



深度加工拐角只沿轮廓侧壁加工清除前一刀具残留的部分材料,而且可以设置切削区域和陡峭限制,特别适合用于垂直方向的清角加工。
打开保存好的HC-01A图档,从前面的程序加工后的形状分析,所剩残料不多,角落还需再用小刀进行清角。
STEP 01创建程序组。在功能区单击“主页”→创建程序“ ”按钮,如图2-70所示操作。
”按钮,如图2-70所示操作。
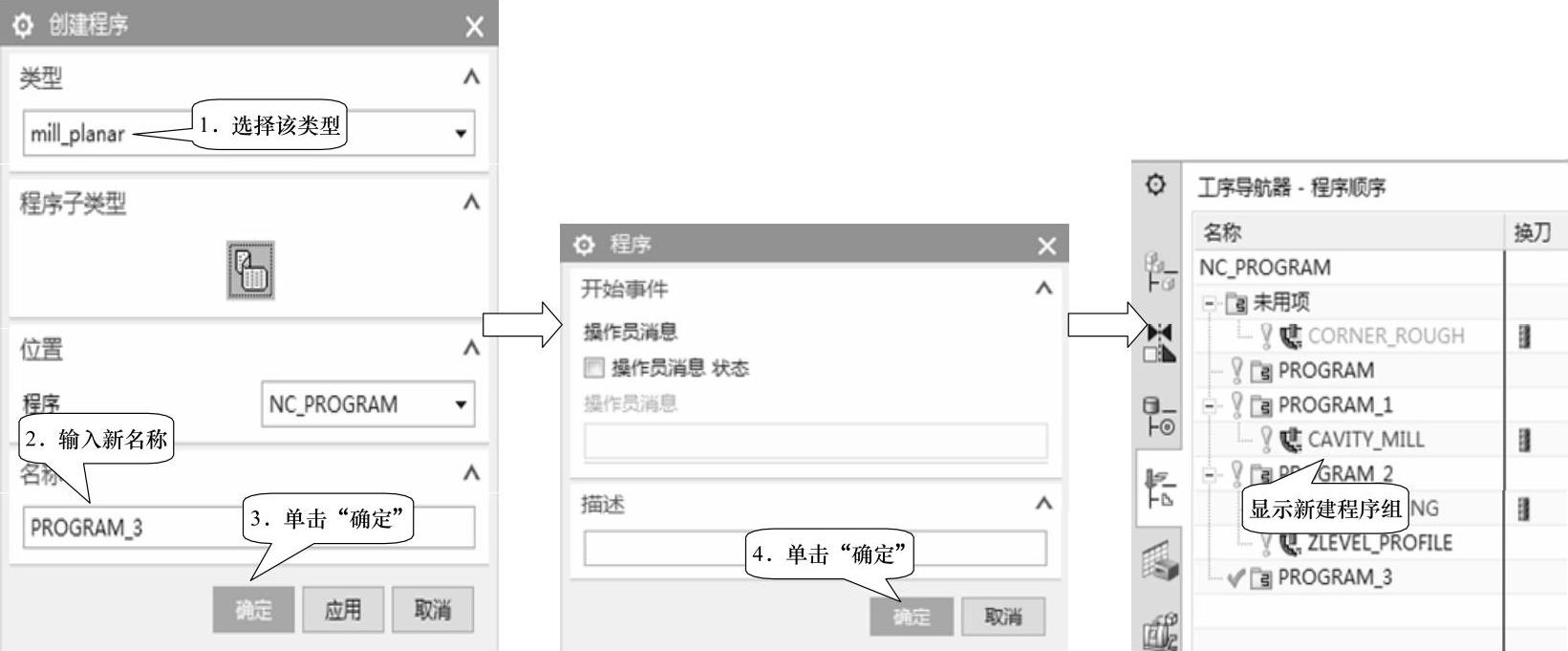
图2-70 创建程序组
STEP 02创建刀具。深度加工拐角选刀方法依据上一把刀半径以上并且接近半径值的刀具,对于残料不多的图形可以适当选择直径小一些的刀具,通过分析选D5平刀进行深度加工拐角。
在功能区单击“主页”→创建刀具“ ”按钮,如图2-71所示操作。
”按钮,如图2-71所示操作。
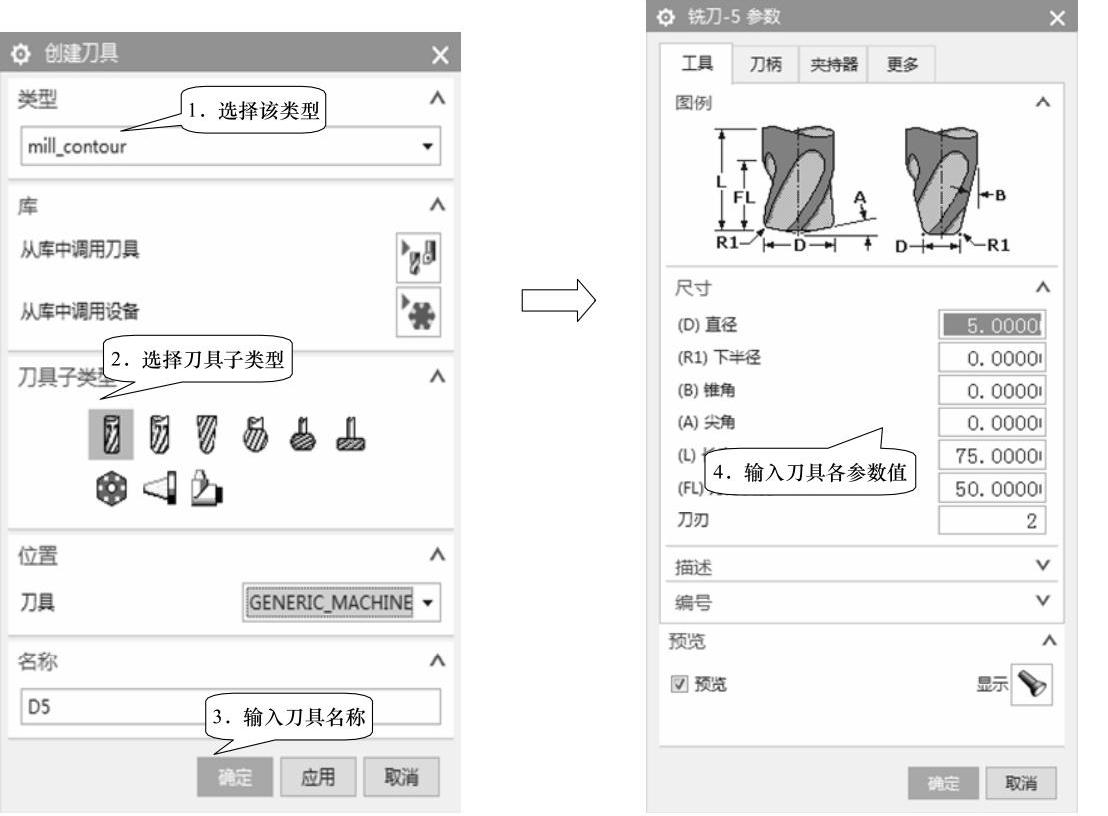
图2-71 创建刀具
STEP 03创建工序-深度加工拐角。在功能区单击“主页”→创建工序“ ”按钮,进入“创建工序”对话框,“工序子类型”选择拐角粗加工
”按钮,进入“创建工序”对话框,“工序子类型”选择拐角粗加工 ,“位置”项下面选择前面创建的各项,如图2-72所示。单击“确定”,进入“深度加工拐角”对话框并设置各参数。
,“位置”项下面选择前面创建的各项,如图2-72所示。单击“确定”,进入“深度加工拐角”对话框并设置各参数。
1)设置参考刀具:选择前一把刀具D10作为深度加工拐角的参考刀具。
2)刀轨设置:“陡峭空间范围”设为“无”,“公共每刀切削深度”设为“恒定”,并设置“最大距离”为0.1500mm,如图2-73所示。
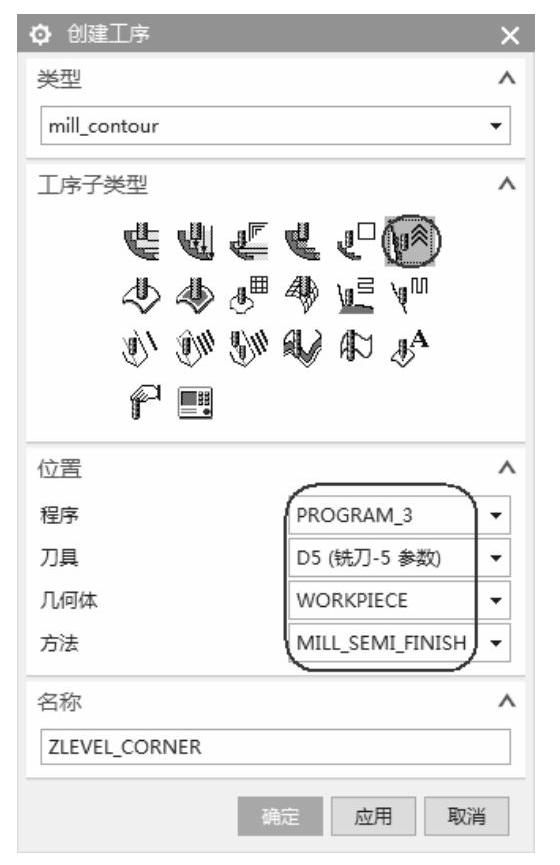
图2-72 创建工序
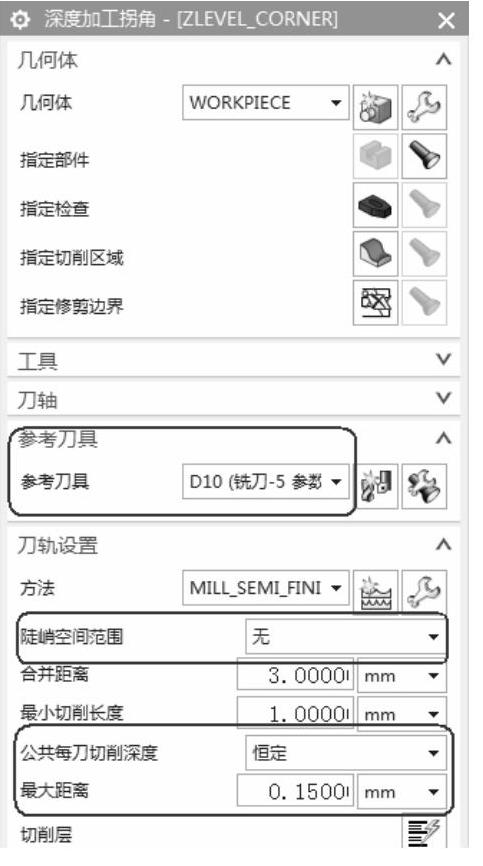
图2-73 刀轨设置
3)切削参数:单击切削参数 按钮,在“余量”选项卡设置参数,如图2-74所示。深度加工拐角的余量设置跟前面程序余量相等或稍大一些。
按钮,在“余量”选项卡设置参数,如图2-74所示。深度加工拐角的余量设置跟前面程序余量相等或稍大一些。
4)非切削移动:单击非切削移动 按钮,进入“非切削移动”对话框。
按钮,进入“非切削移动”对话框。
进刀:残料属于开放区域残料,系统自动使用开放区域的进刀参数。如图2-75所示。(https://www.xing528.com)
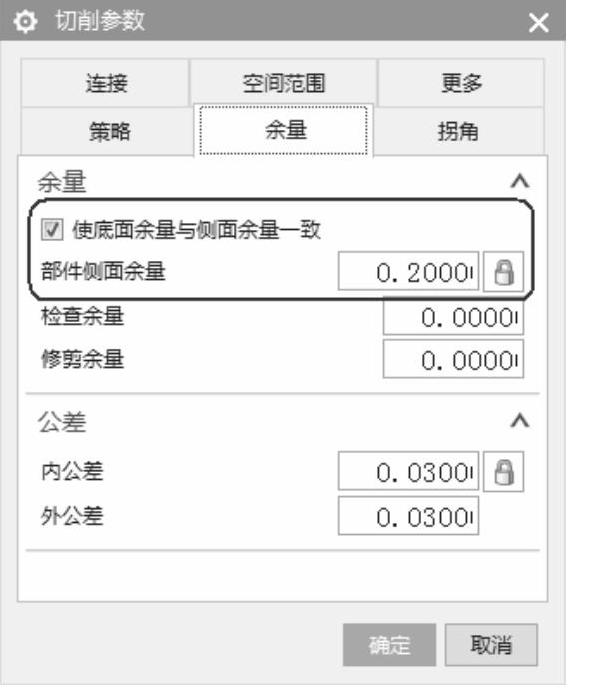
图2-74 “切削参数”的“余量”对话框
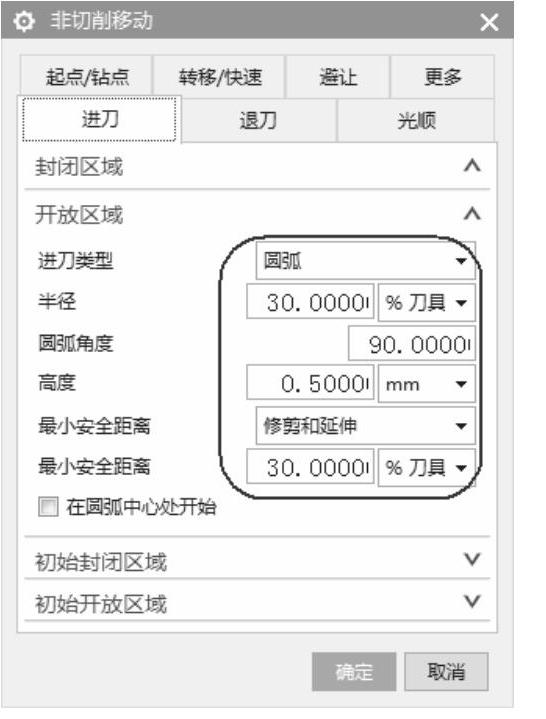
图2-75 “非切削移动”的“进刀”对话框
退刀:设置与进刀相同。
转移/快速:设置“区域内”的“转移类型”为“直接/上一个备用平面”,这样在区域内退刀就会按照进刀项里的0.5mm高度来退刀;“区域之间”则设置“前一平面”,如图2-76所示。
5)进给率和速度:单击进给率和速度 按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入3500.000,如图2-77所示。
按钮,进入“进给率和速度”对话框,进给率和进刀速度默认了加工方法设置的参数,在这只需要在“主轴速度”输入3500.000,如图2-77所示。
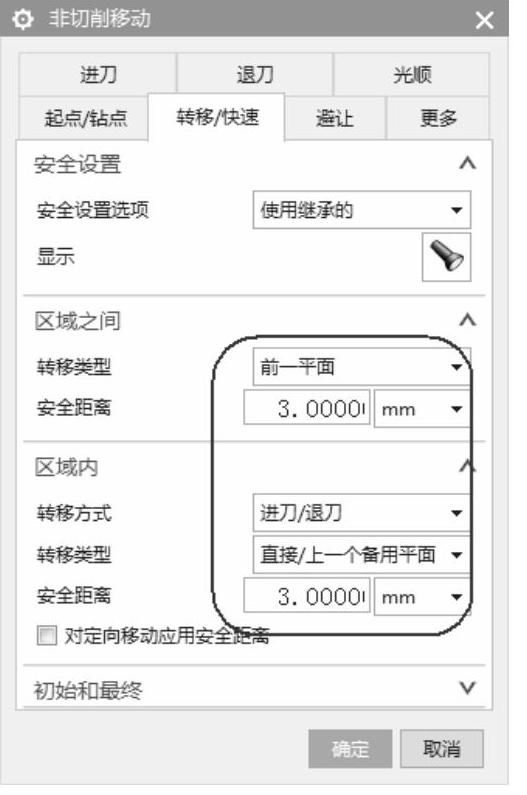
图2-76 “非切削移动”的“转移/快速”对话框
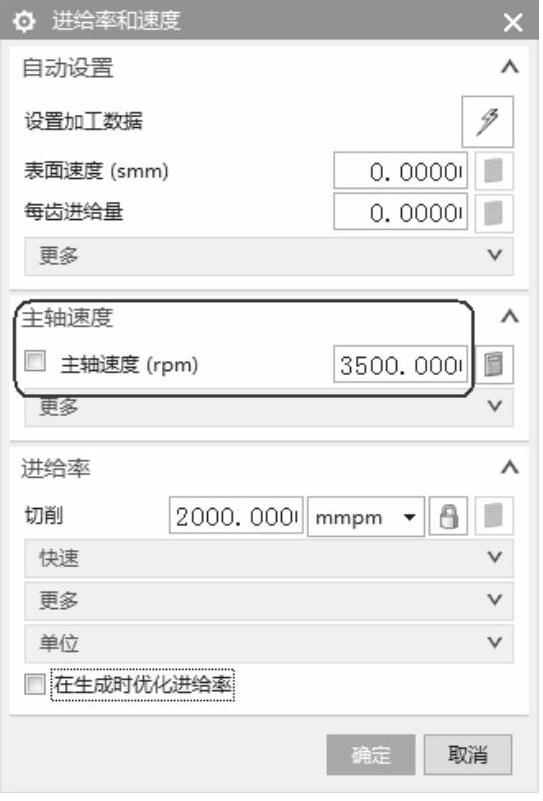
图2-77 进给率和速度
参数设置完成后,单击生成 按钮生成刀轨,如图2-78所示。
按钮生成刀轨,如图2-78所示。
STEP 04刀具路径仿真。选中需要仿真的刀具路径,在功能区“主页”中单击确认刀轨“ ”按钮,进入“刀轨可视化”对话框,选择3D动态仿真,仿真效果如图2-79所示。单击保存
”按钮,进入“刀轨可视化”对话框,选择3D动态仿真,仿真效果如图2-79所示。单击保存 按钮进行保存。
按钮进行保存。
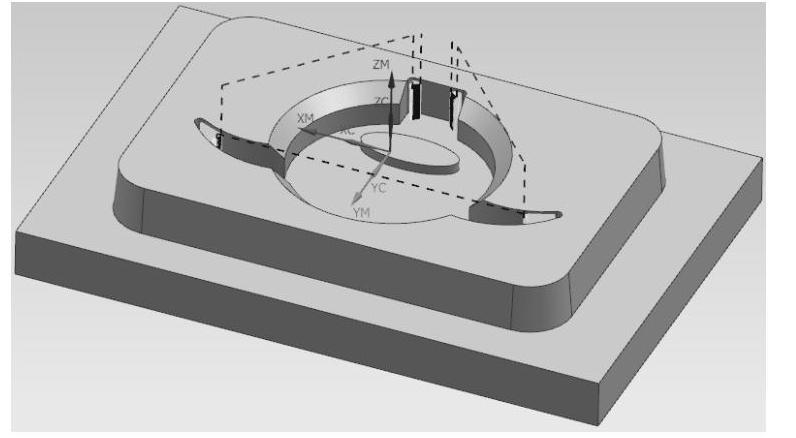
图2-78 生成刀轨
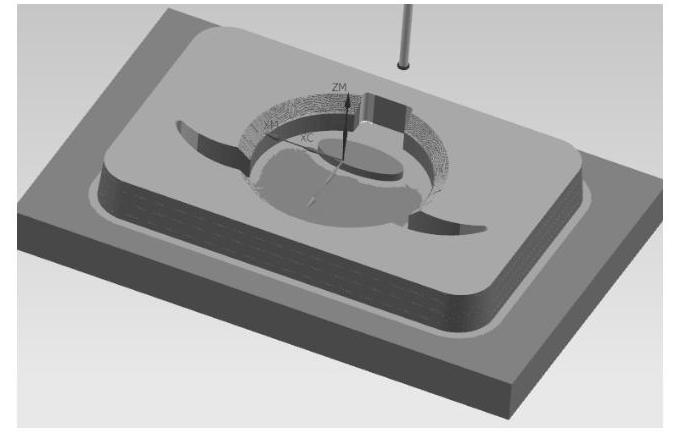
图2-79 3D动态仿真
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。