



核心知识点
知识点1:刃磨刀具应达到的要求
重点内容:
1)前刀面、后刀面应平整光洁,表面粗糙度达到规定要求。
2)刀具的各种几何角度达到技术要求。
3)各个切削刃应平直且符合规定要求。
知识点2:错齿三面刃铣刀圆周齿的刃磨方法
重点内容:错齿三面刃铣刀常用来铣槽及台阶表面。目前用得最多的是镶片错齿三面刃铣刀。
刃磨前将铣刀装上心轴并置于两顶尖之间,将齿托片架装在磨头体上。刃磨时,三面刃铣刀的前刀面在齿托片上移动,将齿托片的顶点调整到比铣刀中心低一个H值 并使齿托片的顶点正好在砂轮的磨削圆周上,这样错齿三面刃铣刀的左旋右旋刀两片可以一起刃磨。
并使齿托片的顶点正好在砂轮的磨削圆周上,这样错齿三面刃铣刀的左旋右旋刀两片可以一起刃磨。
知识点3:错齿三面刃铣刀端面刃的刃磨方法
重点内容:刃磨铣刀端面切削刃的后角要用万能分度夹头装夹,刃磨时铣刀与砂轮的相对位置如图2-4所示。
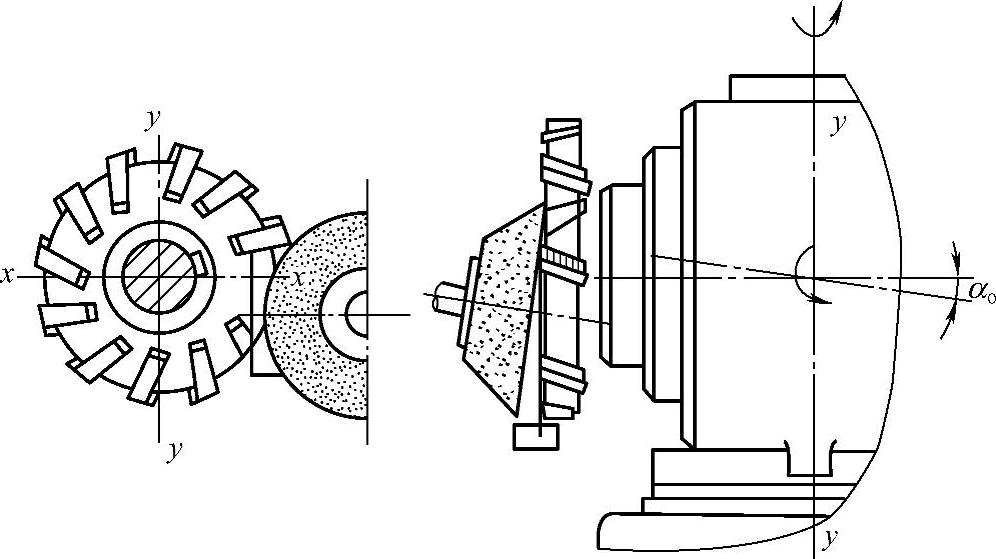
图2-4 刃磨错齿三面刃铣刀端面
把待磨刀齿的端面切削刃转成水平,先将万能分度夹头主轴绕x—x轴线转一个端刃后角αo,再将万能分度夹头的角架绕y—y轴转过κr′角,齿轮架装在工作台上或万能分度夹头底座上,将齿托片撑在前刀架即可刃磨。
知识点4:外圆切削刃后刀面的刃磨方法(https://www.xing528.com)
重点内容:
1)装夹工件。将铣刀装在心轴上,并装夹于两顶尖之间,装夹前需修研中心孔。
2)安装齿托架。将齿托架安装在磨头架上。所选齿托片两侧斜角应稍大于刀齿斜角。调整齿托片使其顶点比铣刀中心低H值,并使齿托片顶点正好与砂轮圆周上的磨削点在同一位置,这样,铣刀的左旋和右旋刀齿可以一起刃磨。
3)刃磨后刀面。起动砂轮,用手转动铣刀,使刀齿和齿托片始终紧贴,工作台纵向进给,直至磨出外圆切削刃的后刀面。
知识点5:端面切削刃后刀面的刃磨方法
重点内容:
1)装夹万能分度夹头及工件。将万能分度夹头装在机床工作台上,在万能分度夹头主轴锥孔中装一心轴,铣刀套装在心轴上。把万能分度夹头绕x—x轴线转过一个αo′角,再把万能分度夹头绕y—y转过κr′角。
2)安装齿托架。把齿托架装在万能分度夹头上,并将齿托片撑在前刀面上。
3)刃磨端齿后刀面。起动砂轮进行刃磨,磨光一齿后,转动夹头的主轴,使齿托片撑到相邻刀齿的前刀面上继续刃磨,直至端面切削刃后角(αo′=6°)及副偏角(κr′=1°~2°)磨好为止。
4)刃磨另一端齿后刀面。拆下铣刀翻转180°并重新装夹好,按上述方法刃磨另一端面切削刃的后刀面。刃磨前,应重新调整齿托片位置,以适应刀齿不同的倾斜方向。
知识点6:错齿三面刃铣刀磨削磨具的选择与修整
重点内容:根据工件的加工要求选用M6025型万能工具磨床进行磨削,所用砂轮为WA60JV碗形砂轮,并用金刚石仔细修整。
知识点7:用干磨法刃磨刀具的原因
重点内容:为了便于磨削时观察刀具刃磨是否符合要求,便于操作,一般均采用干磨法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。