



核心知识点
知识点1:轴类零件分析
重点内容:对机床主轴的共同要求是必须满足机床的工作性能:即回转精度、刚性、热变形、抗振性、使用寿命等多方面的要求。该车床主轴是带有通孔的多台阶轴,普通精度等级,材料为45钢,生产类型为大批生产。车床主轴简图如图1-4所示。
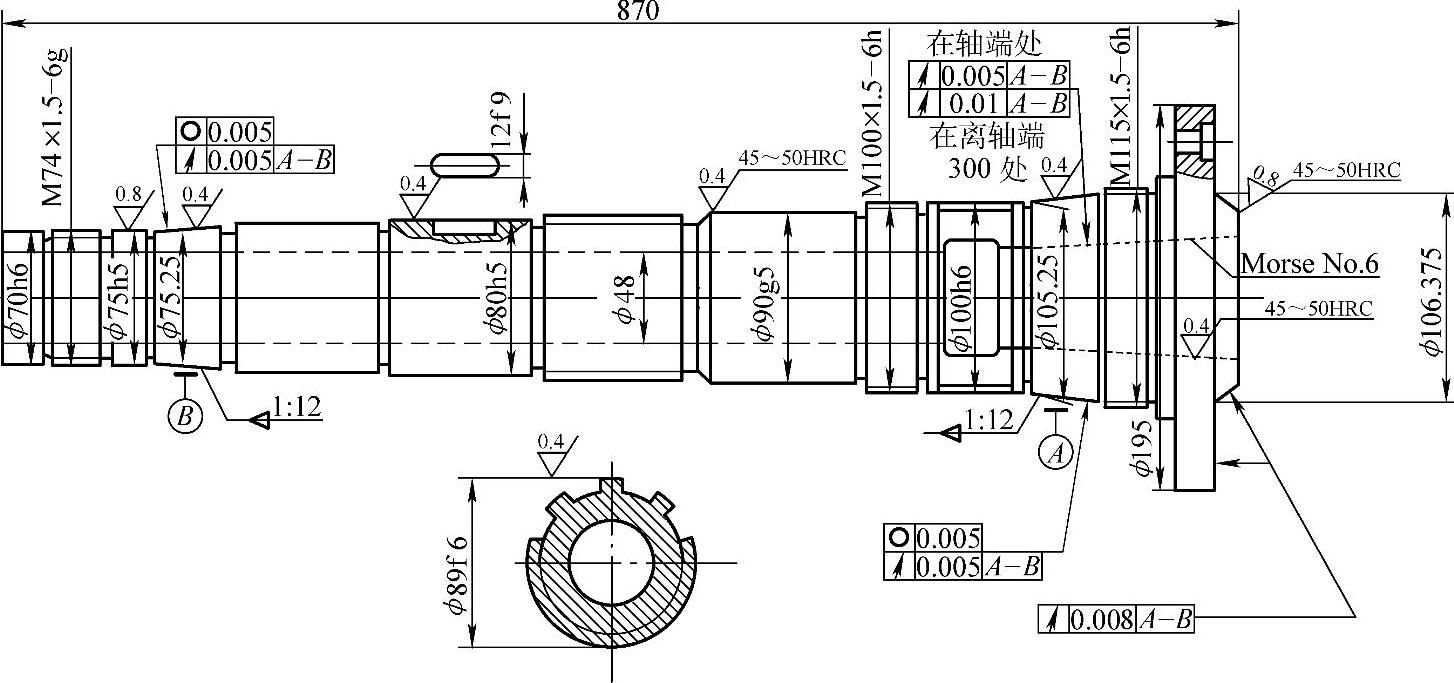
图1-4 车床主轴简图
知识点2:轴类零件加工工艺过程
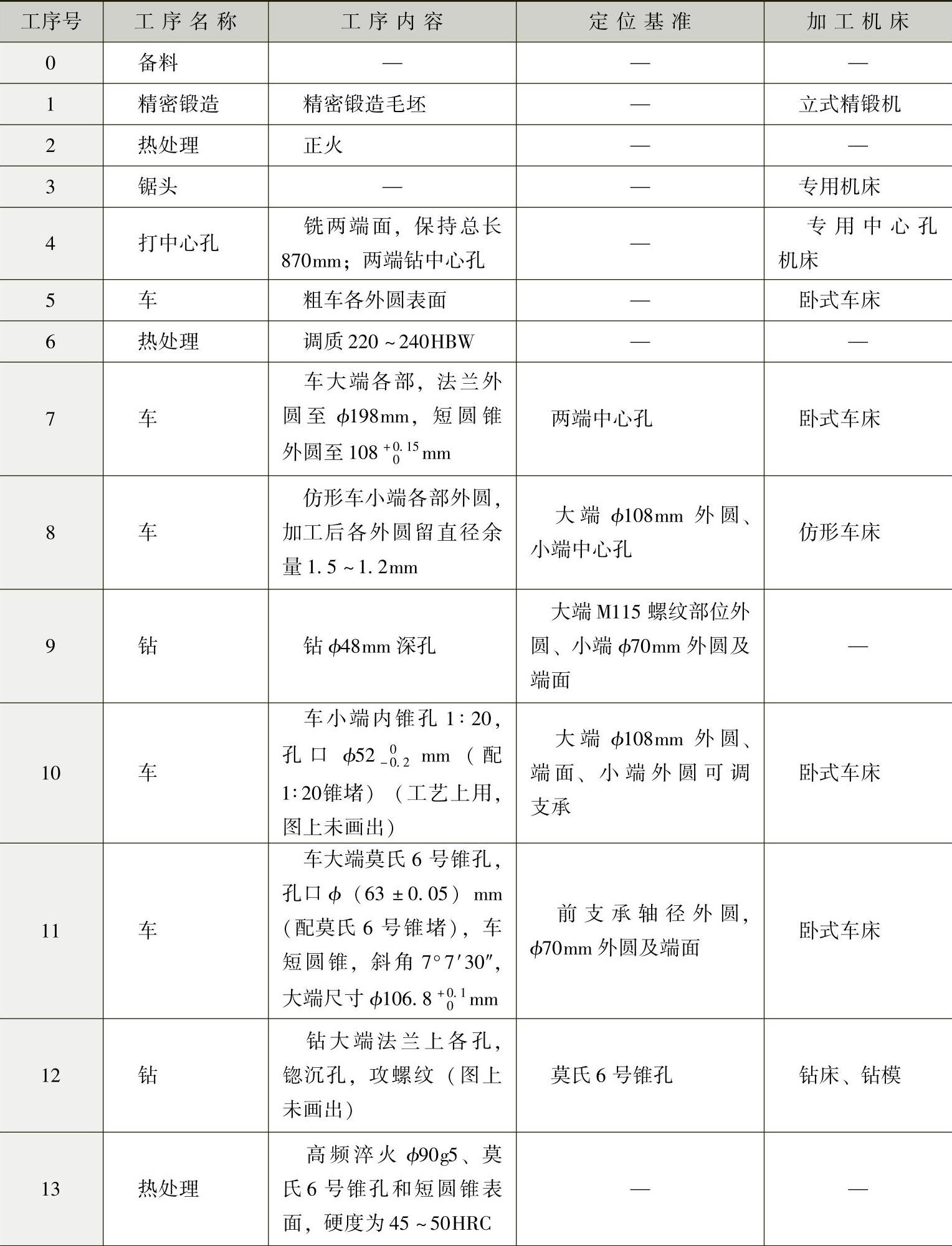
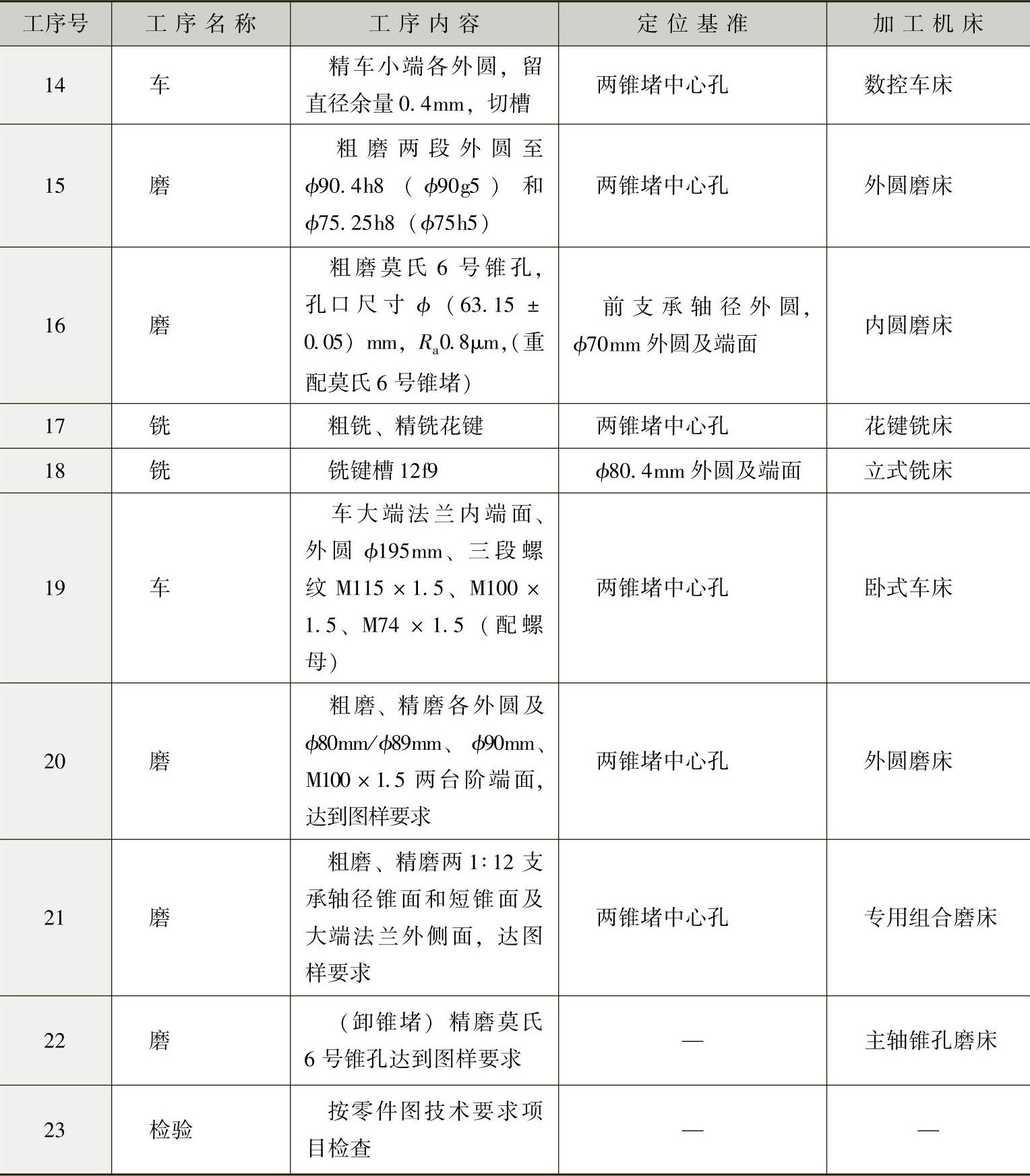
重点内容:轴类零件加工工艺过程见表1-2。
表1-2 轴类零件加工工艺过程
(续)
知识点3:箱体类零件分析
重点内容:箱体为剖分式(图1-5、图1-6),工艺过程的指定原则与整体式箱体相同。由于各对称轴承孔的轴线在箱盖和底座的接合面(即剖分面)上,所以轴承孔及两端面必须等待接合面加工后装配成整体再加工。整个加工过程分为两个阶段:第一阶段将箱盖与底座分开加工,完成主要平面(接合面、底面)、连接孔、定位孔的加工,为箱体接合做好准备;第二阶段先配合好箱盖,
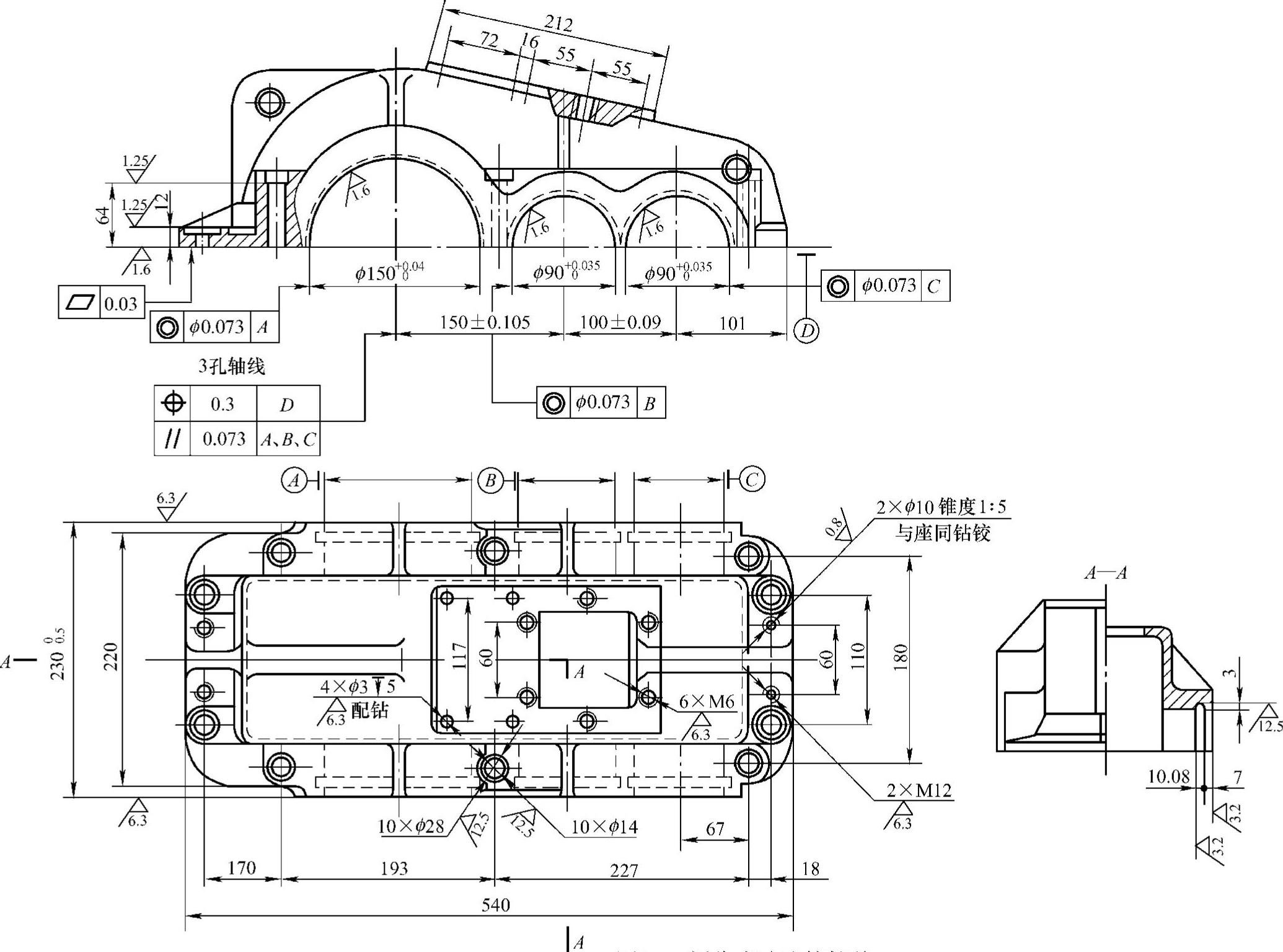
图1-5 剖分式减速箱箱盖
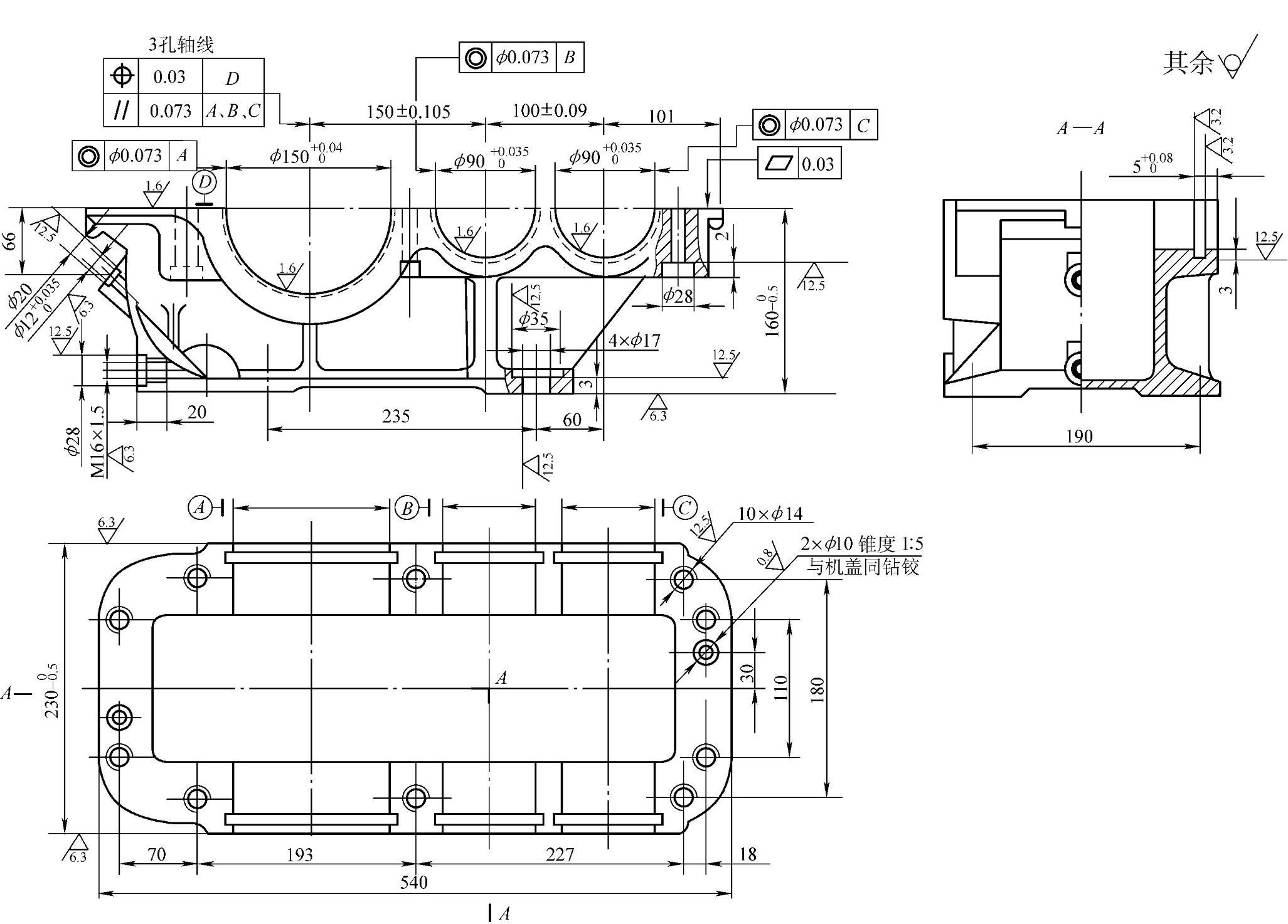
图1-6 剖分式减速箱底座
然后完成两侧端面和轴承孔的加工。在两个阶段之间,由钳工工序将箱盖和底座合成一体,并用销子定位。剖分式减速箱箱盖和箱座参见有关内容。
知识点4:箱体类零件的加工工艺过程
重点内容:
剖分式减速箱箱盖的加工工艺过程见表1-3。(https://www.xing528.com)
表1-3 剖分式减速箱箱盖的加工工艺过程

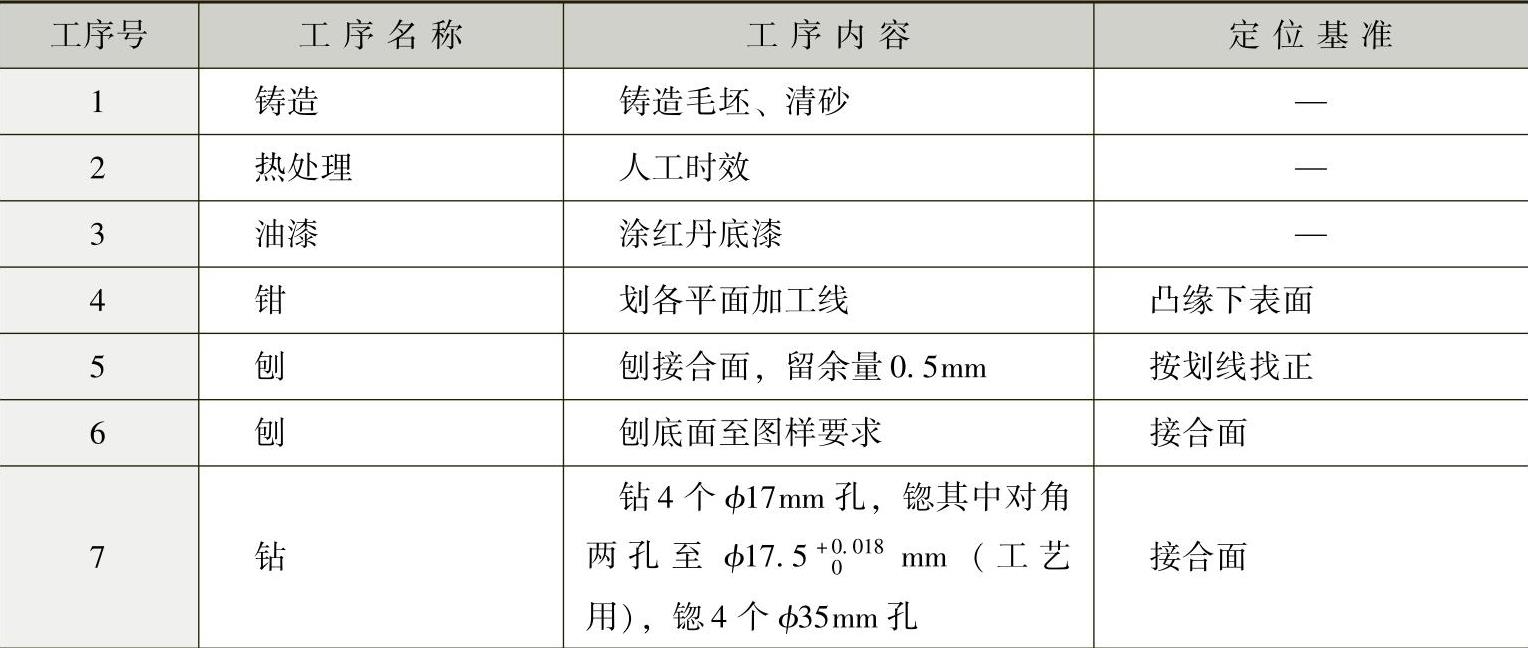
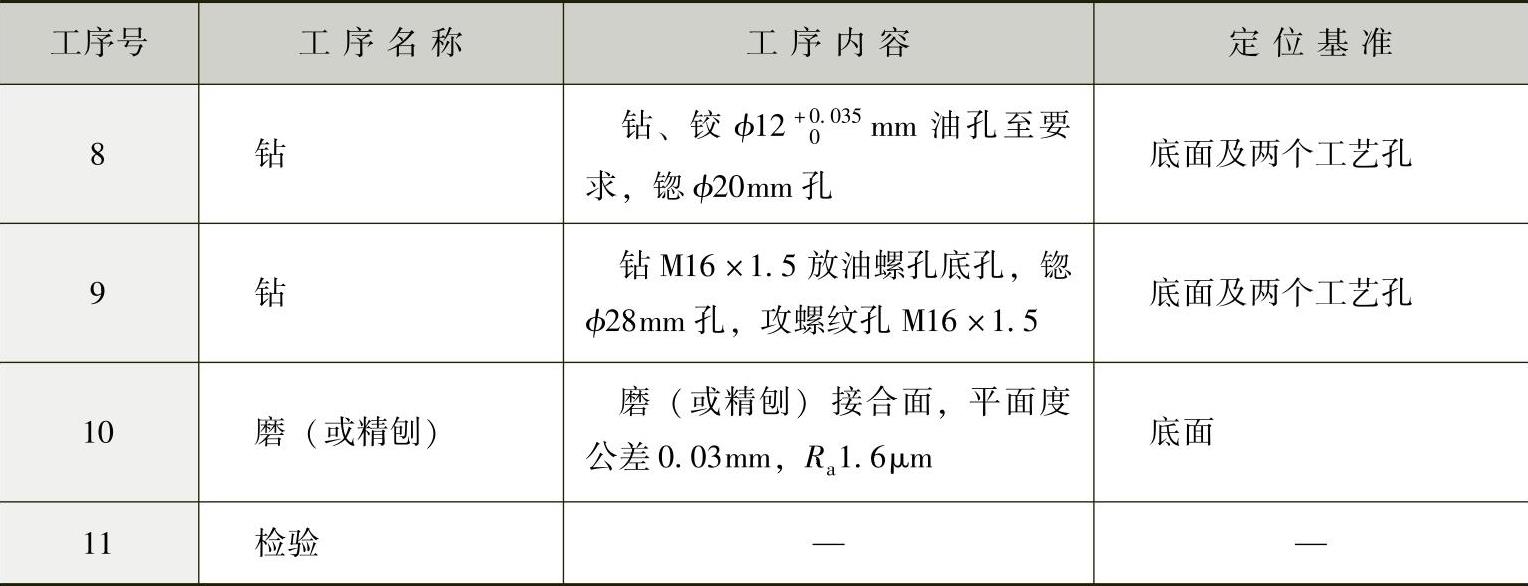
剖分式减速箱底座的加工工艺过程见表1-4。
表1-4 剖分式减速箱底座的加工工艺过程
(续)
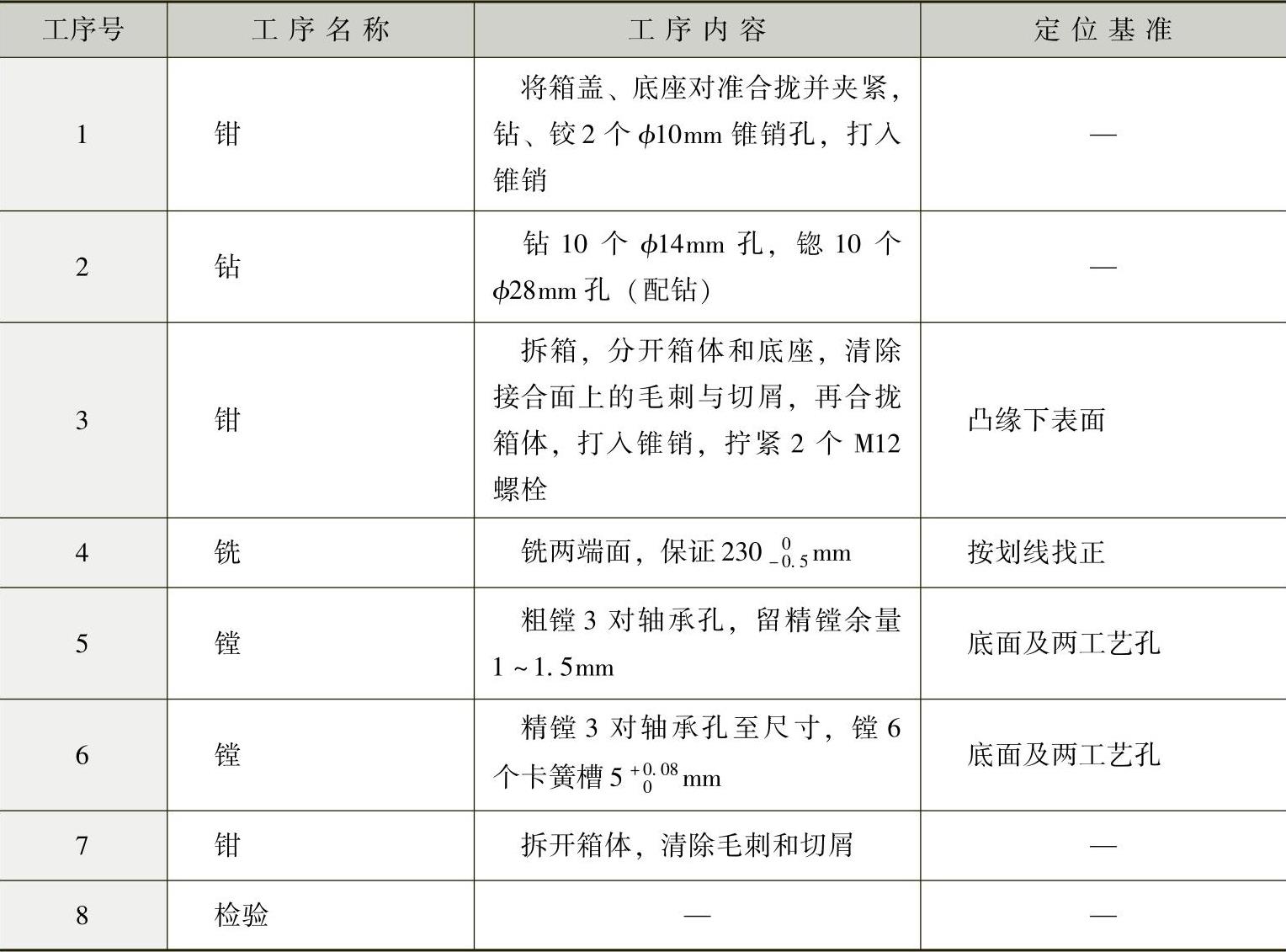
减速箱整体加工工艺过程见表1-5。
表1-5 减速箱整体加工工艺过程
知识点5:直齿圆柱齿轮的零件分析
重点内容:该齿轮为双联齿轮,其参数如图1-7所示。
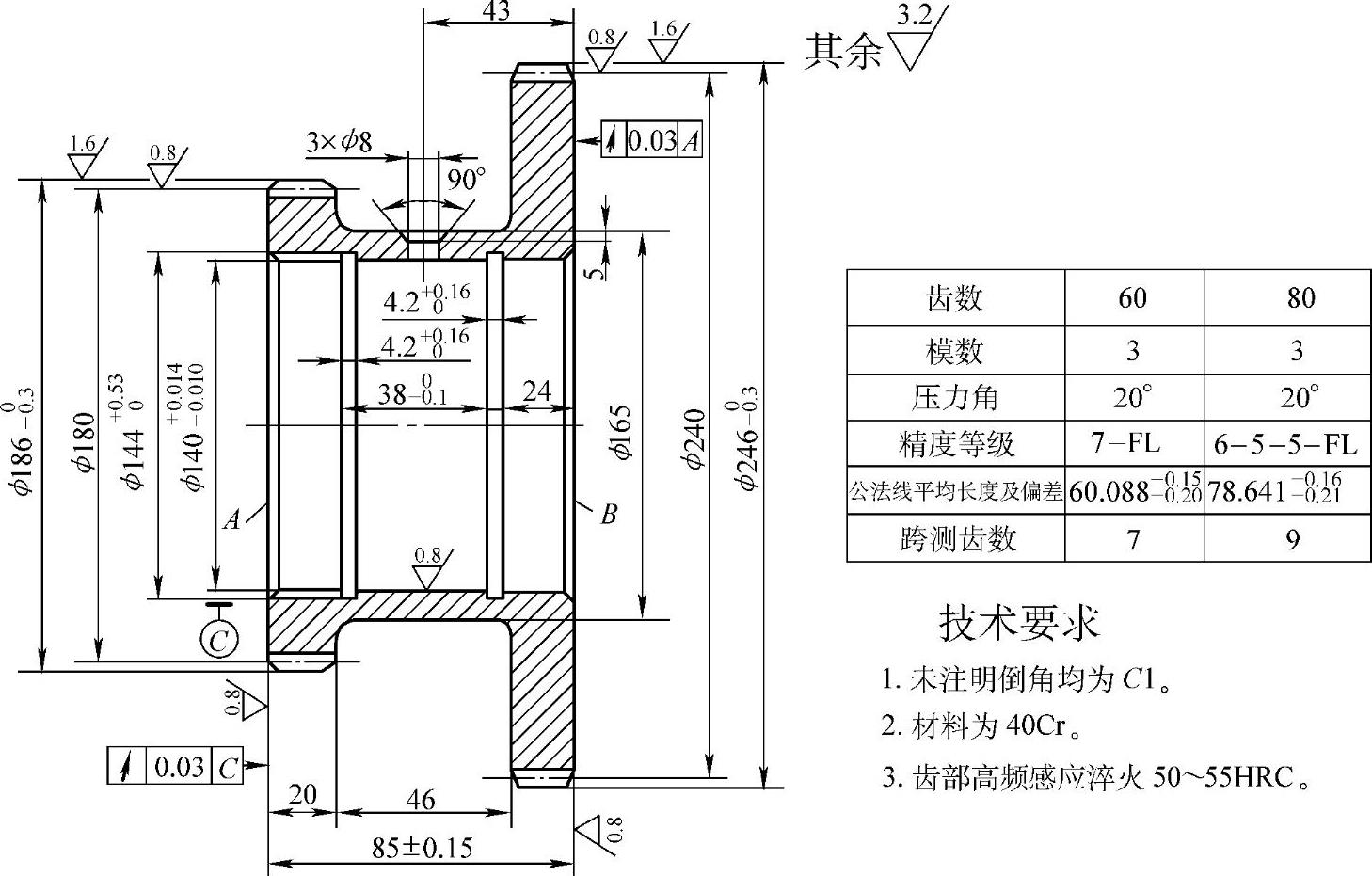
图1-7 双联齿轮
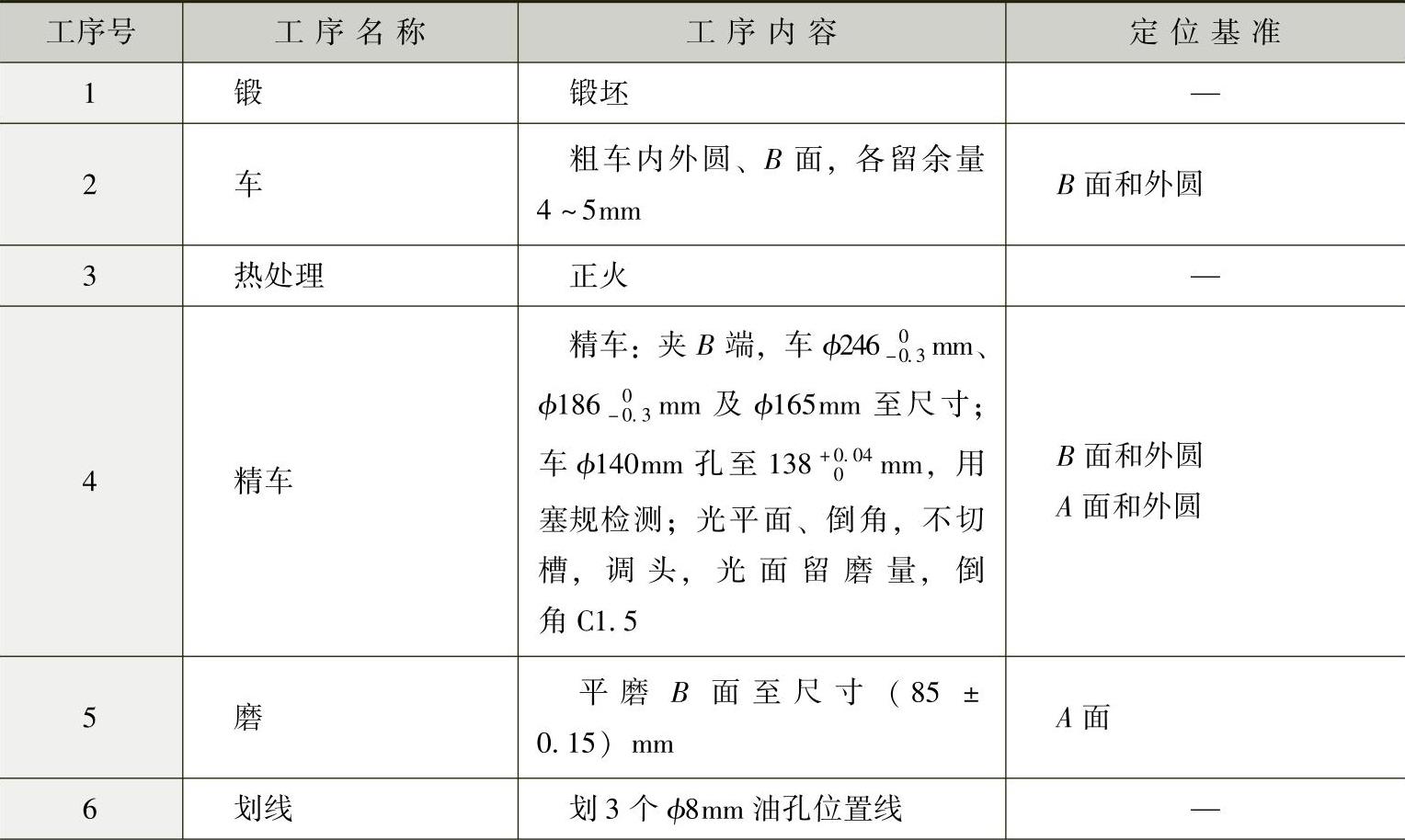
知识点6:直齿圆柱齿轮的加工工艺过程
重点内容:卧式车床主轴箱齿轮加工工艺过程见表1-6。
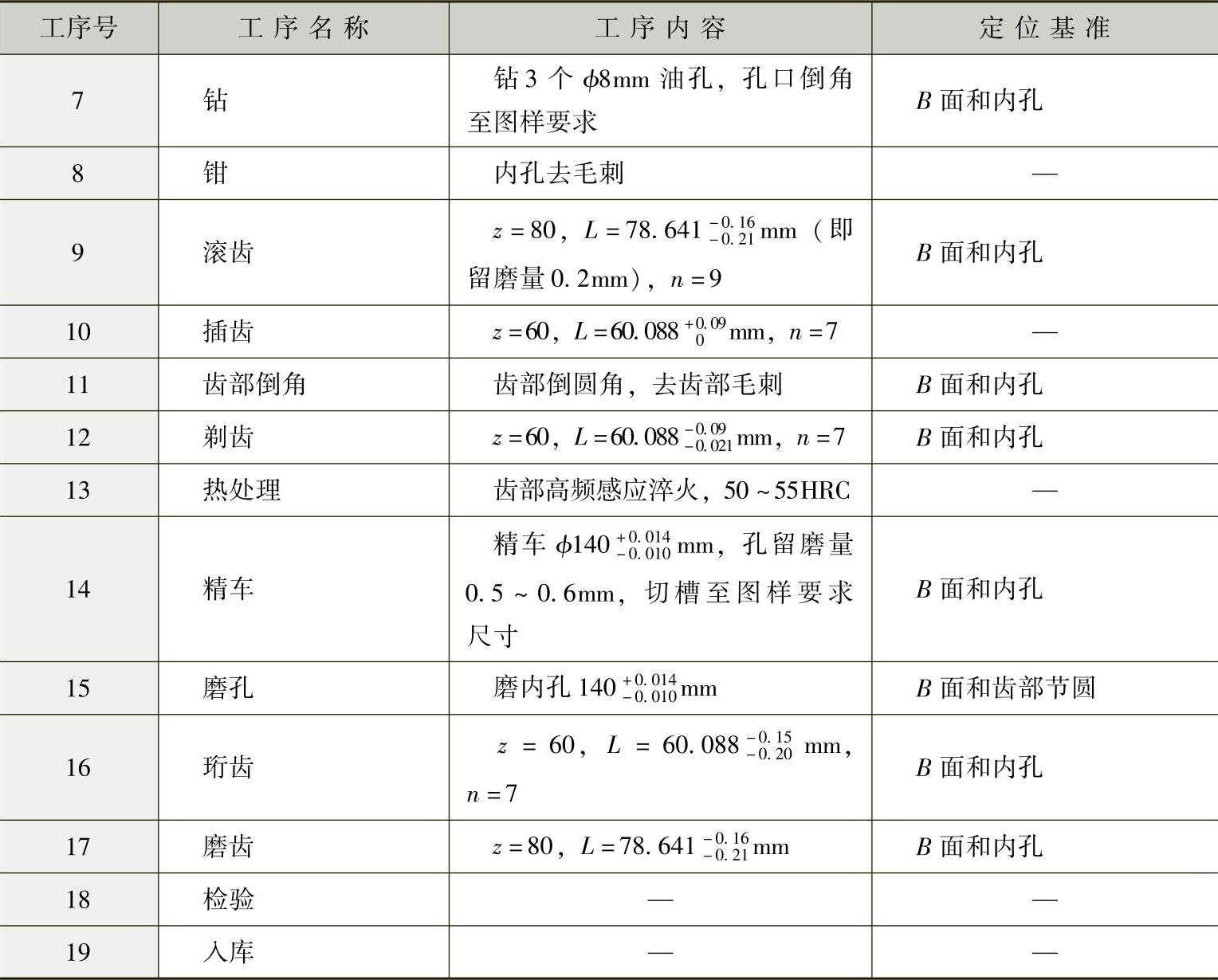
表1-6 卧式车床主轴箱齿轮加工工艺过程
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。