



如果通过精加工工艺不能对模型的局部加工到所需要的精度,这时需要【粗加工】中的一些功能来辅助实现,局部加工的粗加工参数设置面板如图4-69所示。
1.毛坯定义
勾选后可以为加工定义毛坯形状。对于粗加工,毛坯的主要作用是裁减掉多余的空切刀路。单击【毛坯定义】按钮,拾取毛坯曲面即可完成对毛坯的定义。
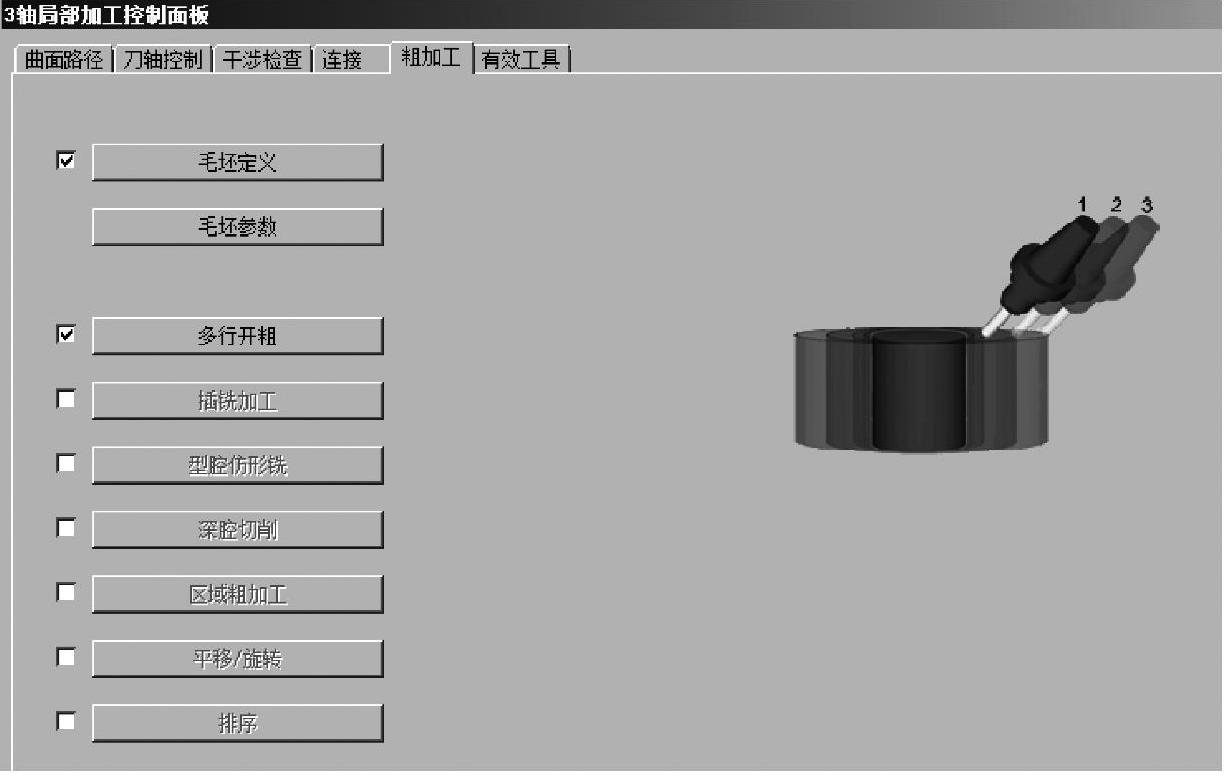
图4-69 局部加工的粗加工参数设置面板
2.毛坯定义参数
只有勾选【毛坯定义】选项时此功能才被激活,单击【毛坯定义参数】按钮出现如图4-70所示的参数界面。
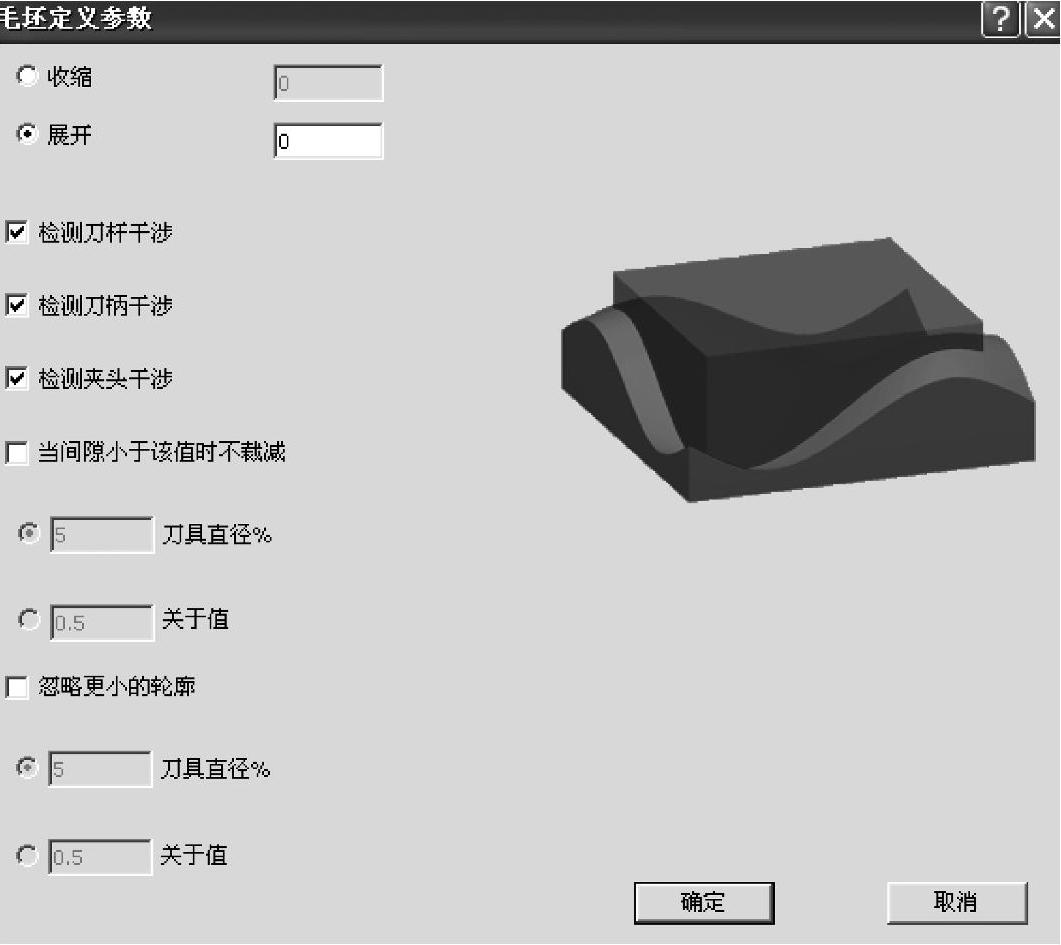
图4-70 毛坯定义参数界面
(1)收缩和展开 对毛坯的三维尺寸进行放大和缩小,通过在其右侧输入数值来实现。
(2)检查刀杆干涉 打开此选项时,刀路路径包含刀杆和毛坯干涉的运动轨迹。
(3)检查刀柄干涉 打开此选项时,刀路路径包含刀柄和毛坯干涉的运动轨迹。
(4)检查夹头干涉 打开此选项时,刀路路径包含夹头和毛坯干涉的运动轨迹,生成的轨迹会更多一些。
(5)当间隙小于该值时不裁减 当毛坯间隙小于给定值时不裁减刀路轨迹,有时可以避免更多的抬刀。可以直接给定数值或者用刀具直径的百分比来定义间隙的大小。
(6)忽略更小的轮廓 打开此选项,可以把尺寸比较小的毛坯忽略掉,这样能提高加工效率,直接给定数值或者用刀具直径的百分比来定义轮廓的大小。
3.多行开粗
此功能可以把当前的刀路轨迹在同一个驱动曲面上生成多行轨迹,行与行之间的步进方向沿着驱动曲面的法向,而和刀轴方向无关,单击【多行开粗】出现如图4-71所示的界面。
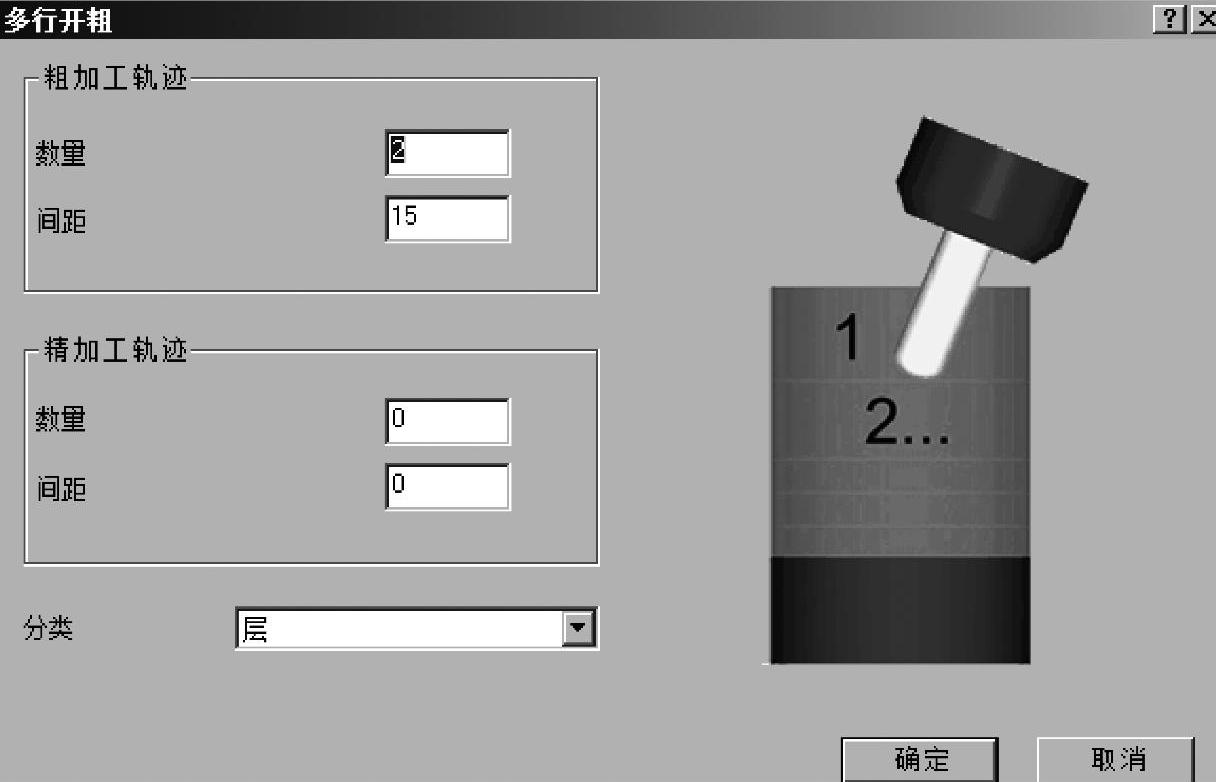
图4-71 多行开粗参数
(1)粗加工轨迹 设置行的数量和行间距,可用于驱动曲面上毛坯比较大的场合。
(2)精加工轨迹 设置行数和行间距,可用于毛坯不大的场合。此选项也可以和【粗加工轨迹】一起使用,这样可以在粗加工后紧接着进行精加工。粗加工间距一般较大,精加工间距较小。
(3)分类 其后有【行】和【层】两个选项,使用【层】和【行】结果有明显不同,【层】是从毛坯开始加工到驱动曲面后再进行下一个循环,如图4-72a所示,图4-72b显示的是使用【行】生成的轨迹,可以看出它们的明显区别。
4.插铣加工
此功能允许刀具沿着它的刀轴方向插向驱动曲面进行加工,单击【插铣加工】按钮,显示如图4-73所示的参数设置界面。【步长】相当于侧向步距,【插入高度】相当于插入的深度,【滑动长度】指的是刀具沿着【步长】方向退回的距离,应该小于【步长】。
5.型腔仿形铣
用于简单的型腔加工,驱动曲面不仅要选择型腔也要选择封闭的侧壁面。如图4-74所示的是“型腔仿形铣”参数面板。(https://www.xing528.com)

图4-72 粗加工中的层与行
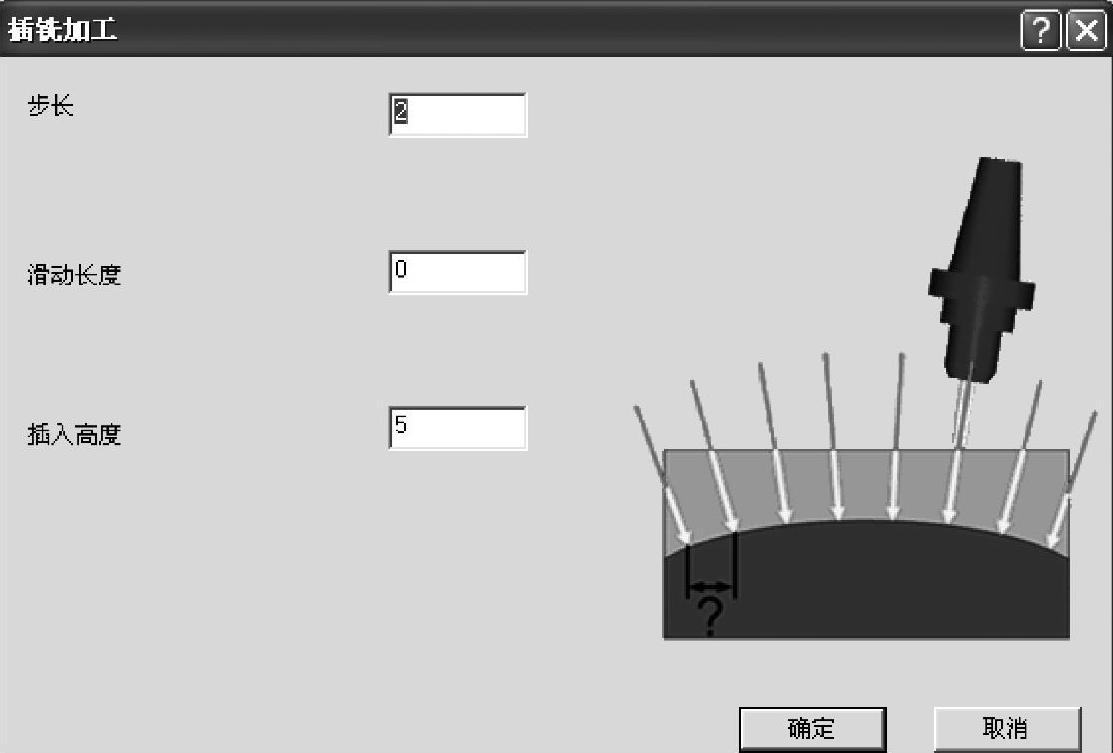
图4-73 插铣加工参数
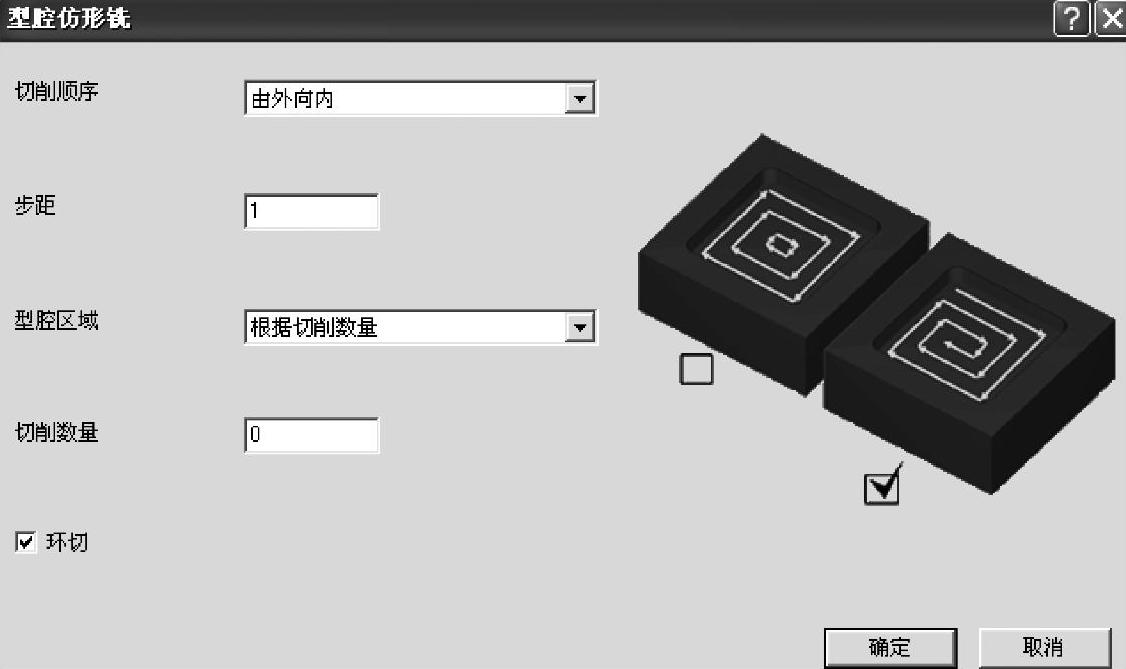
图4-74 “型腔仿形铣”参数面板
(1)切削 顺序定义刀具是从内向外还是从外向内进行加工。
(2)步距 每行刀路轨迹之间的最大距离。
(3)型腔区域 有【完全】和【根据切削数量】两个选项。【完全】是整个槽都会加工,【根据切削数量】选项可以限定加工的行数。选中此项,下面会出现【切削数量】选项,以便对加工的行数进行定义。
(4)环切 勾选它可以使刀具以环线的方式进行切削。
6.深腔切削
虽然和前面所述的【多行开粗】选项一样都用于粗加工,但是它和【多行开粗】选项有明显不同,它用于在刀轴方向上分层加工,其参数面板如图4-75所示。
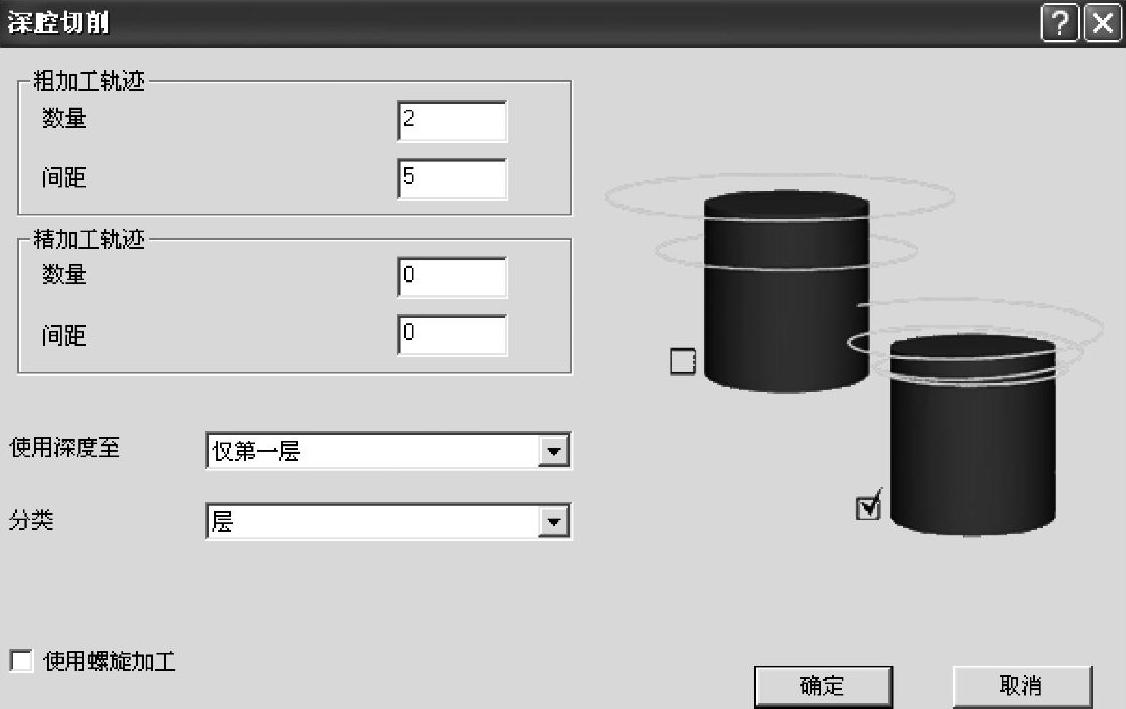
图4-75 “深腔切削”参数面板
深腔切削参数面板中的【粗加工轨迹】、【精加工轨迹】以及【分类】选项和【多行开粗】中的参数一样,这里不再赘述。
(1)使用深度至 有两个选项:【仅第一层】和【仅第一行】。【仅第一层】是刀具仅在第一条刀路分层加工,如图4-76a中箭头所示;【仅第一行】是整个刀路轨迹都分层加工,如图4-76b所示。
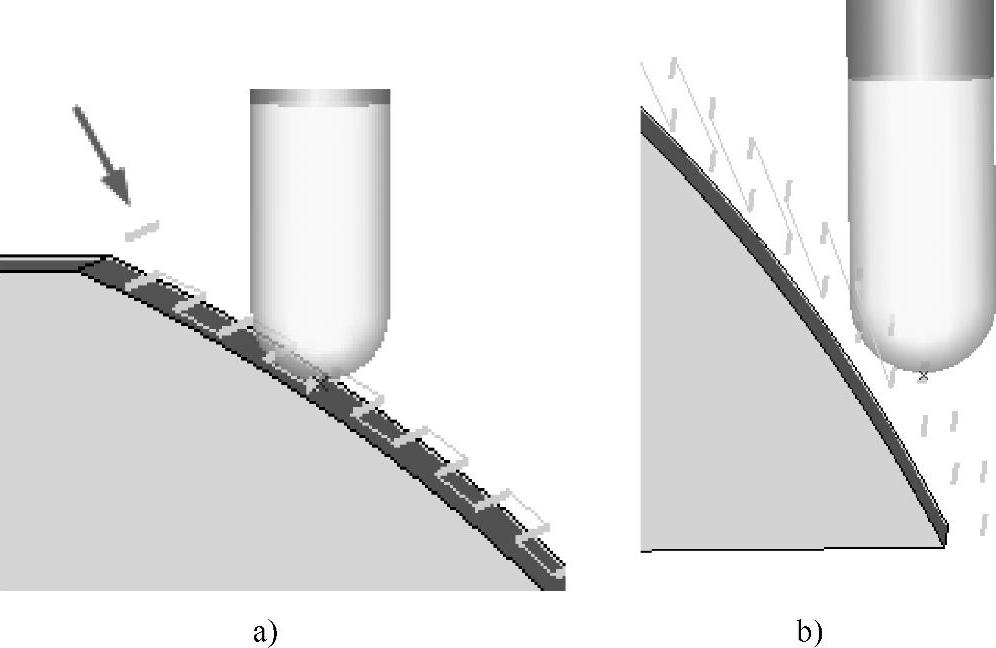
图4-76 深度参数
(2)使用螺旋加工 此功能可以使用螺旋形状的轨迹加工封闭零件,勾选它可以激活此功能。
【提示】:深腔切削和多行开粗有很大的不同的。多行开粗是从面的法向方向一层层加工,和刀轴方向无关,而深层切削和刀轴方向有关,是沿着刀轴方向加工的。图4-77所示的是深腔切削切削轨迹,图4-78所示的是多行开粗轨迹,它们最上层的轨迹是不同的。
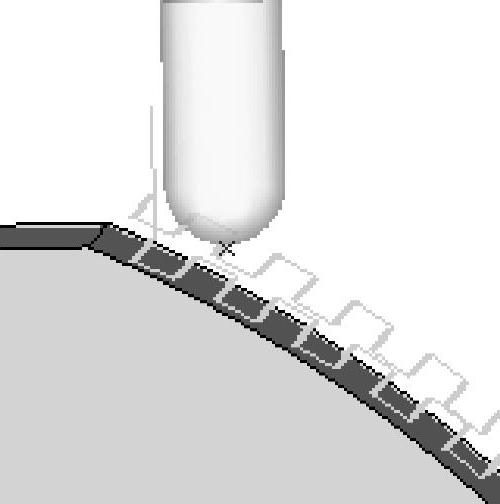
图4-77 深腔切削
图4-78 多行开粗
【区域粗加工】、【平移/旋转】和【排序】功能多应用于具有相同旋转几何特征零件的加工,具体参数解释见后面的章节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。