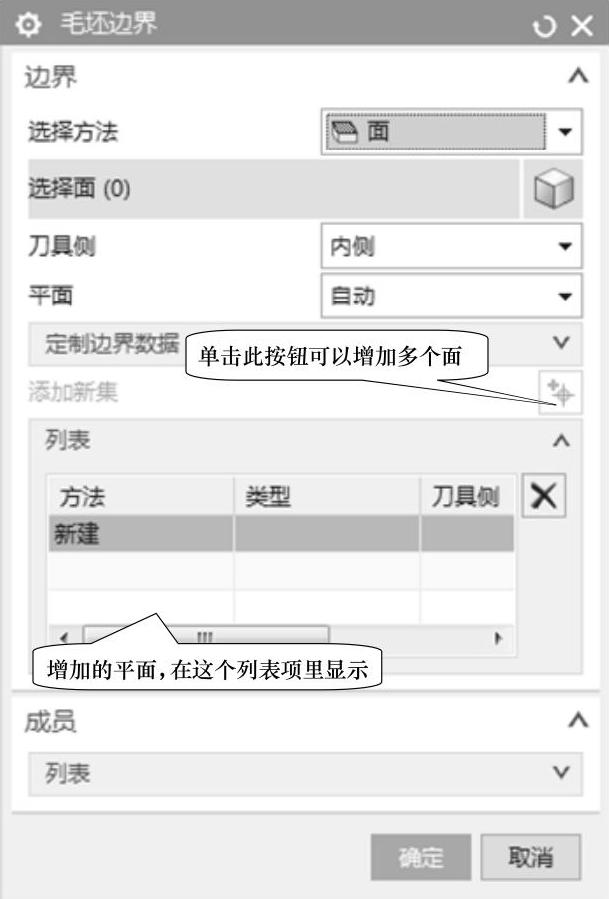
图2-130 “毛坯边界”对话框
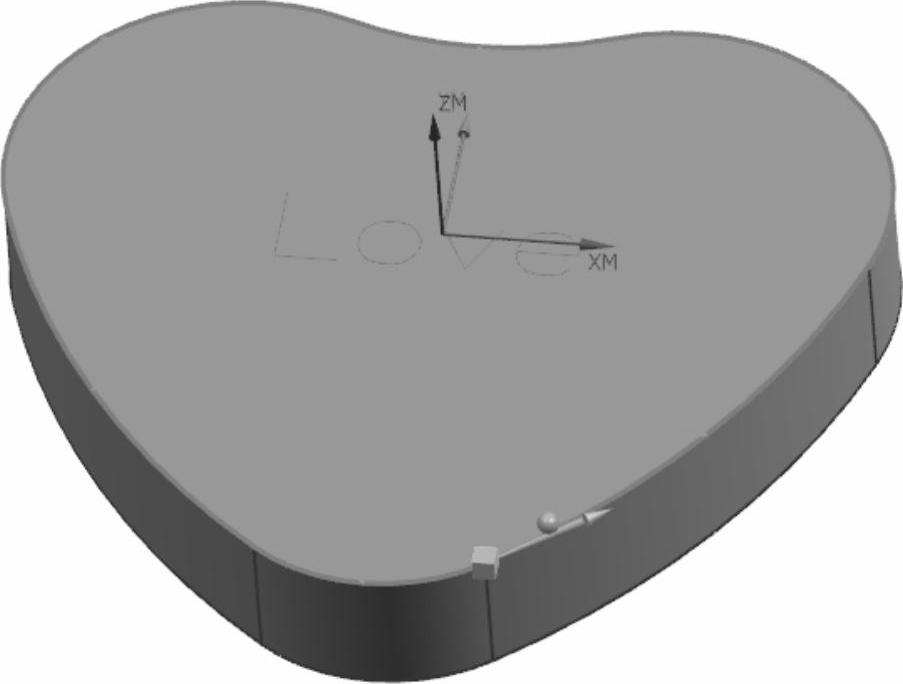
图2-131 选择顶平面
2)检查几何体或检查边界:检查几何体 或检查边界
或检查边界 允许指定体或封闭边界用于表示夹具,生成的刀轨将避开这些区域。
允许指定体或封闭边界用于表示夹具,生成的刀轨将避开这些区域。
3)刀轨设置:使用边界面铣削的刀轨设置如图2-132所示,大部分参数与平面铣操作一致,只是没有切削层选项,使用边界面铣削是对平面的加工,可以设置多层加工。选择“切削模式”为“往复”。
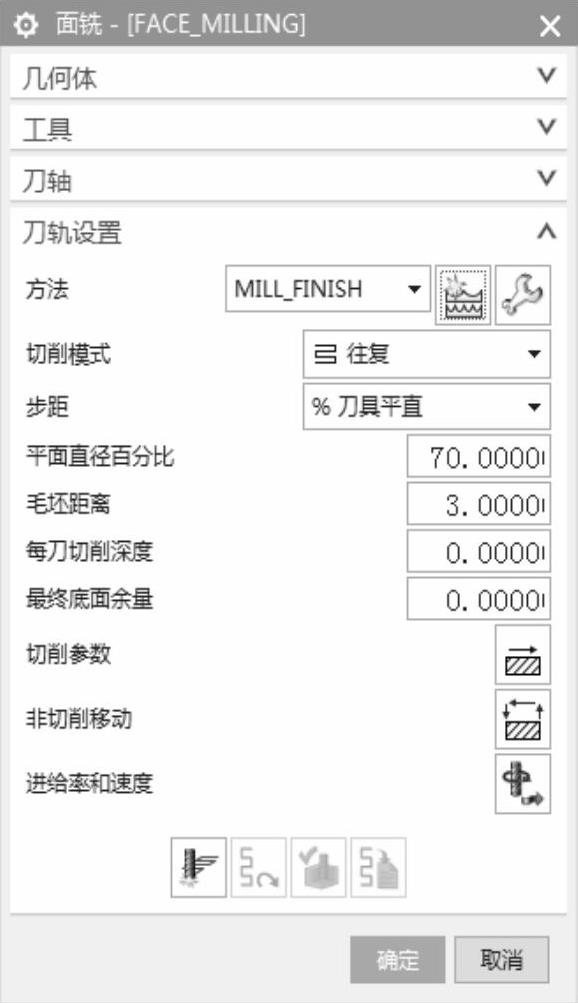
图2-132 刀轨设置
毛坯距离定义了要去除的材料总厚度;最终底面余量定义在面几何体的上方剩余切削材料的厚度。(https://www.xing528.com)
毛坯距离与最终底面余量的差值为加工的总厚度,当两者的差值为0或者每一刀的深度为0时,将只生成一层的刀轨,如图2-133所示。
而毛坯距离与最终底面余量的差值大于0时,将进行分层加工,从零件表面向上偏置产生多层刀轨,如图2-134所示。
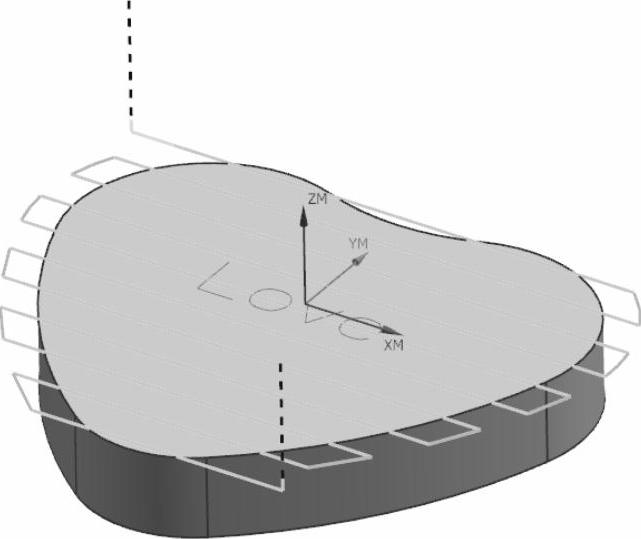
图2-133 单层切削
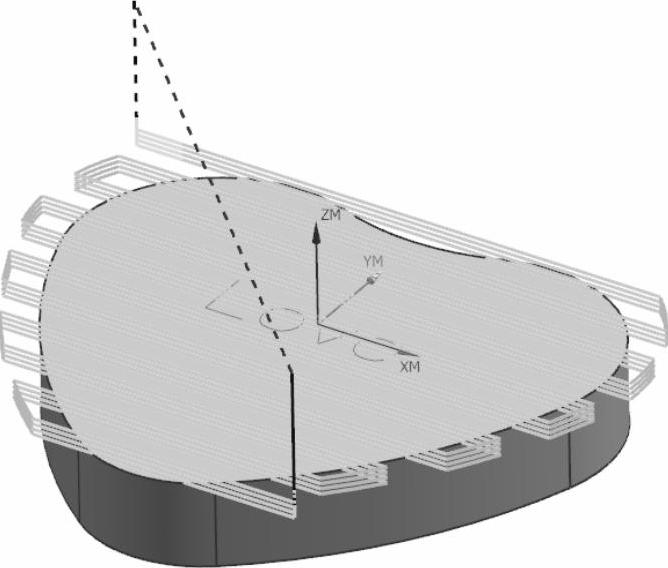
图2-134 多层切削
4)切削参数:单击切削参数 按钮,进入“切削参数”对话框,在“策略”选项卡设置参数,如图2-135所示。有侧壁的图形要设置“壁清理”为“在终点”。指定毛坯延展的距离将使刀具在铣削边界上进行延展,如图2-136所示为设置不同刀具延展量产生的刀轨对比。
按钮,进入“切削参数”对话框,在“策略”选项卡设置参数,如图2-135所示。有侧壁的图形要设置“壁清理”为“在终点”。指定毛坯延展的距离将使刀具在铣削边界上进行延展,如图2-136所示为设置不同刀具延展量产生的刀轨对比。
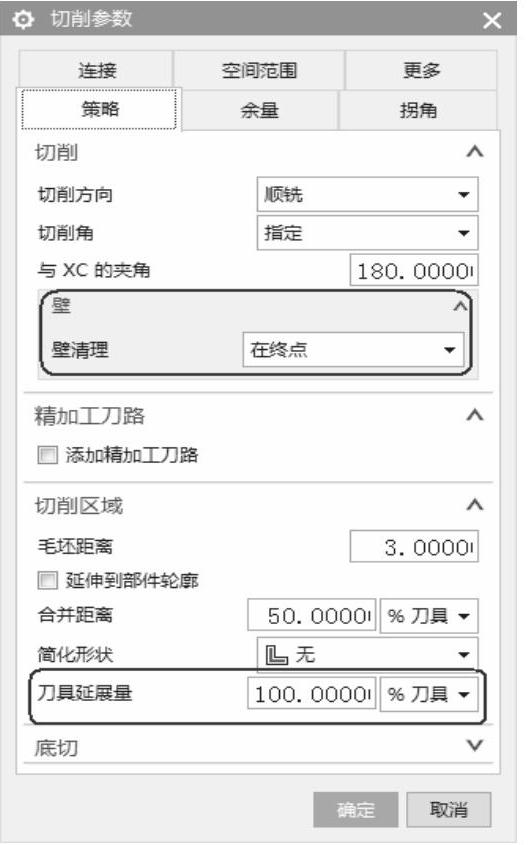
图2-135 “切削参数”对话框
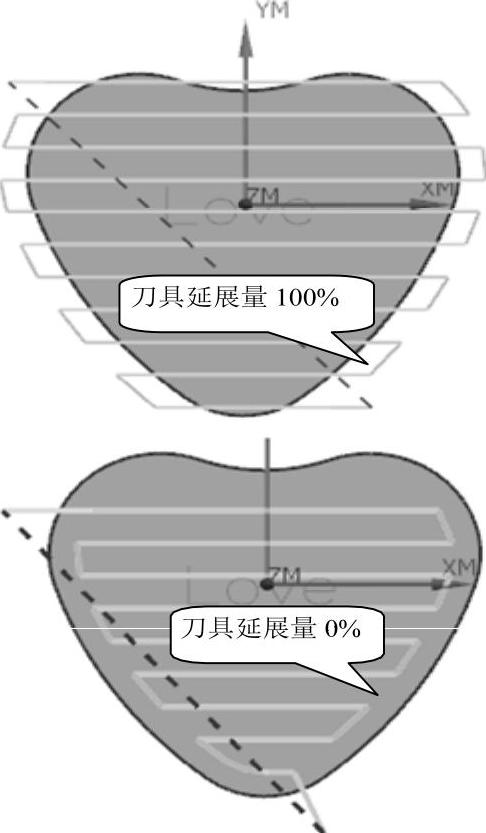
图2-136 刀具延展量
“余量”选项卡设置“部件余量”为0.2500,保证加工带有侧壁的图形避免碰撞侧壁余量,如图2-137所示。
在“拐角”选项卡设置“凸角”为“延伸并修剪”,避免在边角处拐弯,影响加工效果,如图2-138所示。
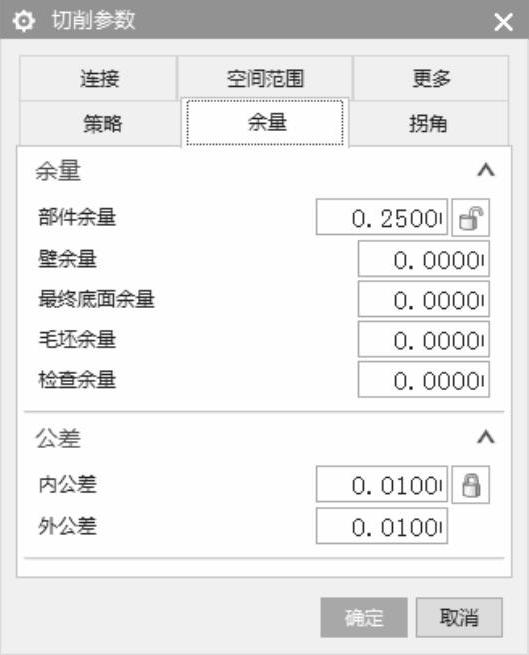
图2-137 “切削参数”的“余量”对话框
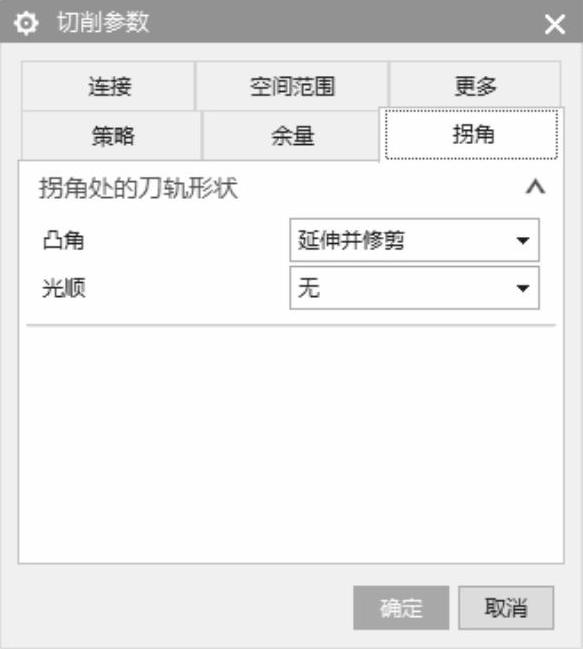
图2-138 “切削参数”的“拐角”对话框
5)进给率和速度:单击进给率和速度 按钮,进入“进给率和速度”对话框,“主轴速度”输入2500,“进给率”设置为600。
按钮,进入“进给率和速度”对话框,“主轴速度”输入2500,“进给率”设置为600。
参数设置完成后,单击生成 按钮生成刀轨,如图2-139所示。
按钮生成刀轨,如图2-139所示。
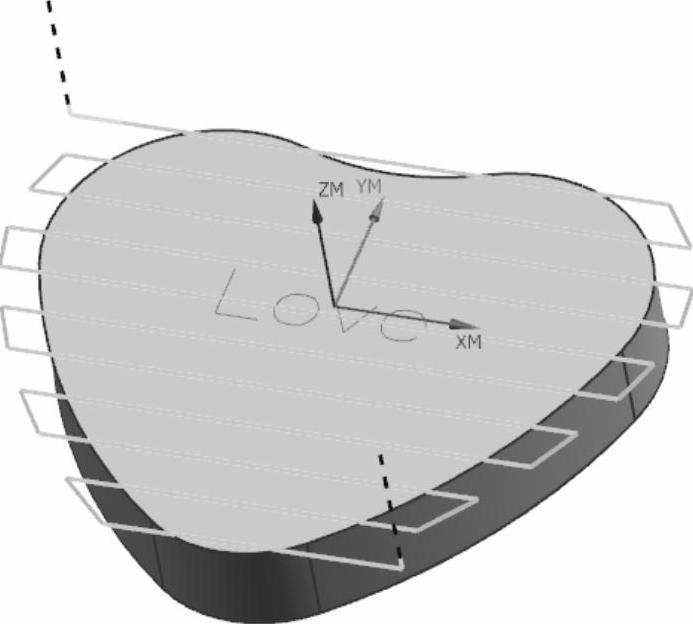
图2-139 生成刀轨
STEP 03刀具路径仿真。选中需要仿真的刀具路径,在功能区单击“主页”→确认刀轨“ ”按钮,进入“刀轨可视化”对话框,选择3D动态仿真。单击“文件”→“保存”→“另存为”,保存图档为HC-03A。
”按钮,进入“刀轨可视化”对话框,选择3D动态仿真。单击“文件”→“保存”→“另存为”,保存图档为HC-03A。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。