



核心知识点
知识点1:高精度锥体的检测方法
重点内容:
(1)采用正弦规检测。测量时将正弦规放在精密平板上,一根圆柱与平面接触,另一根放在已计算好的量块组上,将圆锥放在正弦规上,并用挡板挡住使工件在测量时不移动,此时工件锥面上素线应与精密平板平行,其平行误差反映了工件圆锥角误差。
(2)采用指示表或电感测微仪配合正弦规进行检测。
知识点2:高精度内锥体的检测方法
重点内容:检测高精度内锥体的方法有直接测量法和间接测量法两大类。
(1)直接测量法(比较测量法) 比较测量法检测角度和锥体是指用角度量块、角度样板或直角尺等定角度量与被测角比较,用光隙法或涂色法估计被测角度的误差。常用的量具有:角度量块、直角尺、圆锥量规和锥度样板等。
(2)间接测量法 间接测量法是指先测量与被测角有关的线性尺寸,再利用公式计算被测的角度。这种方法简单、实用,适用于单件小批量生产。采用的工具有:圆柱、圆球、平板和万能量具等。具体的测量方法有:
1)用圆柱或圆球测量。
2)用正弦规检测。
3)用万能工具显微镜检测。
知识点3:磨削圆锥面不准确的主要原因
重点内容:
1)工作台、头架或砂轮角度调整不准确。
2)显示剂涂得太厚。
3)量规测量有晃动。
4)砂轮变钝引起磨削弹性变形。
5)工件刚性差,砂轮转速低,切削力差。
知识点4:磨削圆锥素线不直的原因
重点内容:砂轮架(或内圆砂轮轴的旋转轴线)与工件旋转轴线不等高。
知识点5:锥度检验不准确对锥度的影响
重点内容:锥度检验不准确会造成锥度过大和过小,影响接触面积大小,影响接触锥长的长度,自锁性差,引起锥配合的对中精度引起晃动。
知识点6:磨削圆锥面锥度不准确的解决办法
重点内容:
1)检查时显示剂涂得极薄且均匀。
2)圆锥量规不能晃动,转动应在±30°以内。
3)调整圆锥达到要求后,固定工作台、头架位置后再进行磨削。
4)使砂轮保持锋利状态。
5)精磨余量要小,减小砂轮对工件的接触长度。(https://www.xing528.com)
6)砂轮架旋转轴与工件旋转轴线要等高。
知识点7:外圆锥螺纹中径的测量方法
重点内容:粗磨螺纹后,可用螺纹千分尺比较法测量螺纹中径。测量时,要在螺纹的两端和中间并转90°的两个截面上进行,其测量误差为0.04~0.05mm;半精磨螺纹后,用三针测量法测量螺纹中径,为得到较高的测量精度,可在卧式测长仪上进行测量;精磨和精密磨螺纹后,常在万能工具显微镜上采用测量刀轴切法是测量螺纹中径,可得到更高的测量精度。
知识点8:外圆锥螺纹螺距的测量方法
重点内容:精密丝杠螺距的测量一般在万能工具显微镜或大型工具显微镜上进行。粗磨、半精磨螺纹后,用影像法检测;精磨和精密磨螺纹后,采用测量刀轴切法检测。对于小螺距或大直径、大螺旋角的螺纹,则用干涉法测量螺距。
知识点9:正弦规的使用
重点内容:正弦规是利用三角函数中正弦(sin)关系来计算测量角度的一种精密量具。它由一个准确的钢质长方体和两个精密圆柱组成。
测量时,正弦规安放在精密平板上,工件放在正弦规的平面上,下面垫进量块组,量块组高度可以根据被测零件圆锥角进行精确计算获得。然后用指示表检验工件圆锥体的两端高,如果读数相同,就说明圆锥角正确。
知识点10:用正弦规检验高精度锥体的方法
重点内容:如图2-9所示用正弦规检验高精度锥体的方法为:首先按被测圆锥塞规的锥度,根据 算出量块组的高度H,然后将正弦规的工作台平面对平板倾斜成圆锥角α,并将量块组垫入圆柱下使α角度固定。接着将圆锥塞规放在正弦规工作台上,并由挡板挡住,使塞规在测量时不发生窜动。也可在工作台的小孔里插上定位销来限制被测锥面的位置,然后用指示表测量圆锥塞规上的素线。如果指示表在a点和b点两处的读数相同,则表示锥度正确。如果指示表在a点和b点两处的读数不同,则表示锥度有误差,若a点值高于b点,则圆锥角增大;若b点值高于a点,则圆锥角减小。
算出量块组的高度H,然后将正弦规的工作台平面对平板倾斜成圆锥角α,并将量块组垫入圆柱下使α角度固定。接着将圆锥塞规放在正弦规工作台上,并由挡板挡住,使塞规在测量时不发生窜动。也可在工作台的小孔里插上定位销来限制被测锥面的位置,然后用指示表测量圆锥塞规上的素线。如果指示表在a点和b点两处的读数相同,则表示锥度正确。如果指示表在a点和b点两处的读数不同,则表示锥度有误差,若a点值高于b点,则圆锥角增大;若b点值高于a点,则圆锥角减小。
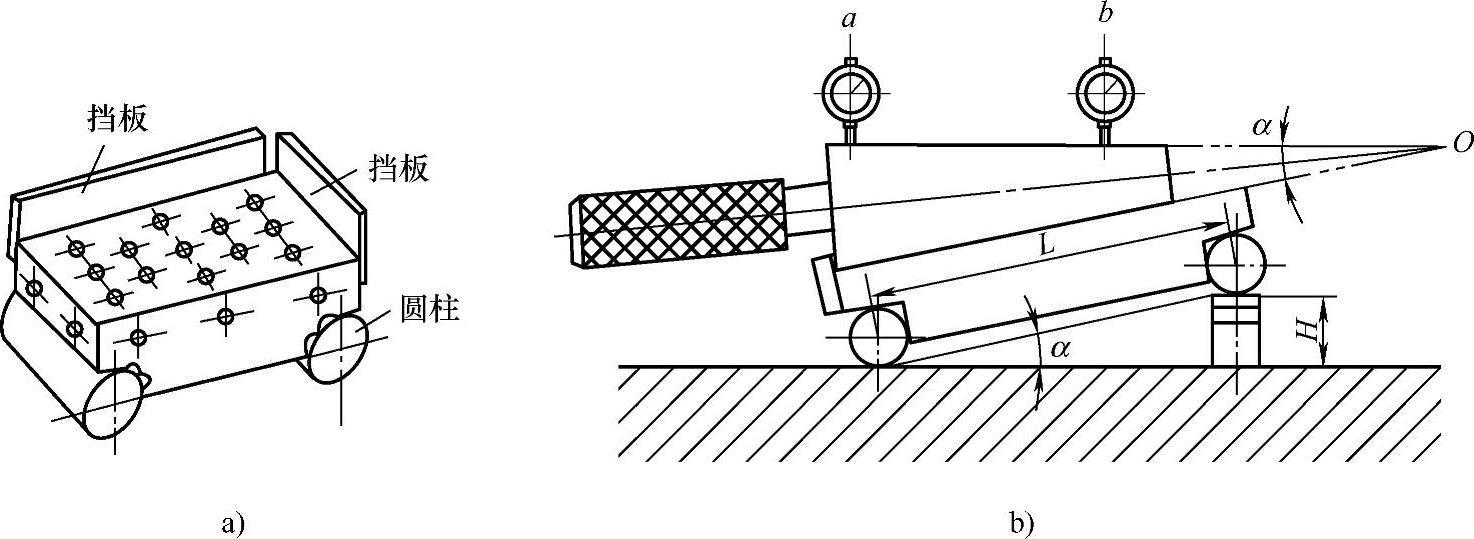
图2-9 正弦规
a)正弦规 b)测量方法
知识点11:电感测微仪的测量
重点内容:电感测微仪是一种精度高、测量范围大、稳定性好、能够准确测出微小尺寸变化的精密测量仪器。它由主体和测头两部分组成,测量范围有±3μm、±10μm、±30μm、±100μm四挡。相对应的每小格刻度值为0.1μm、0.5μm、1μm、5μm四挡。第一挡精度最高,它可用于测量传递基准塞规和其他较精密的外圆锥面。
测量方法与指示表测量方法相同,可以用单个测头装在架子上对a、b两点进行移动测量。也可用两个电感测微仪两只测头在a、b点固定位置进行测量。但固定测量必须有一个相当准确的基准塞规作标准校正,然后对工件的锥面进行比较测量。
知识点12:钢球测量的作用
重点内容:精密测量锥孔时可采用钢球测量,此方法不仅能测量锥度,而且能同时测量锥孔大端的直径。
知识点13:钢球测量的方法
重点内容:钢球测量的方法是将不同直径的钢球先后放入工件的锥孔内,使钢球的最低点略高于大端的端面。分别量出两钢球顶点至工件大端平面的距离H和h,如图2-10a所示,则锥孔圆锥半角α/2可按下式计算

锥孔大端直径可由下式算出
测量时,如果大端的钢球露出锥孔端面,如图2-10b所示,则锥孔圆锥半角α/2可按下式计算

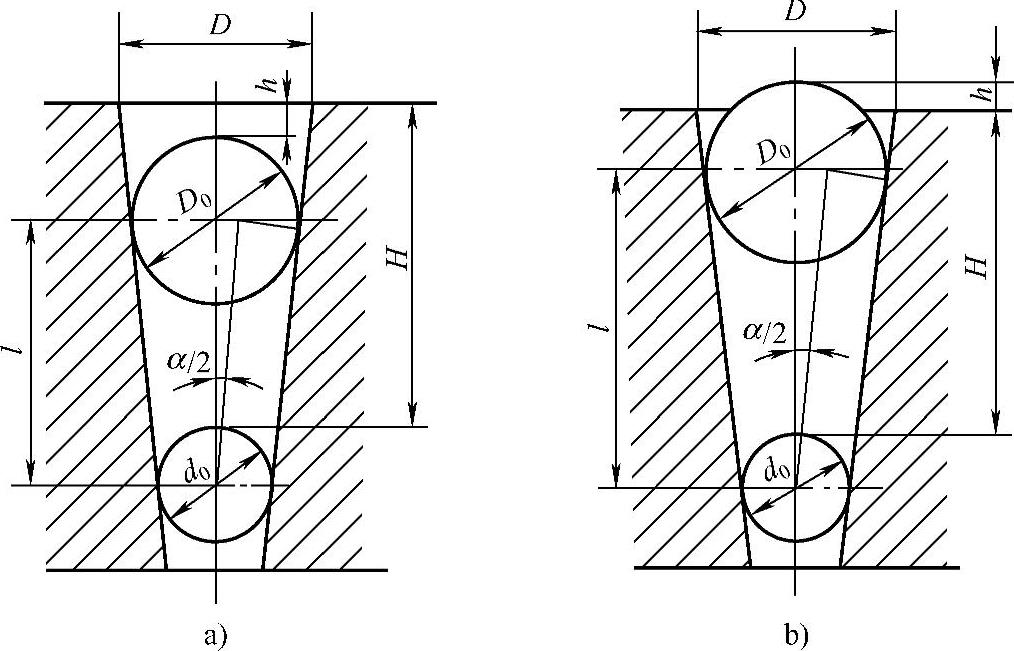
图2-10 钢球测量高精度锥体的方法
知识点14:用正弦规和电感测微仪测量高精度锥体的方法
重点内容:在使用正弦规测量时,量块是必不可少的。量块是机械制造中保证量值统一的基准量具,主要用作尺寸传递系统中的中间标准量具,广泛用于各种量具及仪器的检定和校准,机床和工、夹具的调整,或在相对测量时用它作为标准件来调整仪器零位,以及直接用于精密工件的测量与划线。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。