



片式阀(sectional valves,multiple section directional valve,multiple flow valve),国内普遍称为多路阀。
它是从管式的手动换向阀发展而来的:一个控制片含一个换向阀阀芯,控制一组执行器——液压缸或液压马达。几乎所有的控制功能都集中在这一片上(见图1-4)。
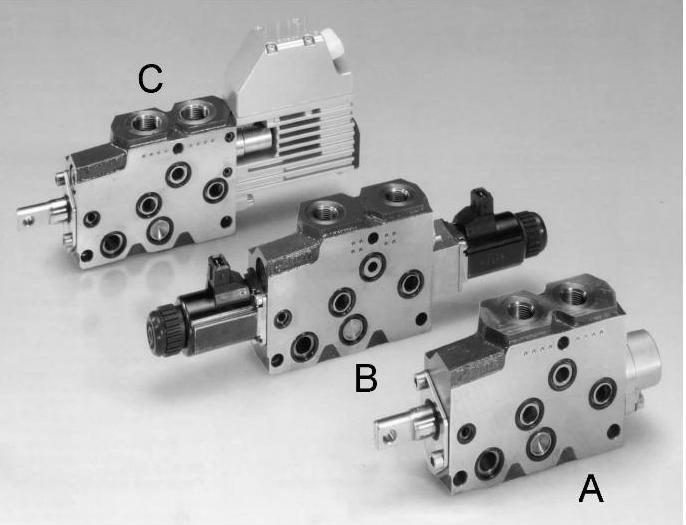
图1-4 一些不同控制方式的多路阀片(BR)
A—手动换向阀 B—电磁换向阀 C—带应急手动和控制器的电比例换向阀
把各片的进油口P和回油口T的位置做得相同,就可集合在一起,共用P、T(见图1-5)。
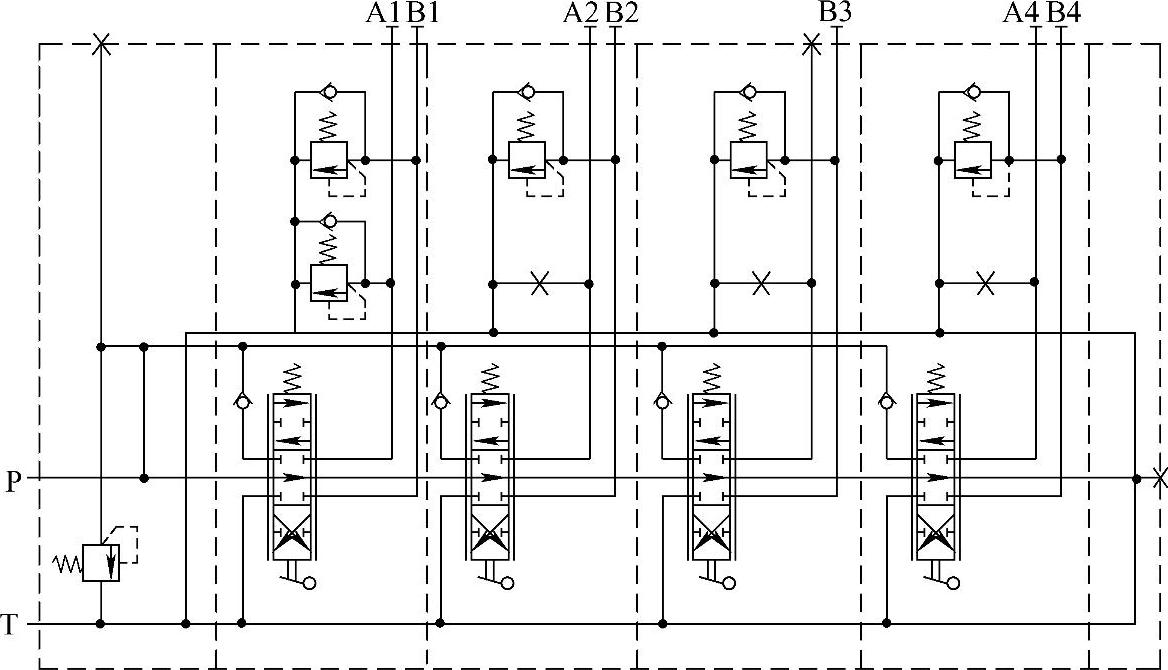
图1-5 多路阀回路图(PK)
多路阀一般都有一通用控制块:油源块,也称主控块,或头块;一般还有一个尾块。然后通过螺栓紧固在一起(见图1-6)。
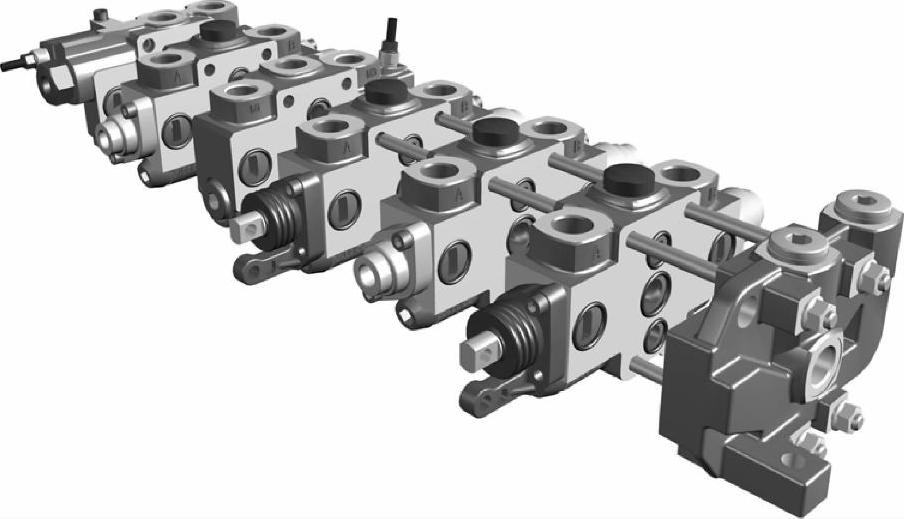
图1-6 多路阀组装示例(PK)
这种安装连接方式的最大特点就是灵活,需要控制几组执行器就用几片。
因为共用油源块,结构就比较紧凑。
阀体大多用铸铁,也有钢制的。
多路阀从最早的手动发展到今天,已有液控、电磁阀控、比例阀控、总线控等多种控制形式(图1-7)。如果电控的可靠性和性价比极大地提高了,附加的作为应急用的手动就没有必要了。(https://www.xing528.com)
多路阀在行走机械的液压系统中广泛使用(见图1-8)。考虑到操作习惯,这种组装方式还会存在相当长的时间。
多路阀的弱点:
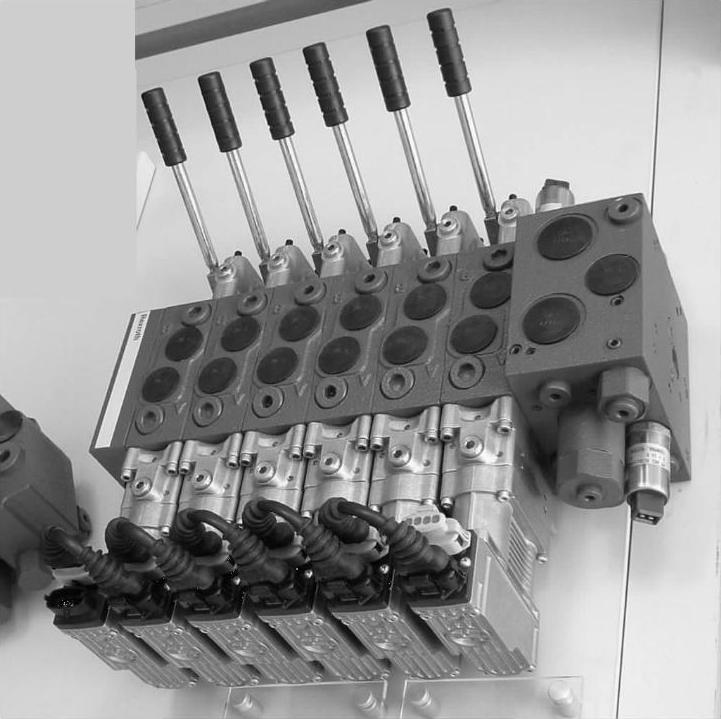
图1-7 带应急手动的可通过区域总线控制的电磁驱动多路阀(BR)

图1-8 多路阀用在行走机械中(BR)
1)片与片之间可能会泄漏。
2)因为管道固定在阀体上,因此,要更换某一片阀时,不仅必须松开紧固螺栓,还要拆卸管道。还是较麻烦。
这种安装连接方式开始受到集成块方式的排挤。有些生产商针对一些大批量的主机,采用一个专门设计的大集成块来代替多片的组合(见图1-9)。这就大大减少了可能的泄漏部位,而且总的外形尺寸也可减少。这种技术需要突破以下几个薄弱环节:
1)作为集成块体的铸件的质量要高。因为只要某一阀孔出现铸造砂眼,整个集成块就报废了。
2)机加工的稳定性要高。因为只要某一个部位加工超差,同样必须废弃整个集成块。
3)集成块的硬度与耐磨性要好。现在集成块大多采用铸铁,而阀杆采用低合金钢。热处理后,阀杆一般都比阀块硬。结果,在使用中,由于污染而引起损伤时,常常是阀块先于阀杆损伤。而更换整个集成块的代价,显然要比更换单片阀贵得多。
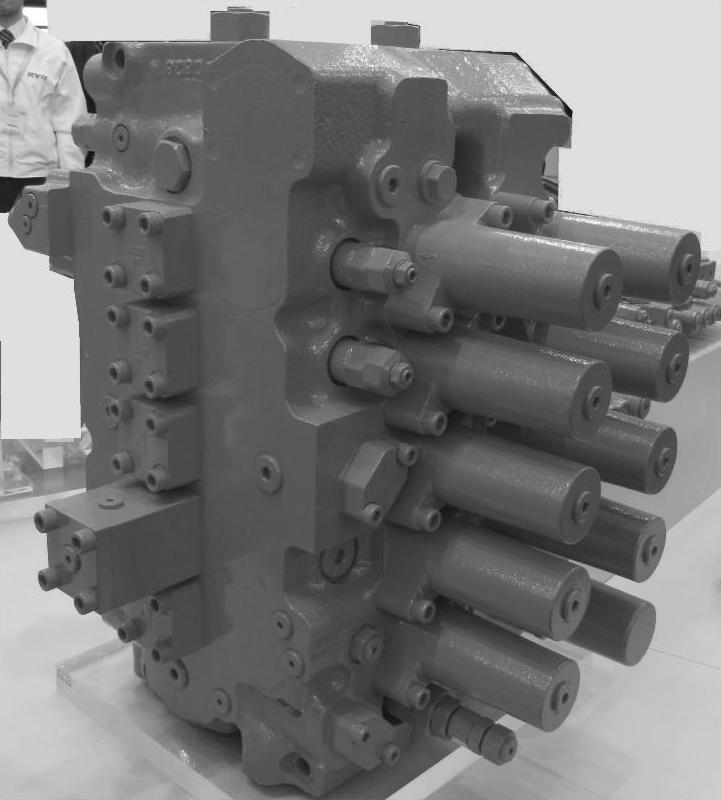
图1-9 集成式多路阀(KYB)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。