



【摘要】:2)正确选用磨具、修整及平衡砂轮。3)确定工件在磨削时的定位、找正及装夹方法,选择磨床夹具。4)确定合适的磨削用量及切削液。5)偏心锥套磨削操作正确。6)磨削后工件的检验。6)其他:如润滑油、润滑脂、磨石、砂布、金相砂纸、擦料等。
1.内容及操作要求
(1)考件图样(图4-5)
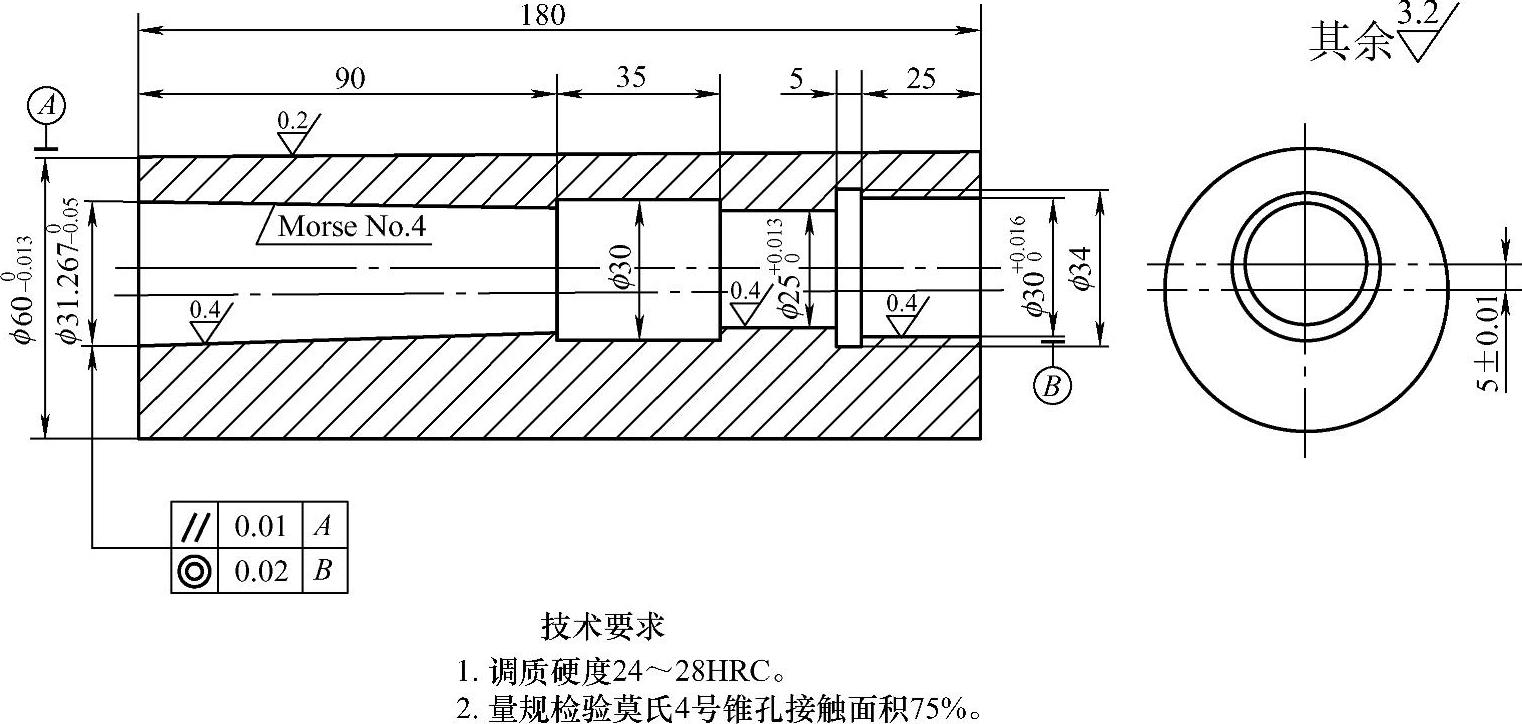
图4-5 偏心锥套磨削
(2)考核要求
1)合理制定出零件加工工艺,特别是磨削工艺。
2)正确选用磨具、修整及平衡砂轮。
3)确定工件在磨削时的定位、找正及装夹方法,选择磨床夹具。
4)确定合适的磨削用量及切削液。
5)偏心锥套磨削操作正确。
6)磨削后工件的检验。
2.准备工作
(1)材料准备 材料为45钢,调质处理后硬度为24~28HRC;毛坯经车削后,均留0.30~0.35mm磨削余量(单面),外圆留0.40~0.45mm磨削余量(单面)。
(2)设备、工具、磨具及量具准备
1)外圆磨床、内圆磨床或万能磨床。(https://www.xing528.com)
2)扳手、单动卡盘、中心架、固定顶尖、回转顶尖、拨盘、卡头。
3)工艺料头(或堵头)、专用心轴。
4)砂轮(内圆磨削及外圆磨削用)。
5)游标卡尺、千分尺、内径指示表、莫氏4号塞规、指示表及表座。
6)其他:如润滑油、润滑脂、磨石、砂布、金相砂纸、擦料等。
3.考核时间
(1)基本时间 准备时间30min,正式操作时间360min。
(2)时间允差 每超过5min,从总分中扣除1分,不足5min按5min计;超过30min不计成绩。
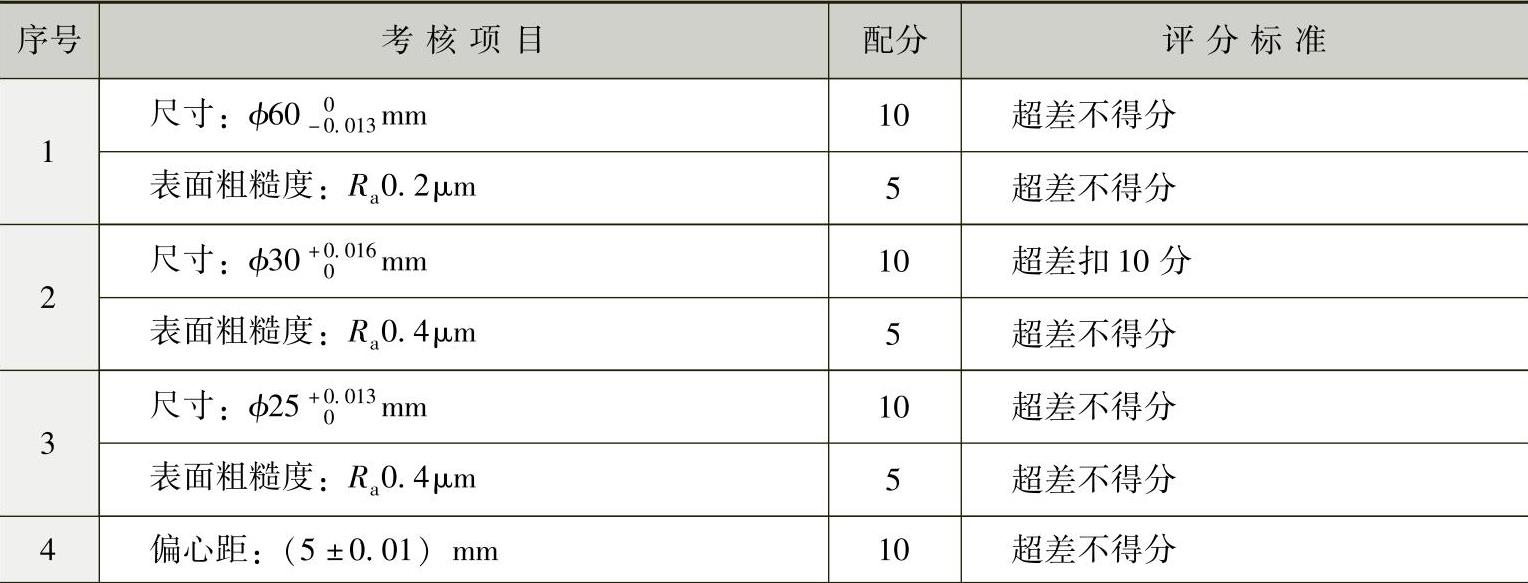
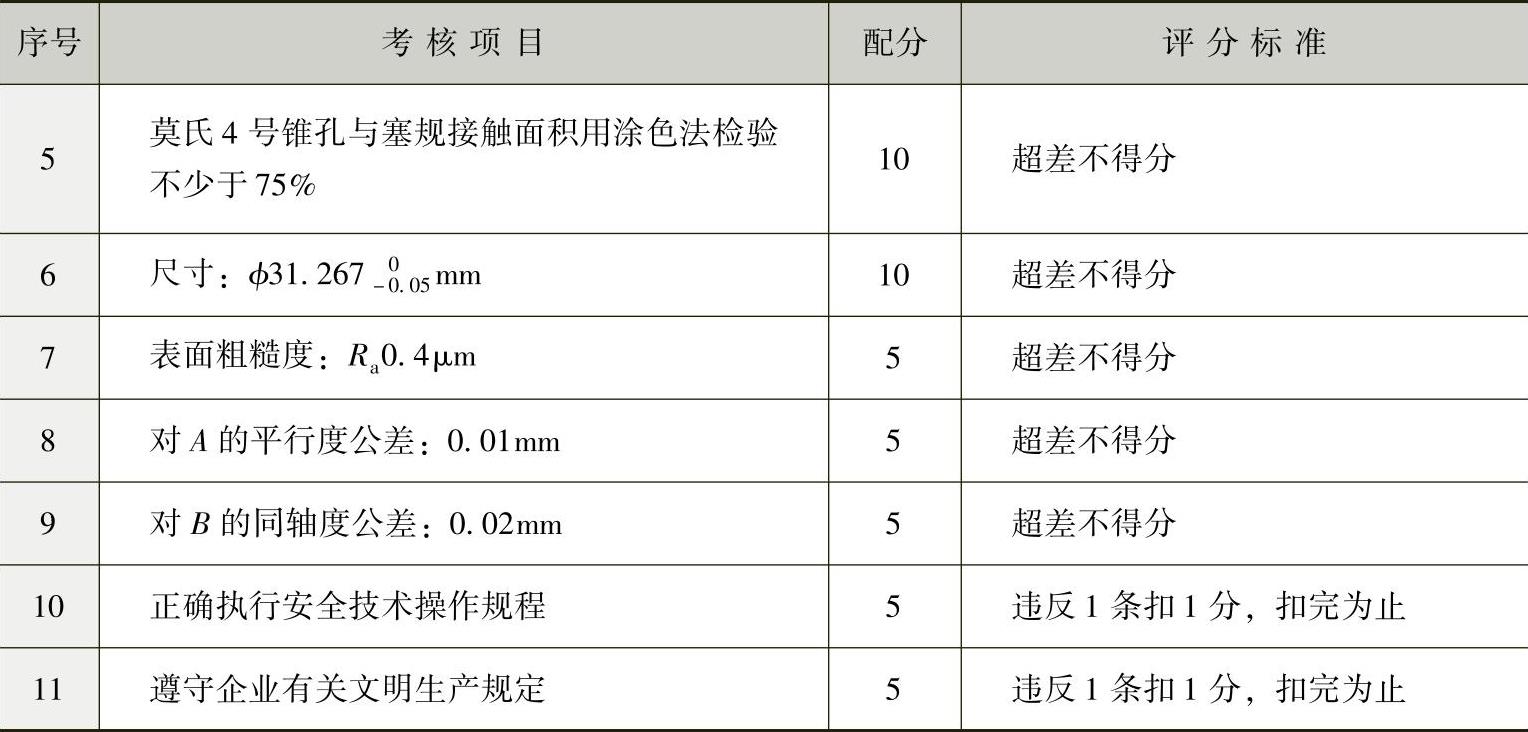
4.考核项目及评分标准
考核项目及评分标准见表4-5。
表4-5 考核项目及评分标准
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。