



核心知识点
知识点1:磨床精度的检验项目
重点内容:磨床精度的检验项目包括:预调精度检验、几何精度检验和工作精度检验。具体检验的内容为:
1)砂轮架主轴。
2)工件架主轴。
3)直线运动精度。
4)部件之间等高精度。
知识点2:磨床精度对加工精度的影响
重点内容:
(1)砂轮架精度对加工精度的影响 砂轮架精度包括主轴的旋转精度和砂轮导轨的直线度等,其精度直接影响工件的加工精度。如精度超差,工件会产生振纹、锥度和螺旋形等。
(2)头架精度对加工精度的影响 头架精度主要是头架主轴的回转精度,其运动误差将直接反映在被加工工件表面上。
(3)头架、尾架的等高度对加工精度的影响 头架、尾架的等高度(中心连线)直接影响工件的直线性。
知识点3:传动带打滑或传动过程中产生敲打声的故障排除方法
重点内容:要消除传动带打滑现象,必须调节拉紧力,但拉紧力也不可太紧,以防传动带发热或造成带轮轴承受力过大而产生磨损。如果传动带调整好后仍存在打滑现象,可在带轮与带之间涂松香粉,以增加其摩擦力。但是,在使用牛皮传动带传动时,切不可采用此方法,以防牛皮传动带折断。
知识点4:砂轮主轴产生过热现象的故障排除方法
重点内容:砂轮主轴过热会使轴承与主轴咬住(俗称“抱轴”),而损坏轴或轴承。一旦发现这种现象,应立即停止工作,进行修理,针对上述的原因加以消除。
对于由于主轴轴颈和轴瓦之间间隙过小而产生的,可以通过调整间隙的方法来排除,调整时只需调整最下面的一块轴瓦,其余两块保持不动,达到正常的运动间隙。
知识点5:磨床应进行调整的内容
重点内容:
1)检测砂轮电动机的振动幅度,并进行适当的调整。
2)调整传动带松紧程度,重新平衡砂轮。
3)检测液压系统的压力,特别注意纵向工作台液压缸的供油压力是否稳定,并进行适当的调整。
知识点6:磨床横向进给机构不准确的故障排除方法
重点内容:故障原因主要是横向进给丝杠与螺母之间的间隙过大。也可能是由于刻度盘在手轮上有游动间隙,或横向机构进给机构在砂轮架上未固定牢等。排除方法为:
1)更换磨损的螺母。
2)减少间隙。
3)手轮及螺母在砂轮架上牢固可靠。
知识点7:液压系统工作时有噪声和振动的故障排除方法
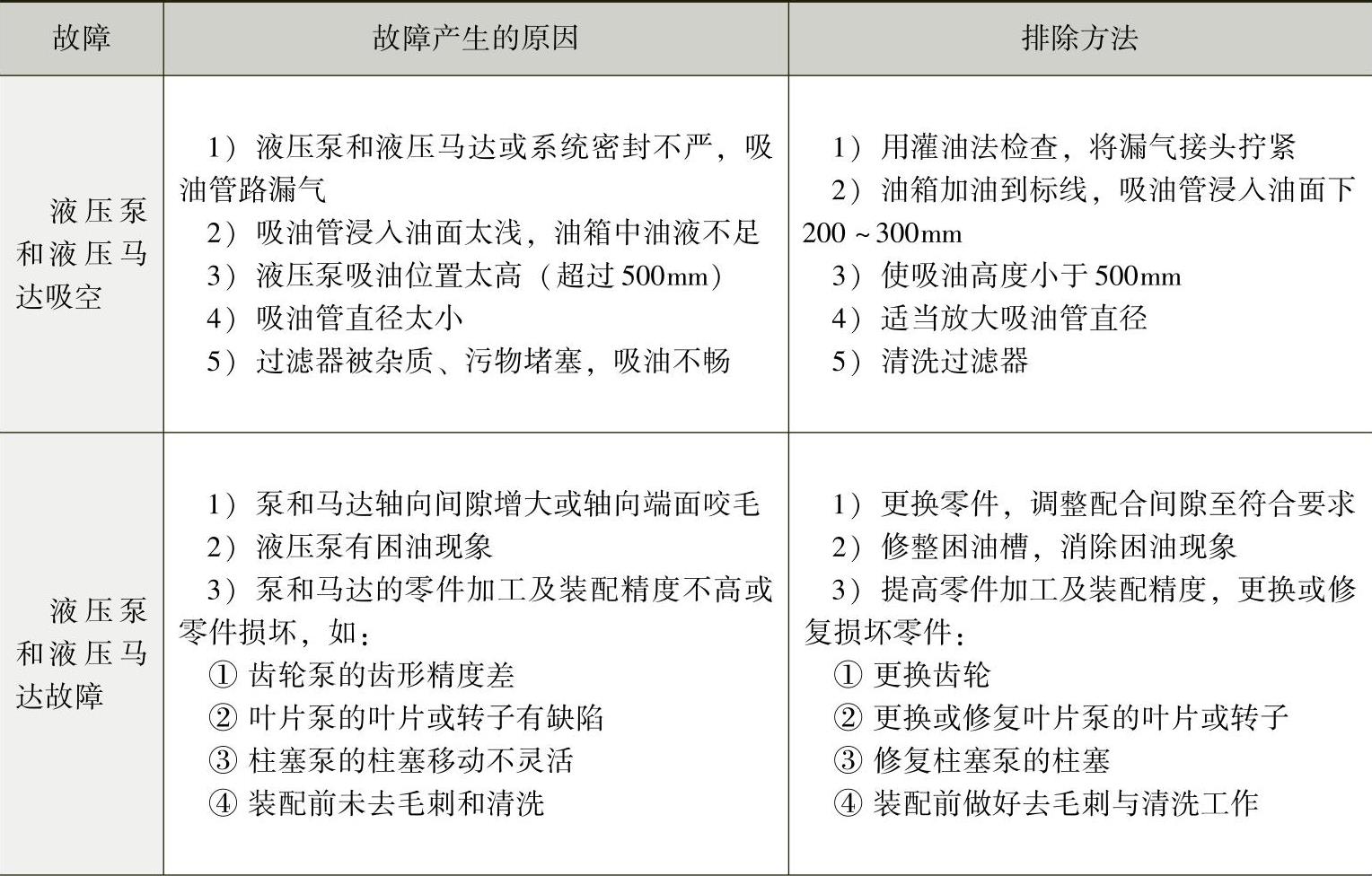
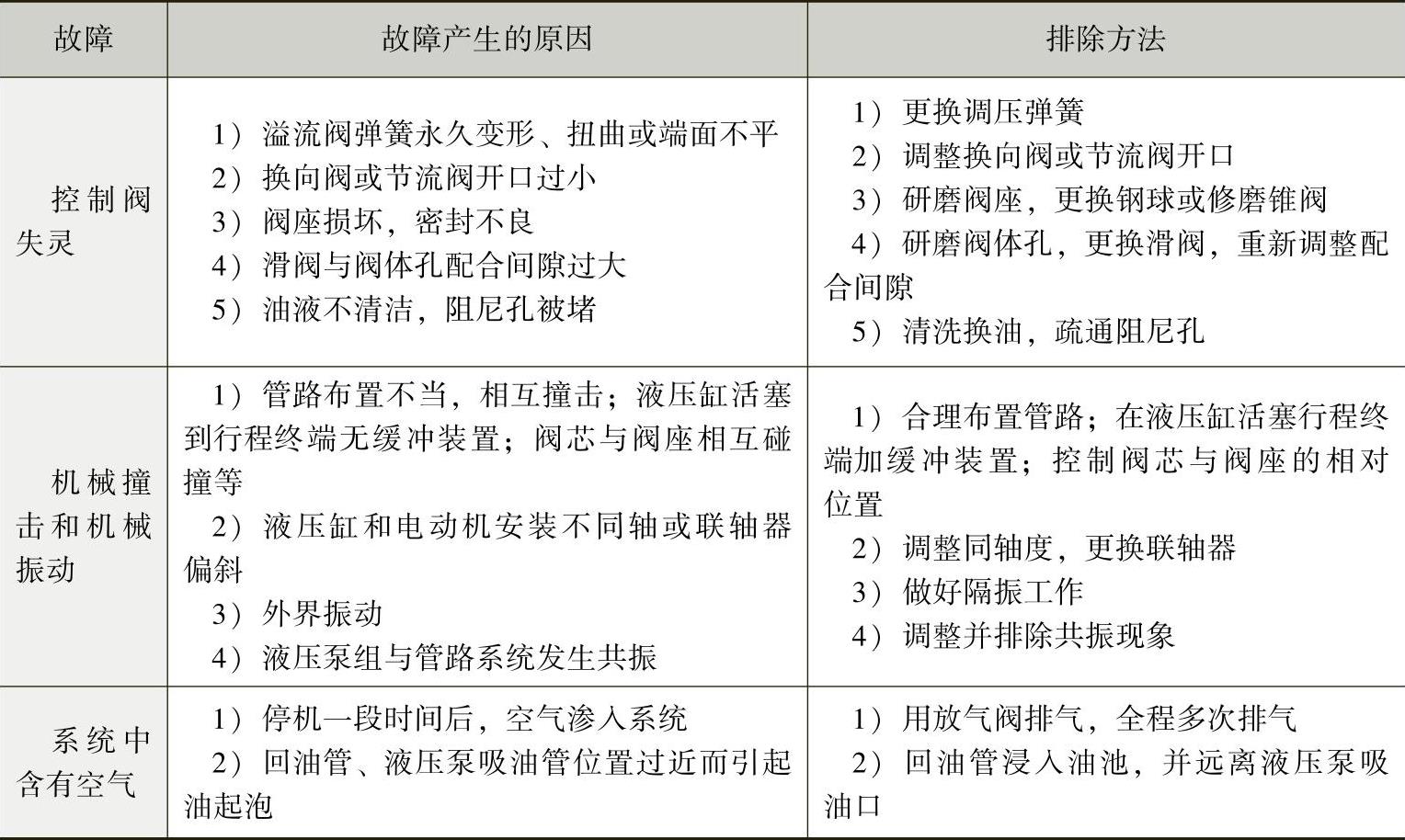
重点内容:液压系统工作时有噪声和振动的故障原因及排除方法见表2-1。
表2-1 液压系统工作时有噪声和振动的故障原因及排除方法
(续)
知识点8:工作台面运动时产生爬行的故障排除方法
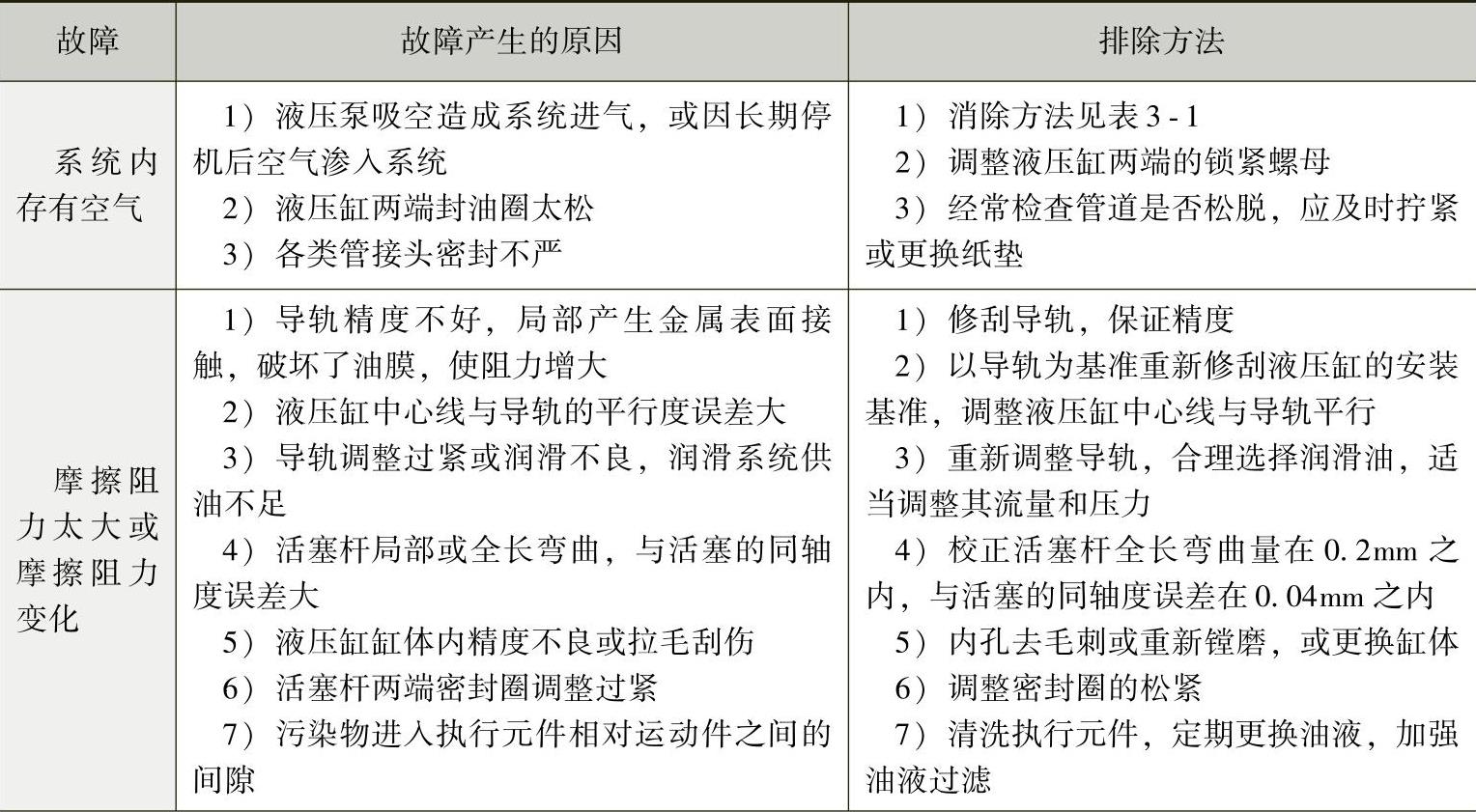
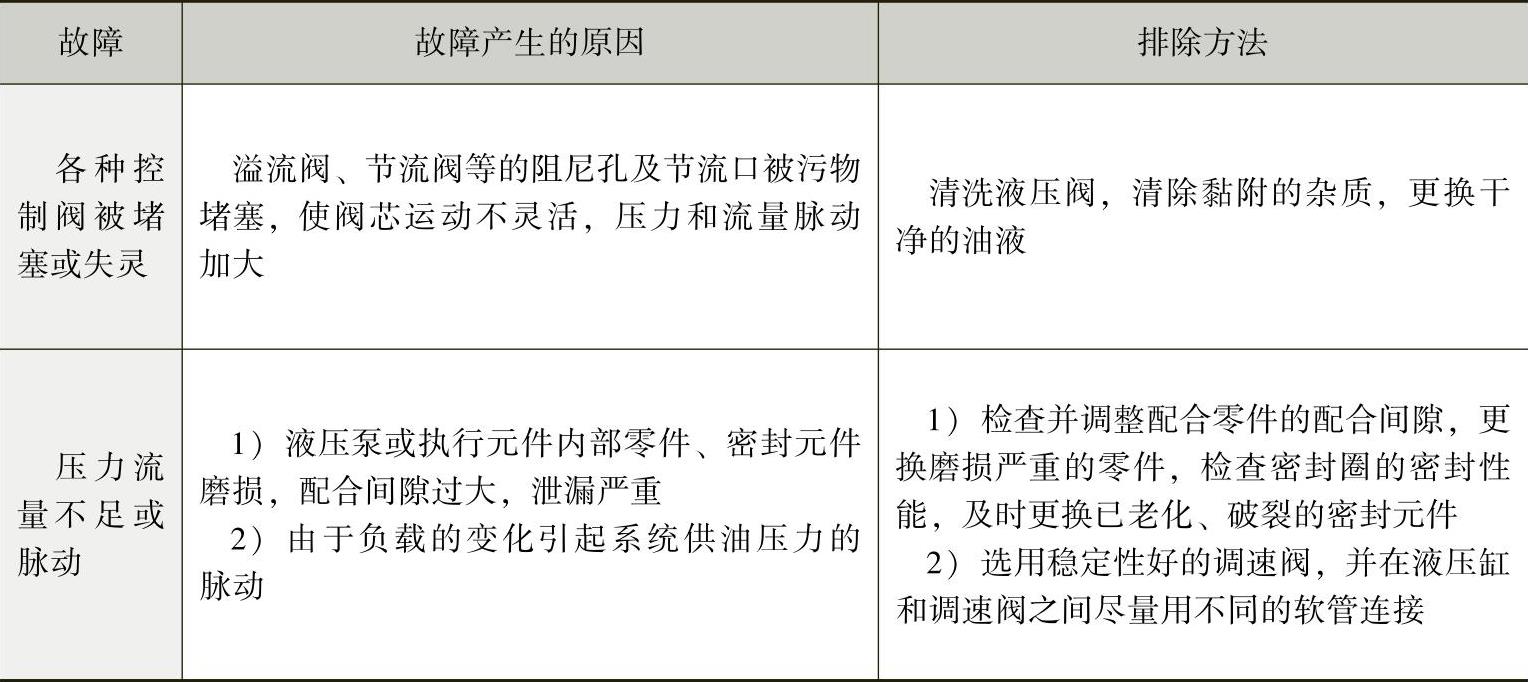
重点内容:磨床工作台面低速运动时常产生爬行现象,它不仅会破坏液压系统的稳定性,同时也影响工件的磨削精度。工作台运动时产生爬行的故障原因及排除方法见表2-2。(https://www.xing528.com)
表2-2 工作台运动时产生爬行的故障原因及排除方法
(续)
知识点9:工作台往返速度不一致的故障排除方法
重点内容:这种现象在慢速行程中较为严重,造成这种故障的原因及其排除方法如下:
1)液压缸两端的泄露不等,可调整两端液压缸压盖,使之压紧程度相同。
2)工作台运动时放气阀未关闭,应注意在正常工作时及时关闭放气阀。
3)液压缸活塞杆两端弯曲程度不一致及活塞和缸体同轴度误差大,可拆下活塞和活塞杆,使其达到规定的要求。
4)油中有杂质,影响了节流的稳定性。应及时清除节流口处的杂质,更换不清洁的油液。
5)在台面换向时,由于振动和压力冲击而使节流阀节流口变化,可拧紧节流阀的锁紧螺母。
知识点10:电动机不能起动的原因分析
重点内容:
1)主电路或控制电路熔体熔断。
2)热继电器动作后尚未复位。
3)控制电路中按钮和继电路触头不能正常闭合,接触器线圈内部断线或连接导线脱落。
4)主电路中接触器的主触头因衔铁卡住而不能闭合或连接导线脱落。
5)起动时工作负载太重。
6)电磁吸盘电压不足。
知识点11:磨床静态精度的含义
重点内容:磨床静态精度的含义是磨床的几何精度,指磨床主要零件的制造精度和部件的装配精度。静态精度只能在一定程度上反映机床的加工精度,实际工作时还受其他原因影响加工精度。
知识点12:磨床液压系统精度对加工精度的影响
重点内容:
1)振动。振动主要出现在泵、电动机上,影响加工精度,会产生振纹、波浪纹。
2)泄漏。泄漏直接影响液压系统的性能,使压力、流量不足,作用力和速度下降,使砂轮修整不好。
3)爬行。在液压运动中,工作台面在低速下运动时产生时断时续的运动,称为爬行。它破坏了液压系统的稳定性,也影响了工件的磨削精度。
知识点13:头架精度对加工精度的影响
重点内容:头架精度主要是头架主轴的回转精度,其运动误差将直接反映在被加工工件表面上。头架回转精度主要影响圆度误差、工件端面平面度误差及磨螺纹的螺距误差。
知识点14:电动机在起动时发出嗡嗡声的原因分析
重点内容:电动机在起动时发出嗡嗡声是由电动机断相运转而导致电流过大引起的,应立即切断电源,否则会烧坏电动机。造成断相运行的可能原因有:
1)有一相熔体熔断。
2)接触器的三对主触头中,有一对不能闭合。
3)某相接头处接触不良,导致接头处有氧化物、油垢,或联接螺钉未拧紧等。
4)电源线有一相内部断线。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。