



核心知识点
知识点1:高精度主轴的同轴度的检测方法
重点内容:同轴度检测时,以定位基准中心孔作为检测基准,用杠杆指示表对几处的径向圆跳动进行测量,来测量同轴度,精度要求高时可用精密测量仪器来测量。
知识点2:电动测量特点
重点内容:检测精度高,灵敏度高,能实现远距离测量,能进行和、差测量和微分、积分等各种运算,易实现自动测量和控制。
知识点3:气动测量特点
重点内容:气动测量(如气动量仪)是利用被测工件的几何参数的变动引起空气压力或流量变化的原理来进行测量的。气动测量具有以下特点:
1)可实现主动测量。
2)测量精度高(0.01mm),涂标式气动量可达0.0005mm。
3)工作稳定可靠,测量范围广泛。
4)可实现非接触测量。
知识点4:最大实体要求
重点内容:被测要素的实际轮廓应遵守最大实体实效边界,当其实际尺寸偏离最大实体尺寸时,允许几何误差值超出在最大实体状态下给出的公差值的一种要求,称为最大实体要求,又称最大实体原则。
最大实体要求是一种几何公差与尺寸公差间的相关要求。当被测要素或基准要素偏离其最大实体状态时,几何公差可获得补偿值,即所允许的几何误差值,可以在原设计的基础上增大。
知识点5:面对面对称度误差的检测方法
重点内容:测量面对面的对称度误差,通常采用平板工作面或定位块表面体现基准和被测表面,以测得其中心面,求出对称度误差。
知识点6:面对线对称度误差的检测方法
重点内容:图2-5所示为翻转打表法测量轴上键槽的中间平面对基准轴线的对称度误差的示例。再沿键槽长度方向多处测量,取长向两点的最大读数差为长向对称度误差f′。
再取以上两个方向测得误差的最大值作为该工件的对称度误差。
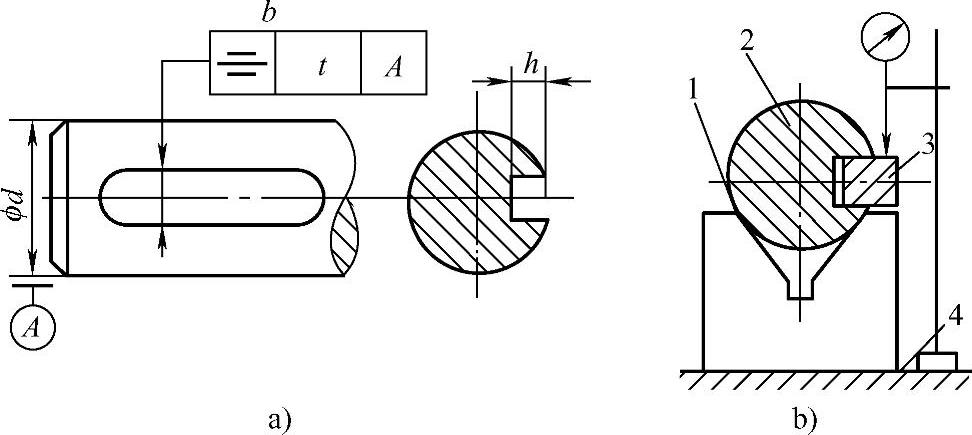
图2-5 键槽的中间平面对基准轴线对称度误差的测量
1—V形架 2—被测工件 3—定位块 4—平板
知识点7:线对面对称度误差的检测方法
重点内容:
1)壁厚差法。
2)指示表法。求被测轴线对公共基准中间平面的变动量。取其中最大变动量的两倍,作为该零件的对称度误差。
测量心轴时的位置应尽量靠近零件表面,否则应根据两边测量距离,将测量结构按比例折算、求得被测长度的对称度误差。
知识点8:综合量规检验线的位置度误差的使用方法
重点内容:位置度是用来控制被测要素的实际位置对理想位置偏离程度。在成批大量生产中,零件的位置度误差常用综合量规测量;使用综合量规检验线的位置度误差时,量规销直径d=最大实际尺寸-位置度公差。
知识点9:跳动误差的检测原则
重点内容:
1)测量时被测要素必须绕基准轴线回转。
2)检测圆跳动误差时,应在给定测量面内对被测要素进行测量。被测零件不得产生轴向移动。
3)检测全跳动误差时,应使指示表沿理想素线移动,对被测要素进行测量。该理想素线是指相对于基准轴线为理想位置的直线,即径向全跳动为平行于基准轴线的直线,轴向全跳动为垂直于基准轴线的直线。
知识点10:测量内圆表面径向圆跳动误差的方法
重点内容:测量时基准轴线以V形架模拟,工件放在V形架上且轴向定位,将指示表固定好后,测头伸入内圆,调整好测头刚刚接触内圆表面,工件回转一周,指示表最大差值为该截面上的径向圆跳动。按上法测若干截面,取各截面上测得的最大值为该工件的径向圆跳动。
知识点11:检测内、外圆柱表面间的径向圆跳动误差的方法
重点内容:检测内、外圆柱表面间的径向圆跳动误差时,若给定以内孔轴线为基准,基准轴线通常采用心轴来体现。若给定以外圆柱面轴线为基准,则采用V形槽来体现。在被测零件回转一周过程中,指示表示值最大差值即为单个测量平面上的径向圆跳动误差。
按上述方法,测量若干个截面,取各截面上测得的跳动量中的最大值,作为该零件的径向圆跳动误差。
知识点12:检测以外圆柱面轴线为基准的轴向圆跳动误差的方法
重点内容:通常是以V形架模拟基准轴线。检测轴向圆跳动时,零件支撑在V形架上,并经轴向定位。测量时,工件绕基准轴线做无轴向移动的回转,测头与被测端面接触,指示表在工件一转中读数的最大差值为该测量圆柱面上的轴向圆跳动。一般测量若干不同直径位置的跳动,取其中最大值作为该工件的轴向圆跳动。
知识点13:检测以孔的轴线为基准的轴向圆跳动误差的方法重点内容:通常是以定位心轴模拟基准轴线,方法为心轴法。(https://www.xing528.com)
知识点14:检测斜向圆跳动误差的方法
重点内容:斜向圆跳动公差是指图样上给定方向上的跳动允许变动范围。因此,斜向圆跳动误差的检测方向应是图样上给定的方向。
检测斜向圆跳动误差的方法如图2-6所示,将被测工件固定在导向套筒内,且在轴向固定,指示表测头的测量方向要垂直于被侧面。工件回转一周过程中,指示表读数的最大差值为单个测量圆锥面上的斜向圆跳动。测量若干圆锥面上的斜向圆跳动,取其中最大值作为该工件的斜向圆跳动误差。
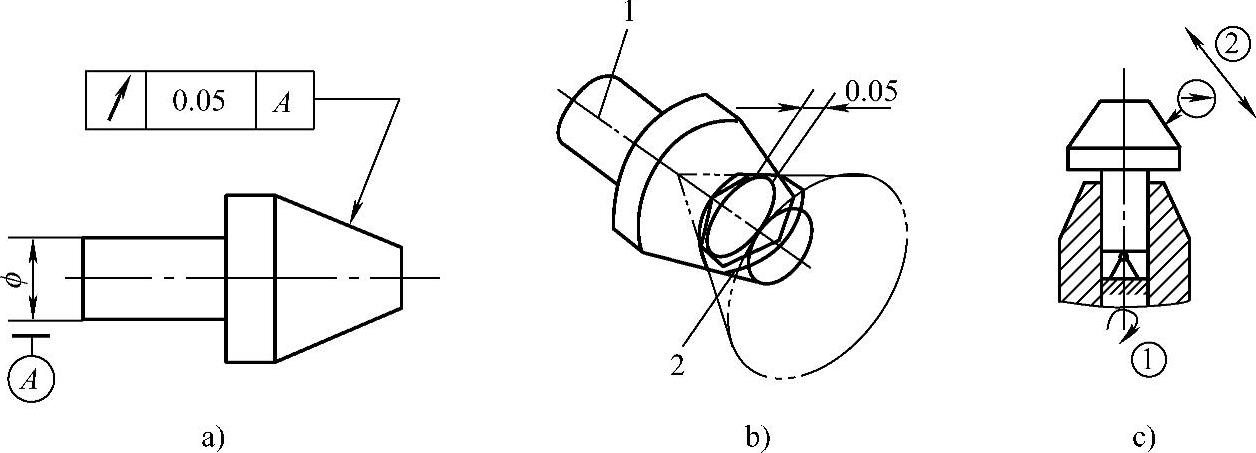
图2-6 斜向圆跳动的测量
a)被测件 b)公差带 c)测量示意
1—基准轴线 2—测量圆锥面
知识点15:检测径向全跳动误差的方法
重点内容:径向全跳动误差是指被测零件回转过程中,指示表沿平行于基准轴线的理想素线移动时,在被测表面整个范围内的径向圆跳动量。因此,检测径向全跳动误差,应首先确定理想素线的方向。生产中通常采用平板或量仪表面作为模拟素线。
径向全跳动的检测如图2-7所示,零件装在两个同轴导向套内,并作轴向固定。在被测零件连续回转过程中,指示表沿基准轴线的方向做直线运动,在给定方向上测得的最大与最小读数之差,即为零件的径向全跳动误差。
基准轴线也可用一对V形架或两顶尖来模拟,这样更为方便。

图2-7 测量径向全跳动
1—同轴导向套筒 2—被测零件
知识点16:检测轴向全跳动误差的方法
重点内容:检测轴向全跳动误差,应首先确定理想素线的方向。生产中通常也采用平板或量仪表面作为模拟素线。
将其支撑在导向套筒内且在轴向固定,导向套筒应与平板垂直。在工件连续回转中,指示表沿其径向做直线移动,在整个测量过程中,指示表读数最大差值为该工件轴向全跳动误差。
轴向全跳动的公差带与平面及轴线的垂直度公差带相同,都是两平行平面,因此可以用测量轴向全跳动的方法来测得平面对轴线的垂直度误差。
知识点17:精密主轴的精度
重点内容:精密主轴的精度包括尺寸精度、形状精度和位置精度,指标为圆度、圆柱度、径向圆跳动、轴向圆跳动及同轴度和锥面的接触精度。
精密主轴有较高的位置精度,其公差一般在0.3~0.5μm之间,测量时,以定位基准中心孔作为测量基准,用杠杆指示表进行比较测量,通常都以测量几处的径向圆跳动误差来代替同轴度误差的测量,比较精密的主轴可用圆度仪等精密测量设备进行测量。
知识点18:电动测量的作用
重点内容:电动测量是将被测参数量的变化转换成电信号,再经放大或运算等处理后,用指标仪表指示,用记录器记录或者去控制一定的执行机构。
知识点19:电动量仪的种类
重点内容:
1)电动测量仪。
2)电感式测微仪。
3)电容式测微仪。
4)差动变压器式测微仪。
知识点20:气动测量的作用
重点内容:利用被测工件几何参数的变动,引起空气压力或流量的改变来达到测量目的。
知识点21:气动测量的工作原理
重点内容:以压力式气动量仪为例,其原理为:将压缩空气经主喷嘴,气室和测量喷嘴与工件表面形成间隙与流入大气,工件尺寸变化时间隙随之变化(增大或减小),由此引起气室内空气压力的变化,压力变化量可从压力表中测出,它相应反映了工件尺寸的变化。
知识点22:外圆表面径向圆跳动误差的检测方法
重点内容:如图2-8所示,给出右侧圆柱表面对基准轴线A的圆跳动公差。检测时,将被测零件1的基准圆柱面放到V形架3上,以V形面模拟基准轴线,并沿轴向用支承定位。将指示表2移至测量面上(即最大示值位置处),然后使零件在V形槽内旋转1周,指示表上最大值与最小示值之差,即为该单个测量平面上的径向圆跳动误差。
按上述方法在若干个截面上进行测量,取各截面上测得的跳动量最大值,作为该零件的径向圆跳动误差。
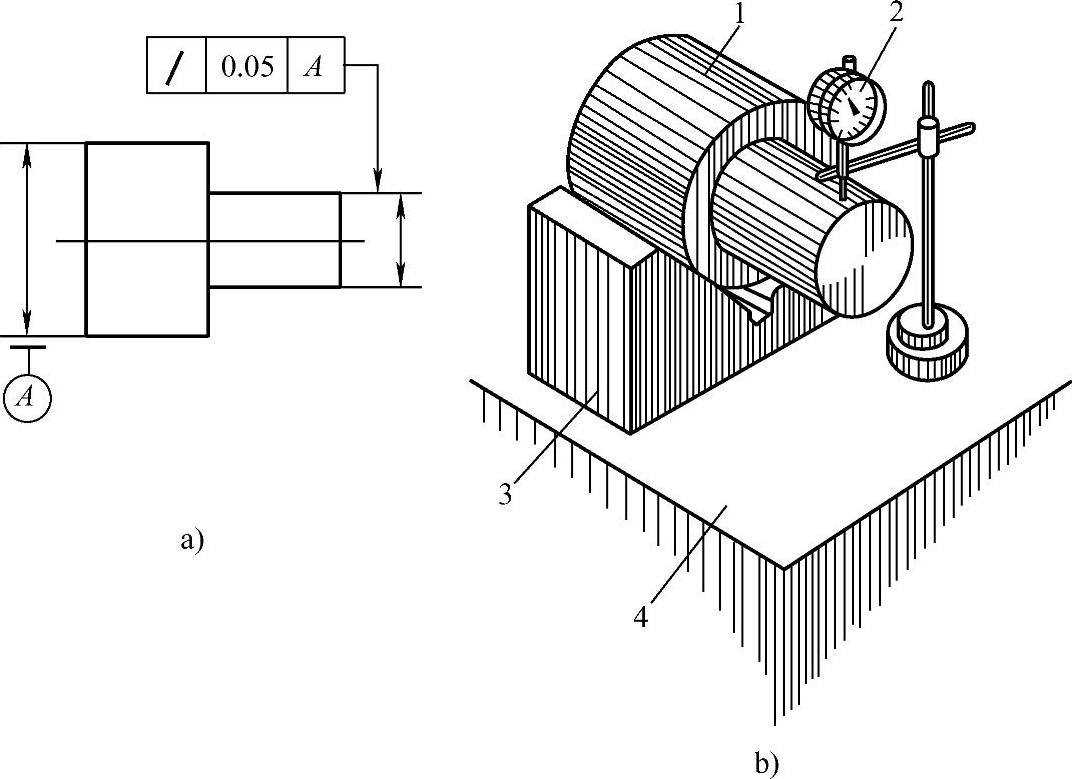
图2-8 外圆表面径向圆跳动误差
a)公差要求 b)测量方法
1—被测零件 2—指示表 3—V形架 4—平板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。