



曲面路径包含四部分:模式、区域、工艺和曲面质量,它们担负不同的加工任务。
1.模式
模式是用来定义加工所采用的方式,加工模式包括以下7种:平行铣、沿曲线切削、两曲线之间仿形、平行于曲线、曲线投影、两曲面仿形和平行于曲面。
(1)平行铣 平行铣的刀路轨迹所在的截面是互相平行的,轨迹截面的方向由两个角度确定,一个是在XY方向的角度,另一个是Z方向的角度,如图4-21所示,不同设置会有不同结果。
1)如果XY平面内的加工角度设置成0°、Z平面内的加工角度为90°,刀路轨迹截面就平行Y轴,如图4-22a所示。
2)如果XY平面内的加工角度设置成90°、Z平面内的加工角度为90°,刀路轨迹截面就平行X轴,如图4-22b所示。
3)如果XY平面内的加工角度设置成0°、Z平面内的加工角度为0°,就会产生一个封闭的刀路轨迹,每层刀路轨迹之间Z方向的距离是一个常数,如图4-22c所示。

图4-20 局部-三轴加工控制面板

图4-21 设置平行铣的加工角度
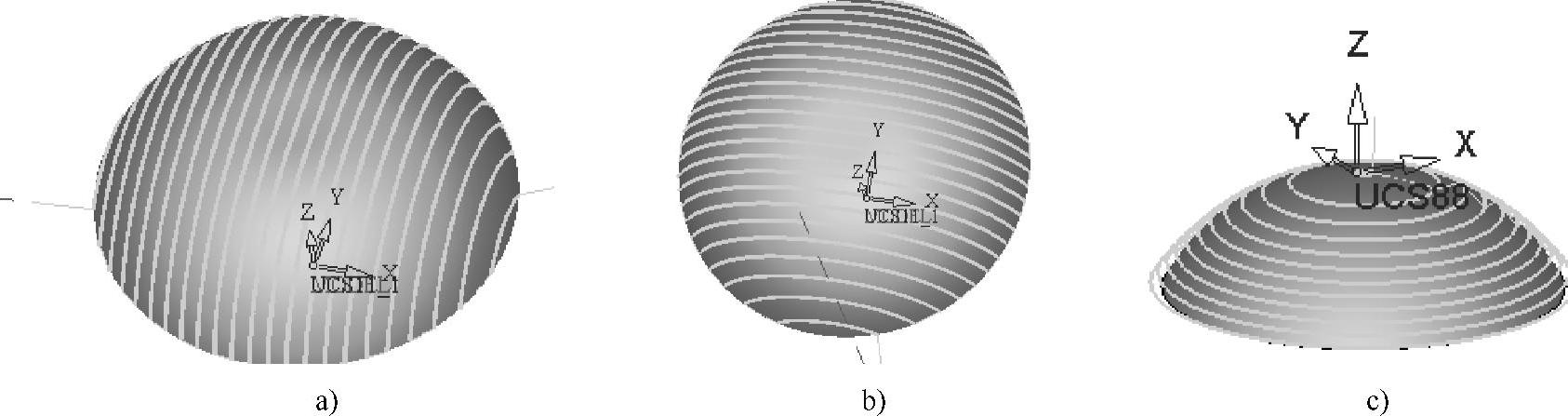
图4-22 加工角度不同影响轨迹截面方向
平行铣的加工对象是驱动曲面,单击【驱动曲面】按钮即可去选择加工面,加工余量在【驱动曲面余量】参数里设置。
(2)沿曲线切削 沿曲线切削的刀路轨迹方向和选择的曲线垂直,如图4-23所示,这就意味着如果选择的导动曲线不是直线,则刀路轨迹是不平行的。
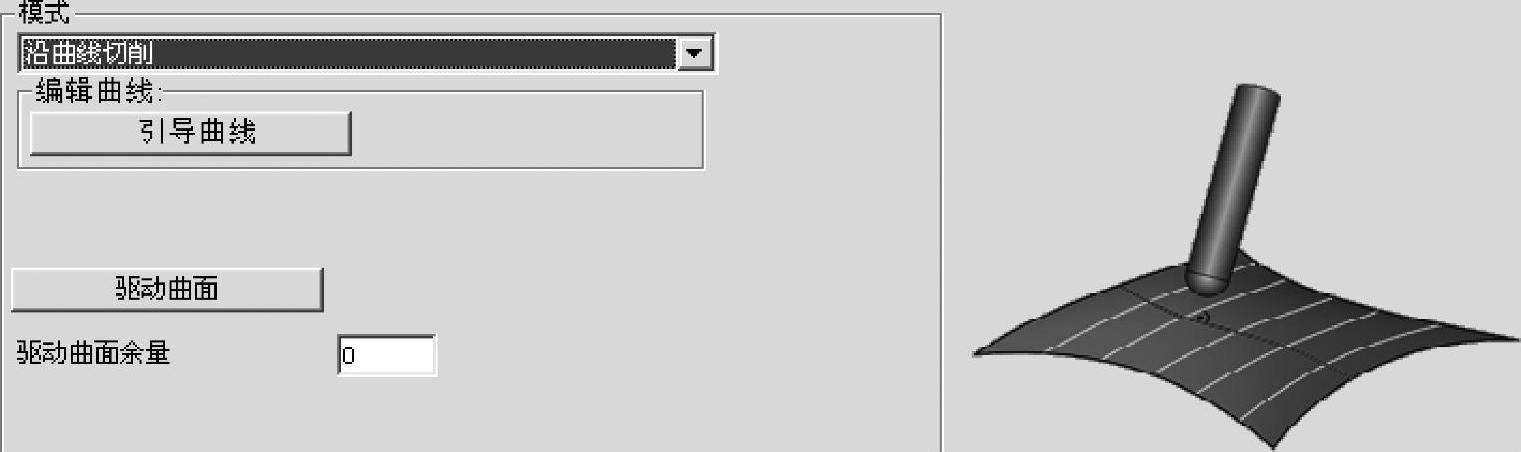
图4-23 沿曲线切削加工模式
沿曲线切削的加工对象是一条引导线和驱动曲面,必须选择,否则系统不会算出刀路轨迹。
(3)两曲线之间仿形 曲线之间仿形的刀路轨迹在选择的两曲线之间生成,如图4-24所示,轨迹特点是靠近曲线的刀路轨迹形状和曲线类似,中间逐渐过渡。
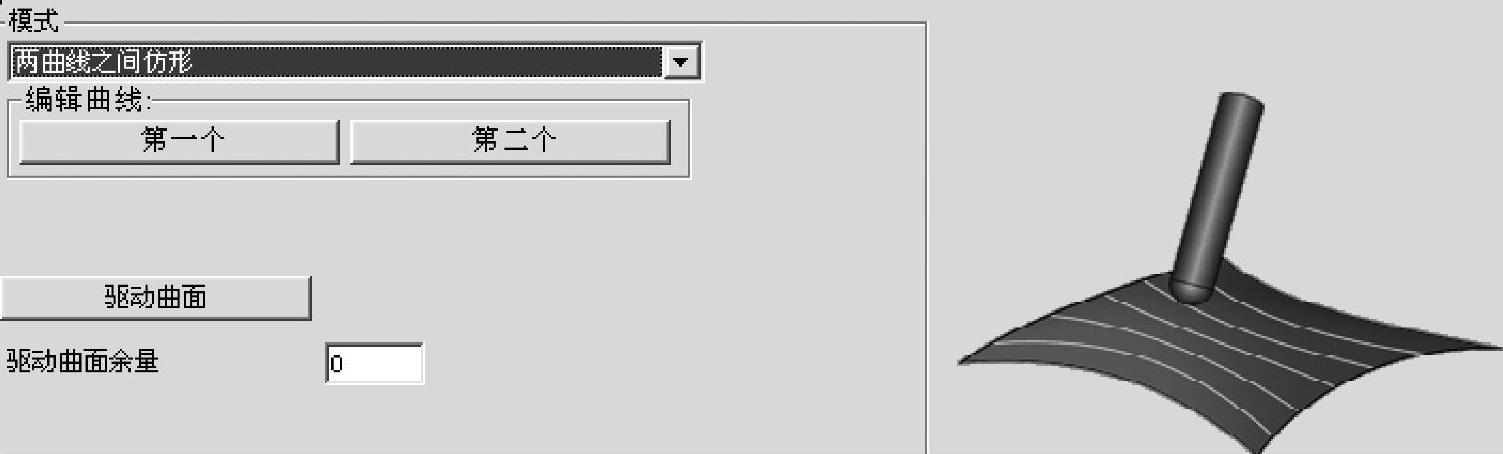
图4-24 两曲线之间仿形加工模式
两曲线之间仿形的加工对象是两条曲线和驱动曲面,都是必选项。
(4)平行于曲线铣 平行于曲线铣的刀路轨迹平行于选择的引导轮廓曲线,如图4-25所示,圈1指示的是导引线,圈2指示的是刀路轨迹,邻近的刀路轨迹皆平行于导引线。
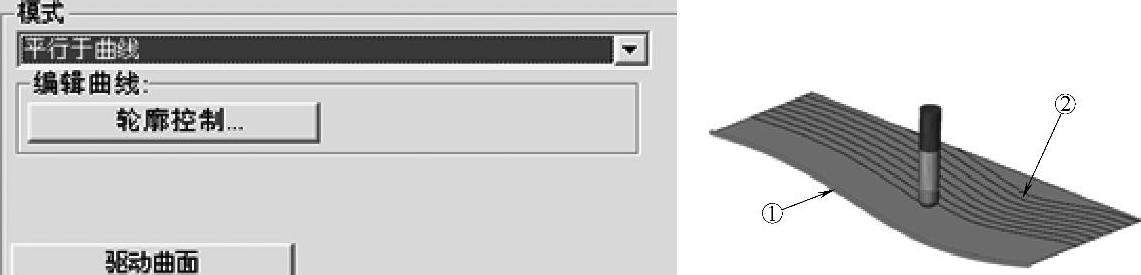
图4-25 平行于曲线铣模式
平行于曲线铣的加工对象是一条引导线和驱动曲面,选择导引线时,一定在加工面的边上选择,否则就会产生错误的轨迹。
(5)曲线投影 曲线投影的刀路轨迹和选择的曲线形状一样,如图4-26所示。
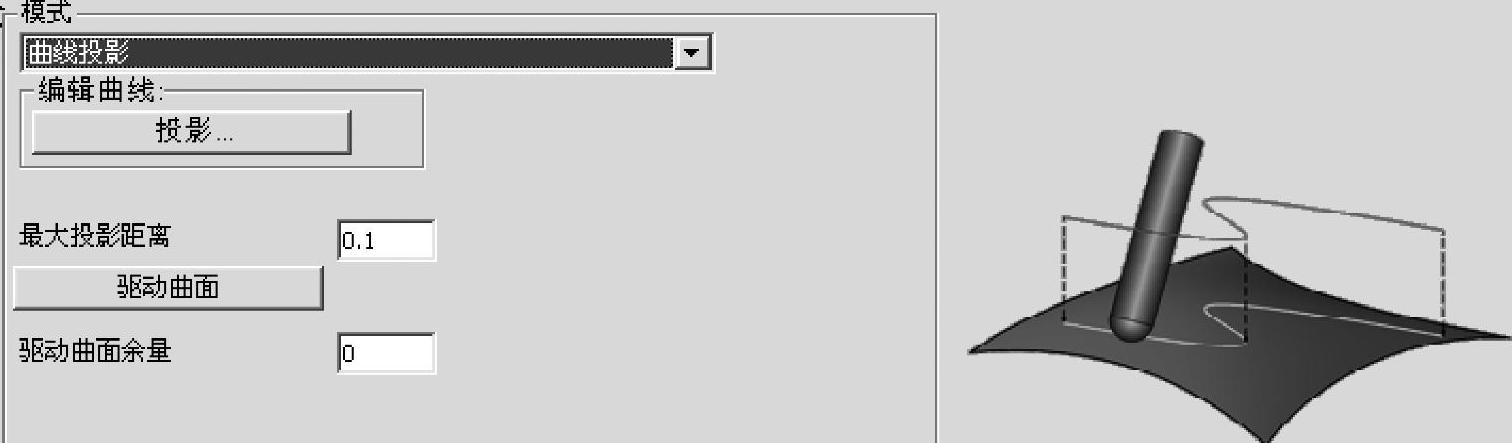
图4-26 曲线投影加工模式
曲线投影的加工对象是一条曲线和驱动曲面,选择的曲线可以在加工面上,也可以离开一段距离,通过【最大投影距离】参数控制选择的投影曲线是否有效。
(6)两曲面仿形 两曲面仿形的刀路轨迹在两个曲面之间并沿着驱动面分布,如图4-27所示,轨迹两端的形状和两张曲面与驱动面的交线类似。
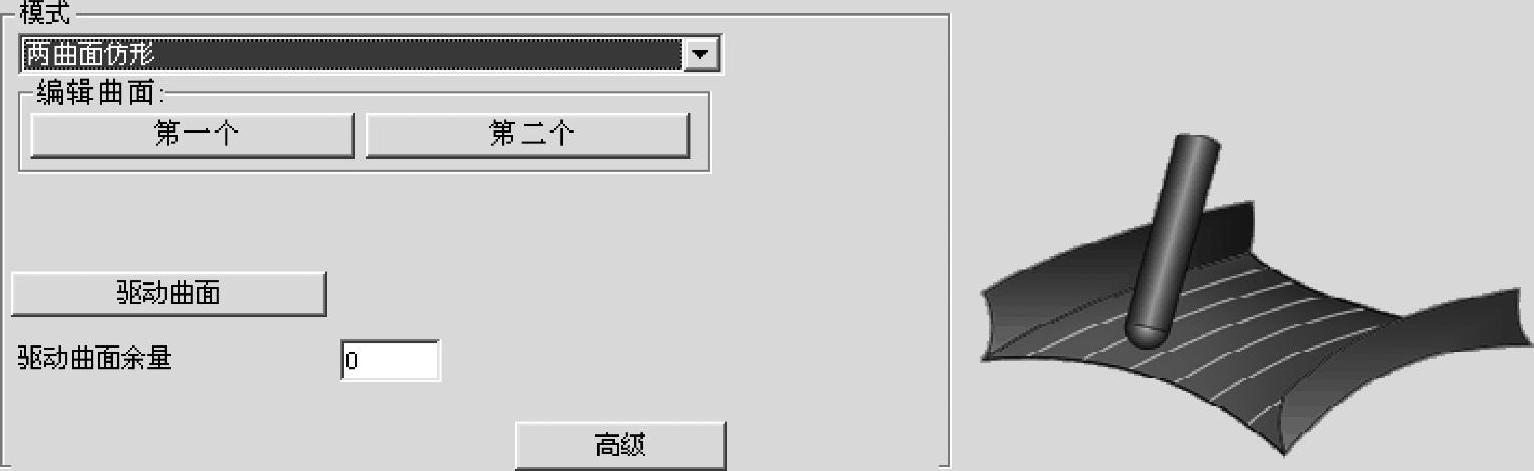
图4-27 两曲面仿形加工方式
两曲面仿形的加工对象是驱动面和控制轨迹形状及区间的两张面,都是必须要选择的,否则刀路轨迹不会被计算。
(7)平行于曲面 平行于曲面的轨迹平行于所选择的导引面,如图4-28所示,编程时必须选择一张控制刀路轨迹形状的面和驱动面,底部那张面是与刀路轨迹平行的面。
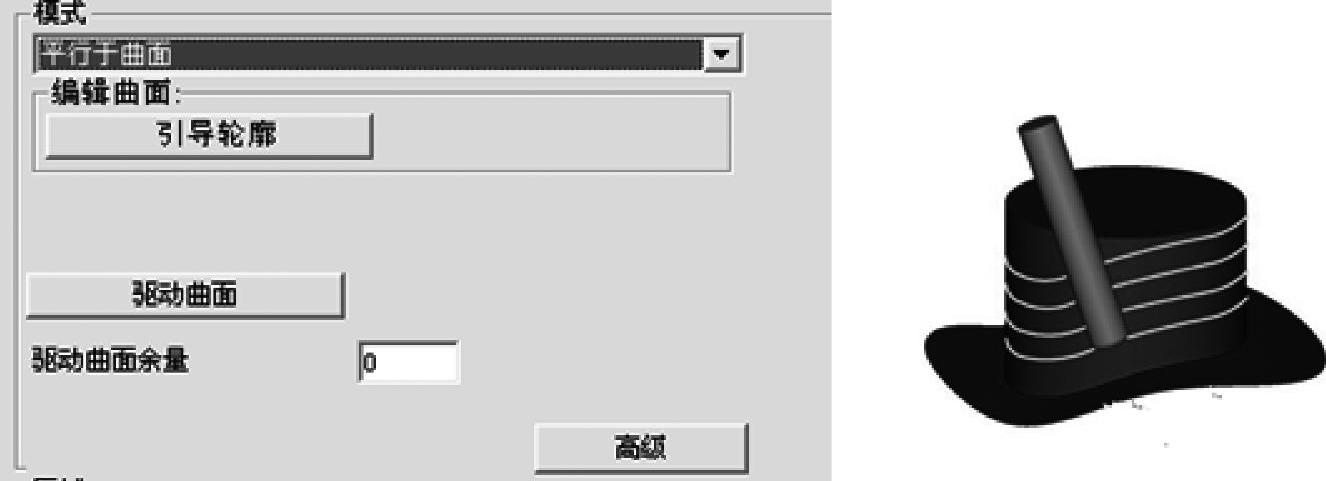
图4-28 平行于曲面加工模式
【提示】:曲面驱动余量可以给负值,这样可以把加工模型缩小,负余量不要超过刀具直径,如果打算超出直径,请在【有效工具】选项里设置轴向移动来实现。
2.区域
区域包括指定加工类型、角落过渡、轨迹延伸/裁剪和2D边界。
(1)类型 用来定义刀具在驱动曲面上的加工范围,加工模式不同,出现的选项也不同,但最多有4种类型可以选择:【完全,避免边加工】、【完全,曲面起始边和最终边加工】、【根据切削数量】和【以一点或两点限制切削】,它们的效果分别如图4-29a~图4-29d所示。
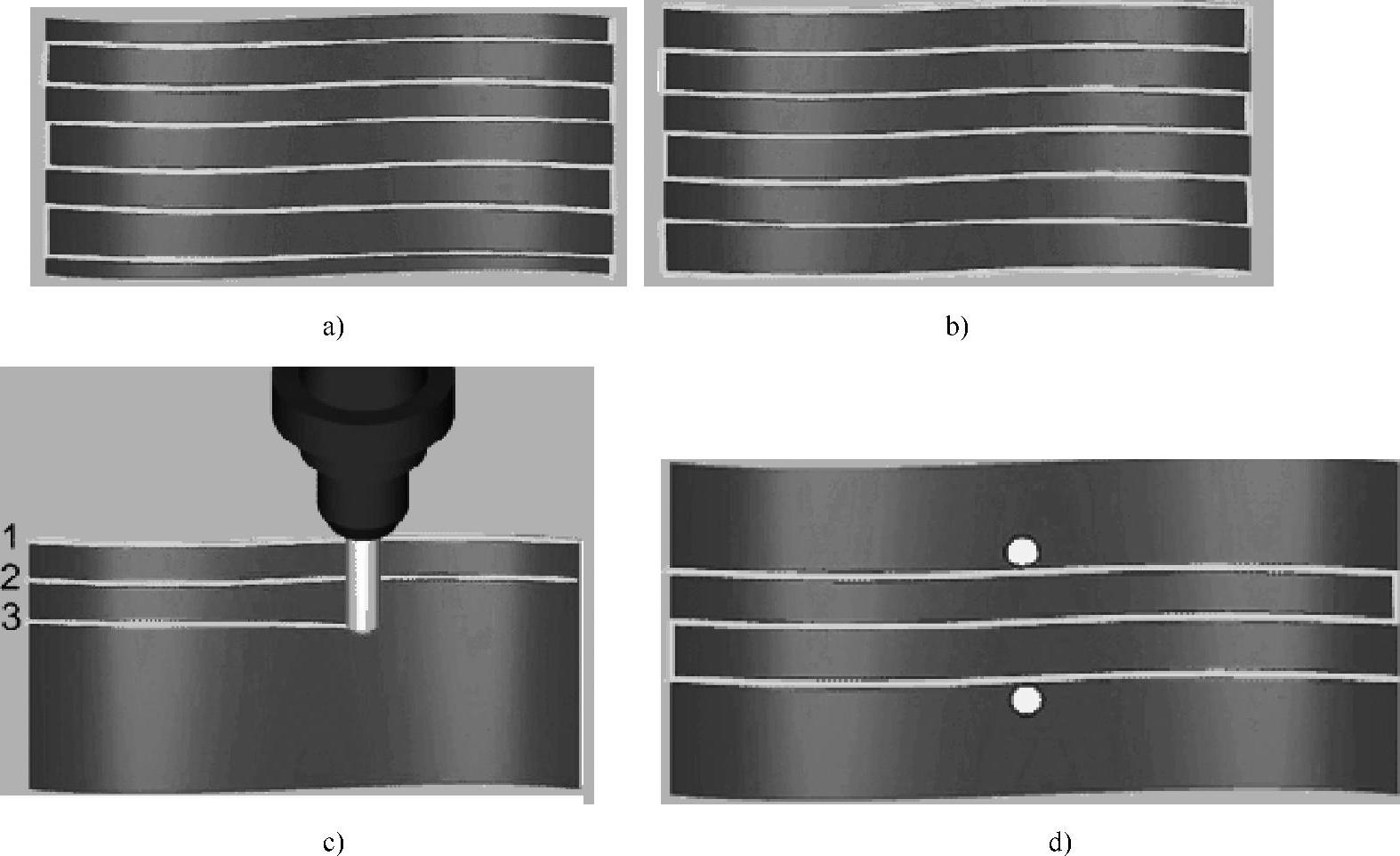
图4-29 区域类型
(2)角落过渡 通过打开这个选项可以在模型里发现最小半径或没有倒圆角的棱边,并清除掉在此处产生的类似“鱼尾”形状的刀路轨迹。
勾选并单击面版上【角落过渡】按钮,显示如图4-30所示的界面,可以在【圆角值】参数后面输入一个数值来指定刀路轨迹拐角半径的大小。
图4-31所示的零件有尖角部位,在不选择【角落过渡】的时候,刀路出现了“鱼尾”形状的刀路轨迹,如图4-32所示的刀路轨迹是把【角落过渡】功能打开时得到的效果。
(3)延伸/修剪 可以对刀路轨迹进行延伸或者修剪;勾选并单击面板上【延伸/修剪】按钮,进入如图4-33所示的设置界面。延伸刀路是沿着轨迹端点的切向直线延伸出驱动曲面,裁减刀路就是按照一定的数值部分地裁掉刀路。输入正值是延伸刀路,输入负值是裁减刀路。裁减和延伸的大小可以通过两个参数来控制:刀具直径的百分比或者是实际的数值。
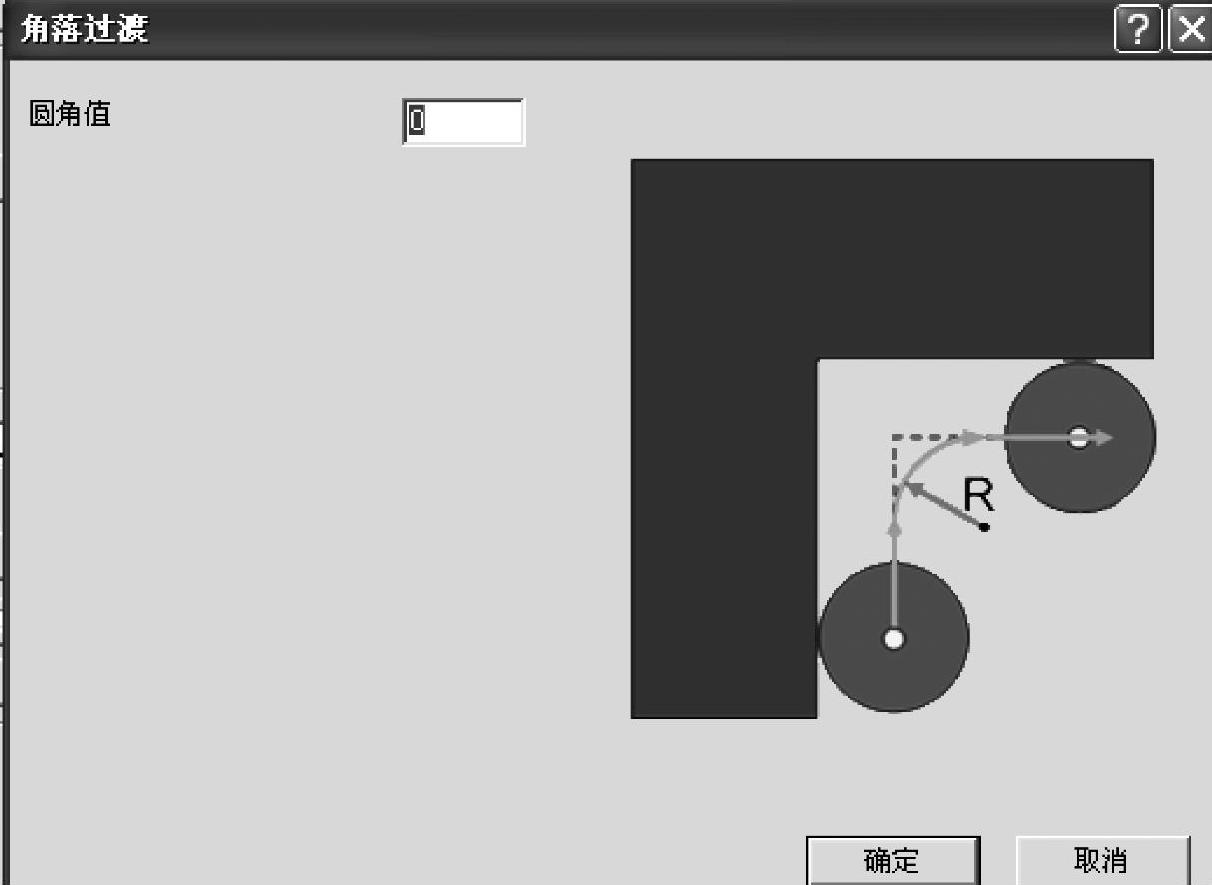
图4-30 角落圆角值的设定
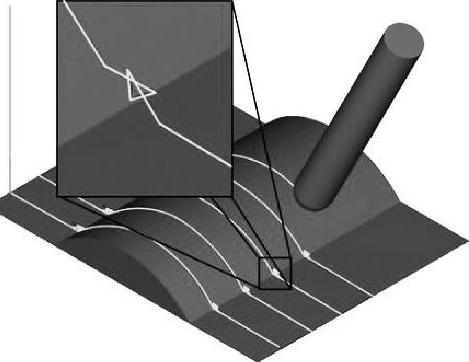
图4-31 鱼尾状刀路
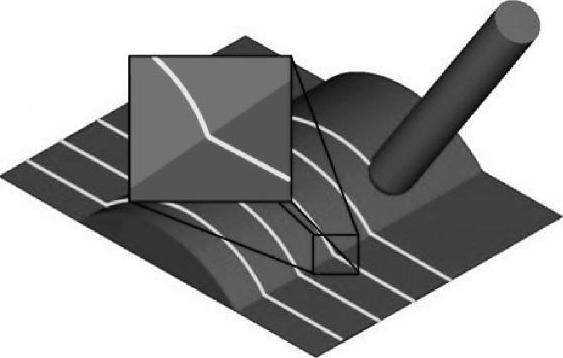
图4-32 光顺刀路
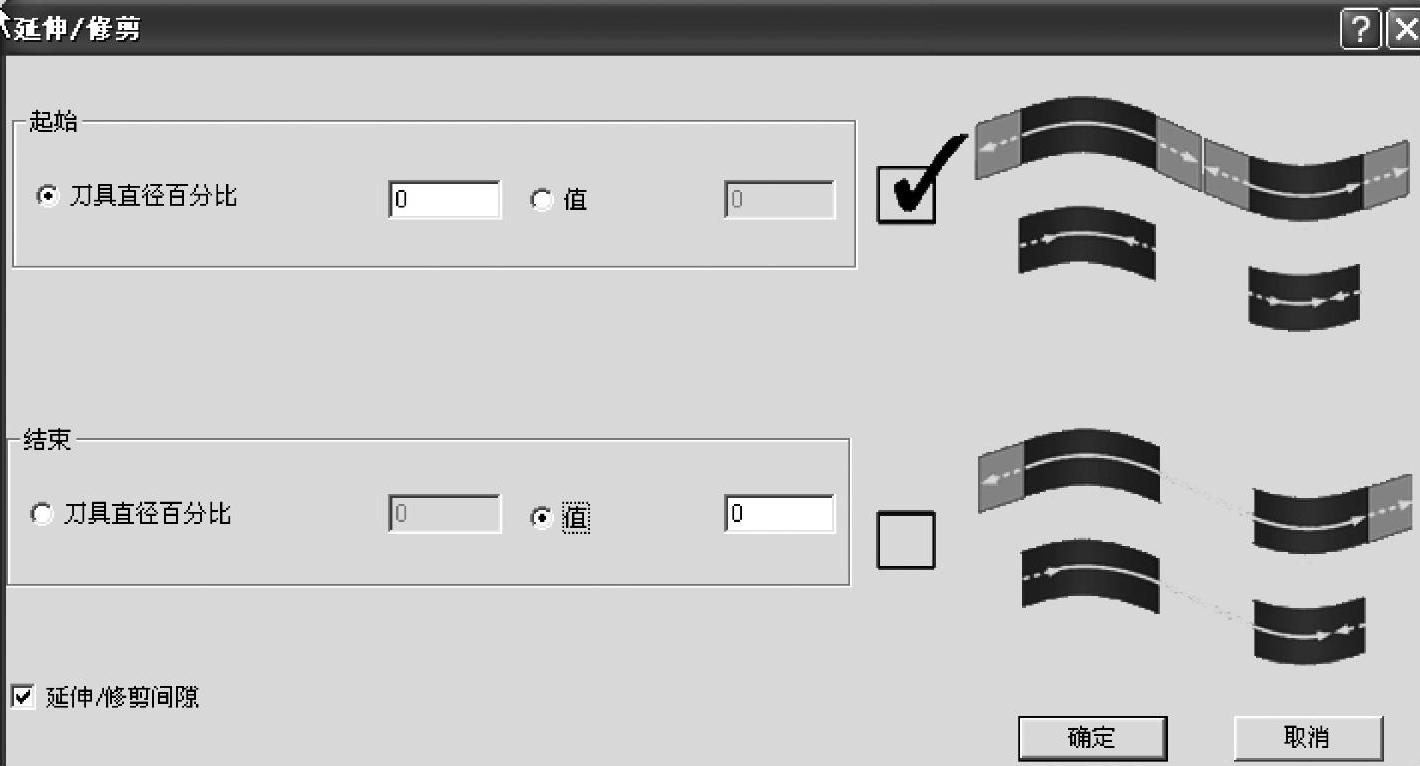
图4-33 延伸/修剪设定
(4)角度范围 通过角度定义加工范围,勾选并单击面板上【角度范围】按钮,便可以对各项参数进行设定。例如,图4-34所示是设定的各项参数,图4-35所示是对一个零件的加工结果,没有对整个球面进行加工,只加工45°~60°的范围。
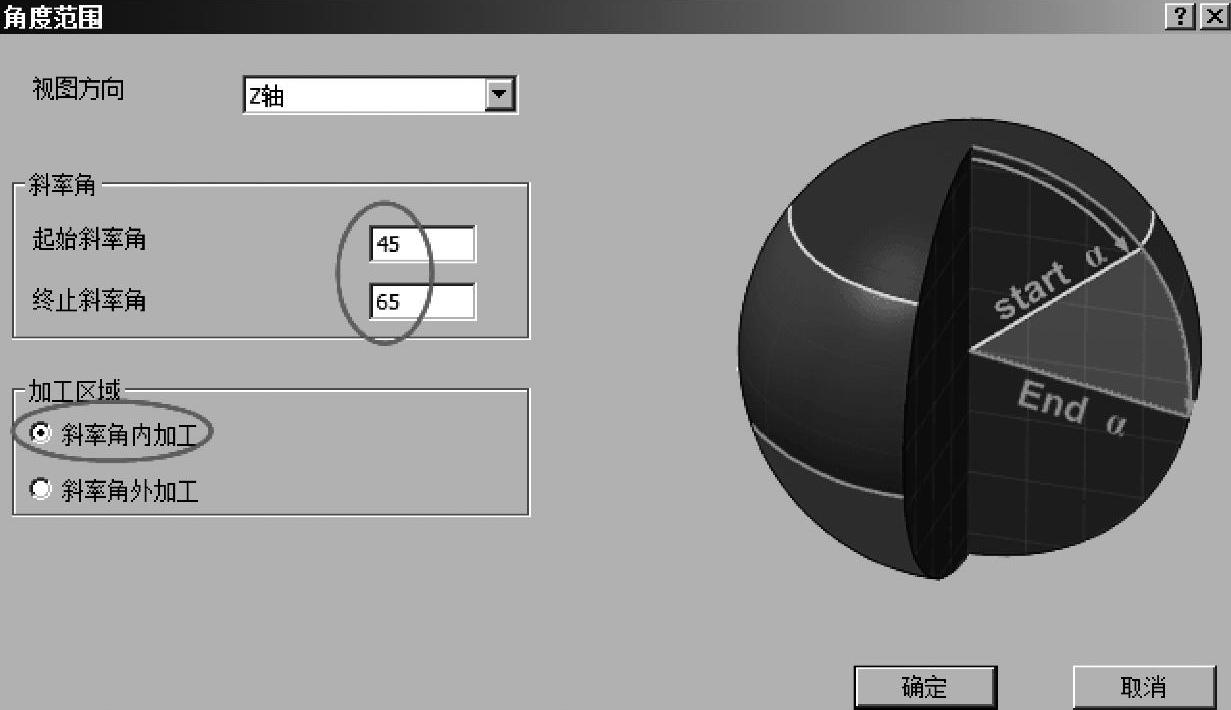
图4-34 角度范围参数设定
(5)2D边界 通过一条封闭的2D边界和视图投影方向决定加工范围,勾选并单击【2D边界】按钮出现如图4-36所示的面板,其工作原理是按照投影方向把2D包容曲线投影到驱动曲面上,用投影线把刀路进行裁剪,可以选择多个2D边界。(https://www.xing528.com)
3.工艺
在这个参数项里,可以对加工的切削方式、切削顺序、加工的起始点进行设置。
(1)切换步距方向 此选项用来改变加工方向,对于封闭轮廓的铣削通过切换步距方向可以使刀具从外或者从内进行加工,对于开放区域可以把加工方向从一端改变到另一端,如图4-37所示。
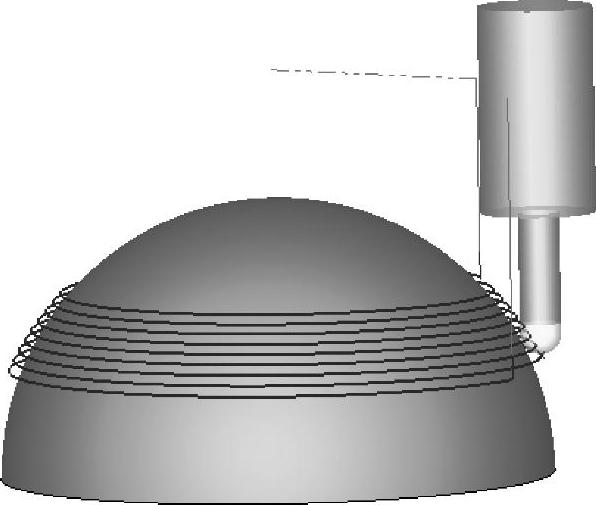
图4-35 通过角度范围限制加工区域
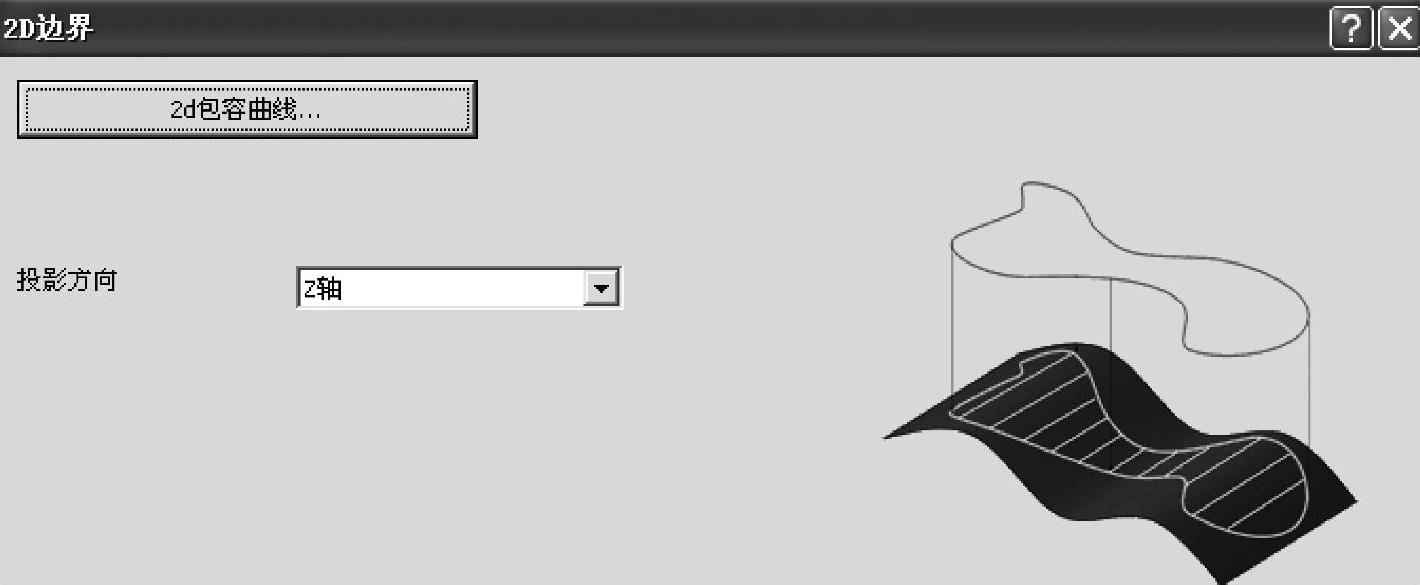
图4-36 2D边界控制面板
(2)切削方式 定义刀具加工时的切削方式,有三个方式可供选择:双向、单向和螺旋铣。
1)双向:刀具来回铣削,相当于我们以前说的混合铣削。
2)单向:刀具总是以一个方向铣削,可以选择顺铣或者逆铣。
3)螺旋铣:是单向铣削的特殊形式,在驱动曲面产生一个螺旋形状的刀路轨迹,加工效果优于单向铣削方式。
(3)切削顺序 定义的是刀具的切削次序,可以设置成标准、由中心向外和由外向内三种方式。
1)标准:设置的是默认的切削顺序,刀具从一端加工到另一端,如图4-38a所示。
2)由中心向外:刀具将从驱动曲面的中心向外加工,如图4-38b所示。
3)由外向内:刀具将从驱动曲面的外部向内加工,如图4-38c所示。
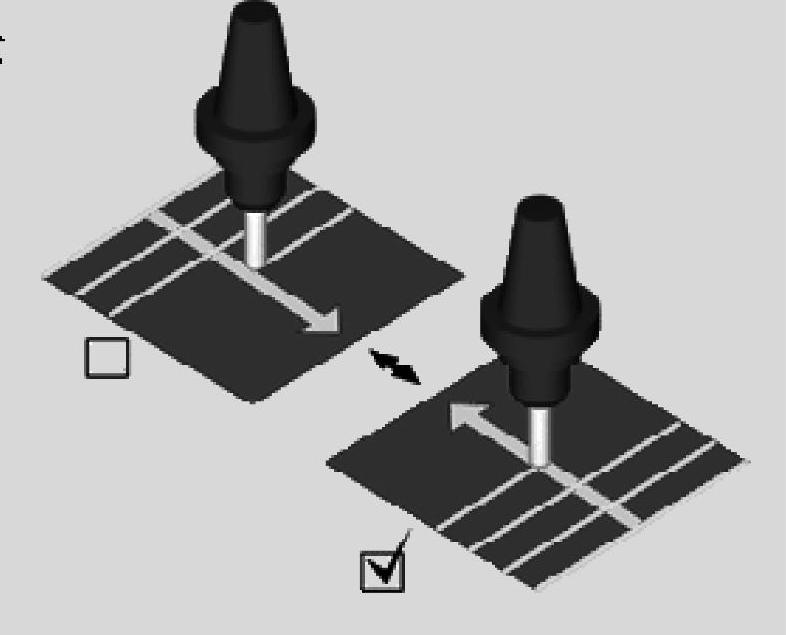
图4-37 切换步距方向
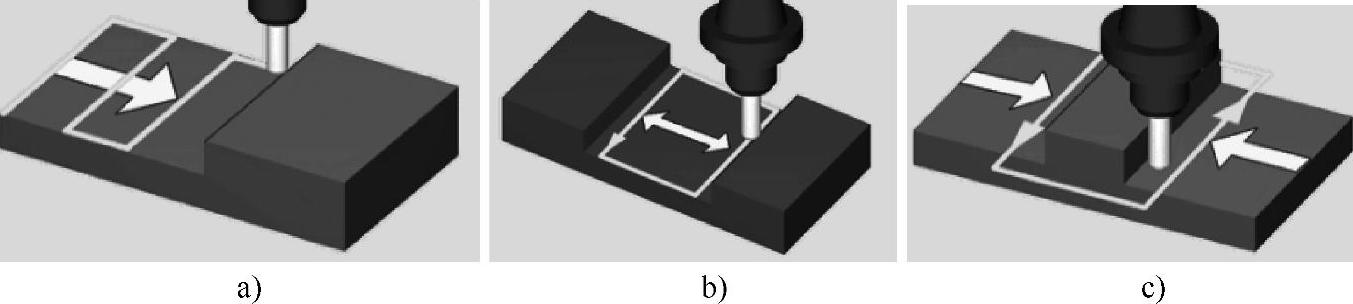
图4-38 切削顺序三种方式
刀具的切削方式设置为螺旋铣的时候,此时切削顺序选项处于非激活状态,这是和它用于加工封闭的驱动曲面有关。
(4)单向切削方向 这个参数只有在上面切削方式参数为单向或者为螺旋铣时才被激活可用,共有4个选项:顺铣、逆铣、顺时针和逆时针,其中顺铣和逆铣由主轴旋转方向和刀具移动方向之间的关系来确定,而顺时针和逆时针则和主轴旋转方向无关。
(5)强制切削方向(设定封闭轮廓)此选项也是在切削方式为单向或者为螺旋铣时才被激活可用。勾选它可以把一个开放轮廓当做封闭轮廓来使用。
(6)起始点 定义在驱动曲面上的起始加工的位置和随后加工的位置,勾选并单击【起始点】按钮,进入如图4-39所示界面,有【进刀点设置】和【起始点应用于下列选择中】两个参数选项。
1)位置:通过拾取零件几何面上的点或者给定坐标值来定义起始加工的位置。选择的点如果不在驱动曲面上,系统会自动搜索与之最近的点,单击【…】按钮即可拾取点或者输入坐标。
2)曲面法向:通过一个矢量方向来定义加工的起始点,可以输入数值或者选择一条直线来确定起始位置,曲面在起始点的法向和设定的矢量方向一致或者非常接近。
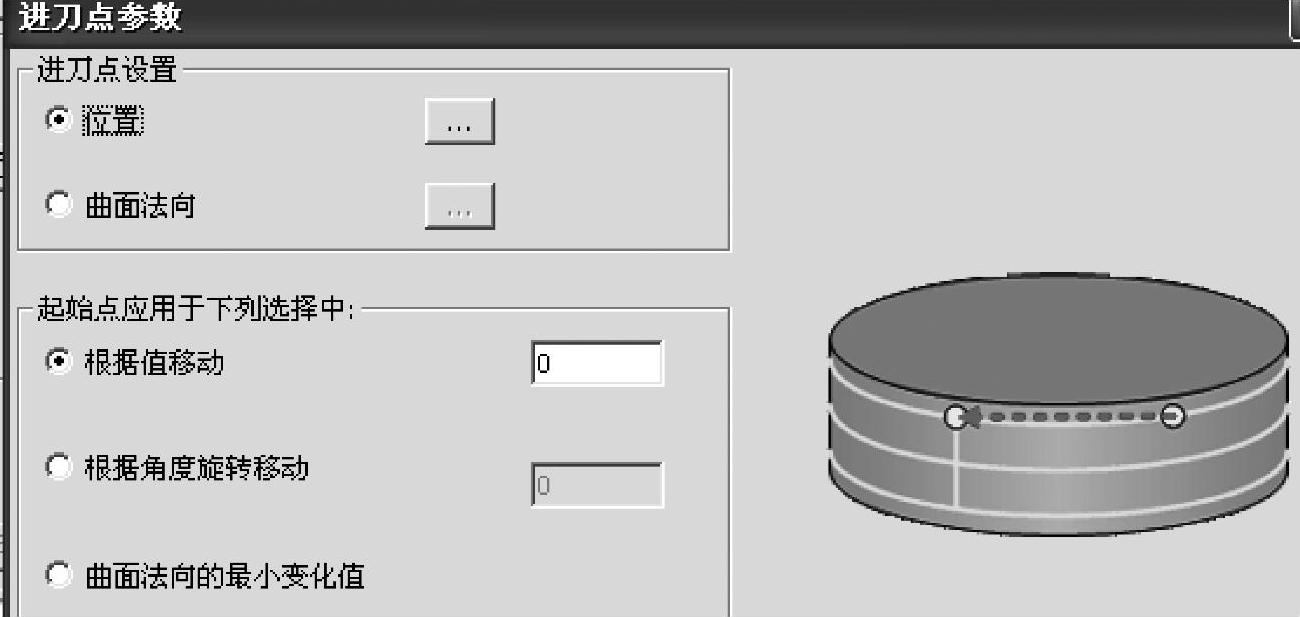
图4-39 进刀点参数设置面板
3)根据值移动:通过在【根据值移动】选项右侧输入值来定义后续加工起始点移动的多少,如图4-40a所示。
4)根据角度旋转移动:通过在【根据角度旋转移动】选项右侧输入角度值来定义后续加工起始点移动的多少,如图4-40b所示。
5)曲面法向的最小变化值:选中这个选项可以使每层加工的起始点的法向变化是最小的,很多时候是一致的,如图4-40c所示。
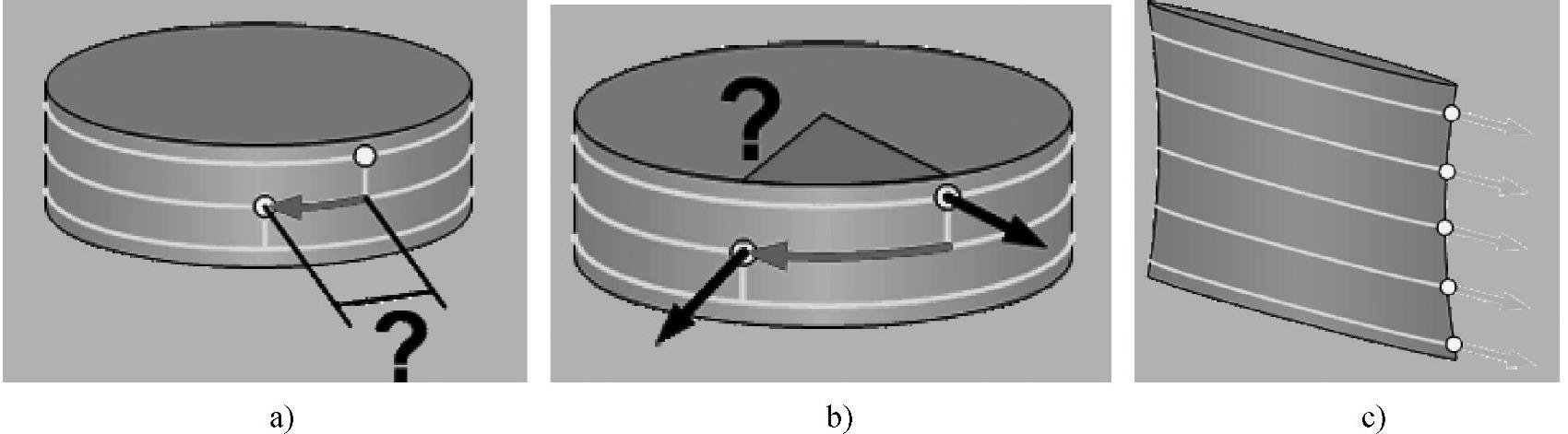
图4-40 起始点的控制选项
(7)加工顺序 在加工多个区域时,通过这个选项来决定是根据区域还是层来加工。
1)根据区域:多个区域单独加工,也就是加工完一个区域后再去加工另一个区域,如图4-41a所示。
2)根据层:多个区域不是单独加工,把多个区域视为一个区域加工,如图4-41b所示。
4.曲面质量
可以控制刀路轨迹点的数量,进而控制曲面的加工质量。
(1)最大距离 它控制的是在驱动曲面上生成的刀路点数,当希望在驱动曲面(包括平面)上得到更多的轨迹点数时,勾选这个选项,然后输入更小的值。对于曲面,轨迹点数越多,加工的质量越好,如果不勾选,曲面加工的质量将由驱动曲面公差和最大角度步距来决定。
(2)曲面边界控制 这里有两项内容需要设置,一个是融合有间隙的刀路轨迹,一个是保持外部尖角边。单击【曲面边界控制】按钮,则会出现如图4-42所示的参数界面。
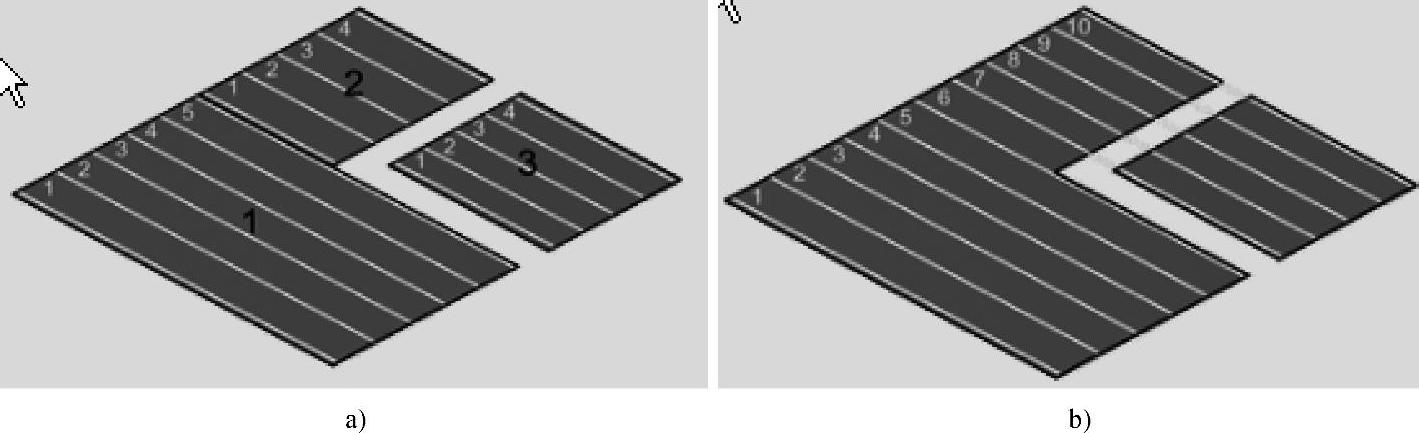
图4-41 加工区域
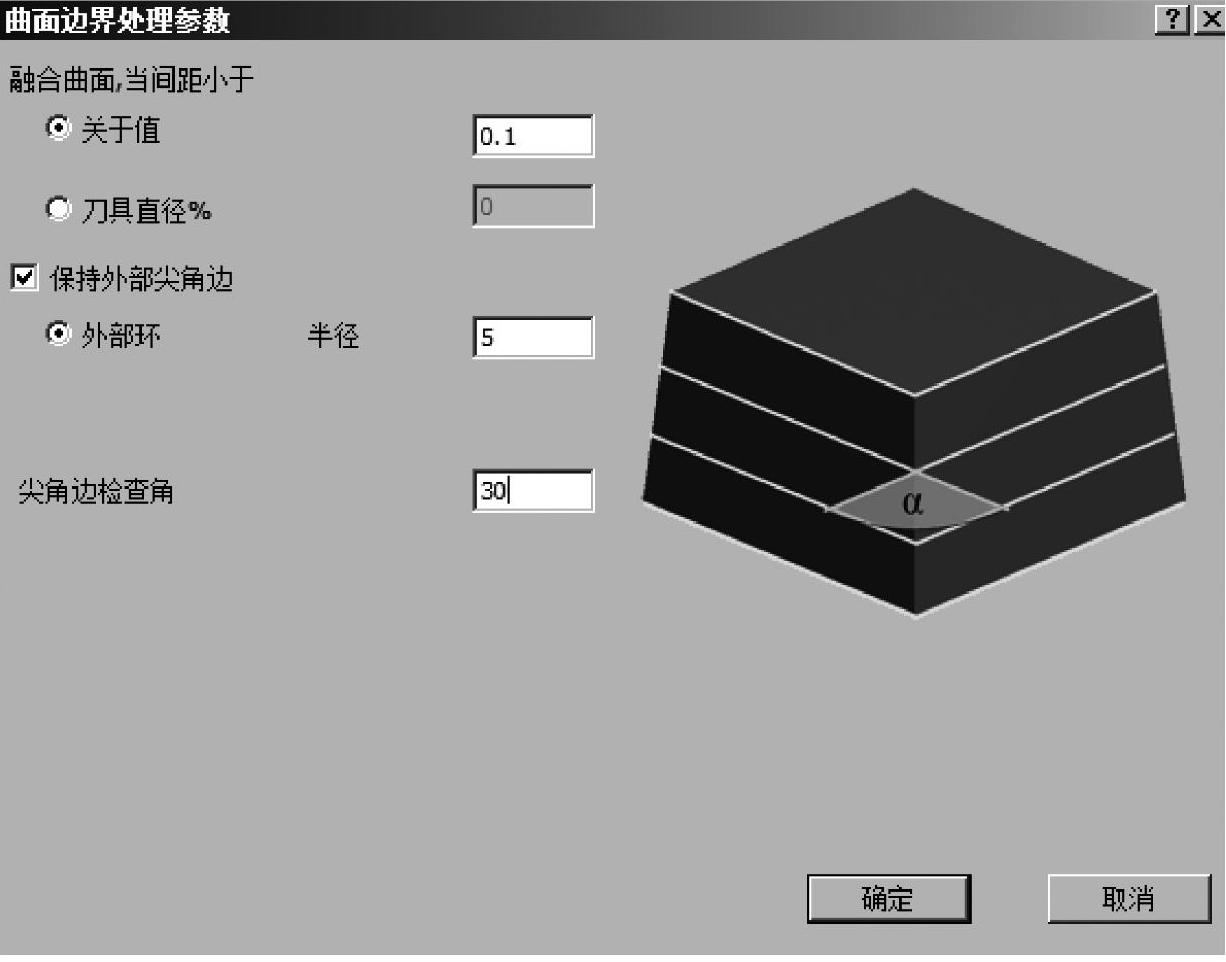
图4-42 曲面边界控制参数
1)融合曲面,当间距小于:可以直接输入一个数值,也可以输入刀具直径的百分比,其目的是把在有间隙的驱动曲面上生成的刀路轨迹进行合并,这样可以减少抬刀,输入的数值比间隙大,刀路轨迹就可以合并在一起。
2)保持外部尖角边:此选项用来保护驱动曲面上的尖角边。通过输入圆角值来定义刀路轨迹从尖边走过时的圆弧的大小,如图4-43所示。
(3)高级 包括设置刀路轨迹点的串连公差、创建缓冲安全路径和优化切削三个选项。
1)串连公差:设置的是系统识别正确的刀路轨迹点的范围,如图4-44显示出了不同的公差计算轨迹的结果,图4-44a所示的是串连公差小计算的刀路轨迹,图4-44b所示的是串连公差大计算的刀路轨迹。
2)创建缓冲路径:勾选这个选项,可以使有拐角的刀路轨迹更加平缓。
3)优化切削:勾选这个选项,可以对刀路轨迹进行优化,加工步距随着驱动面的弯曲程度自动调整,能达到更好的加工效果。
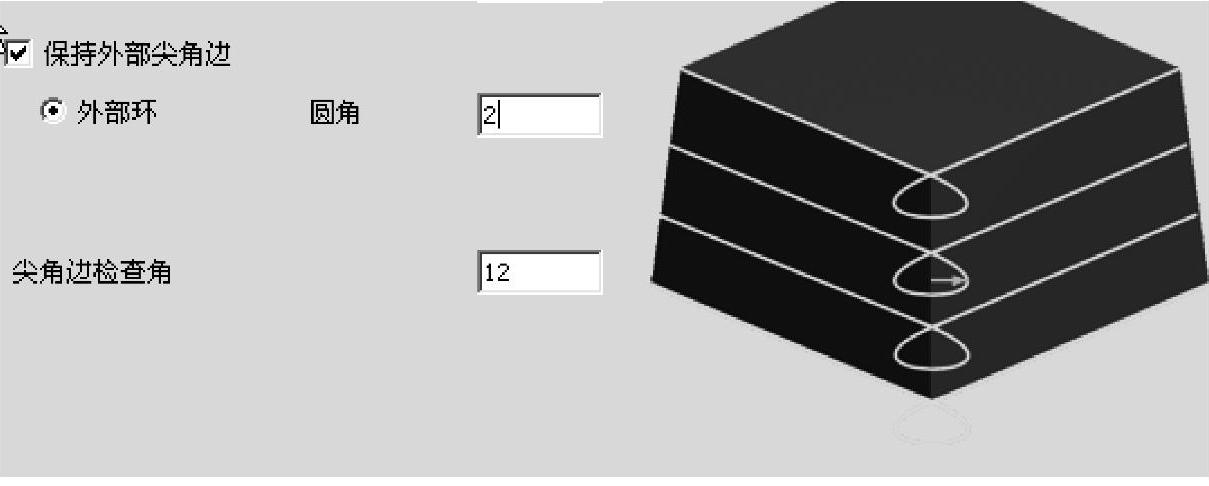
图4-43 保持外部尖角边
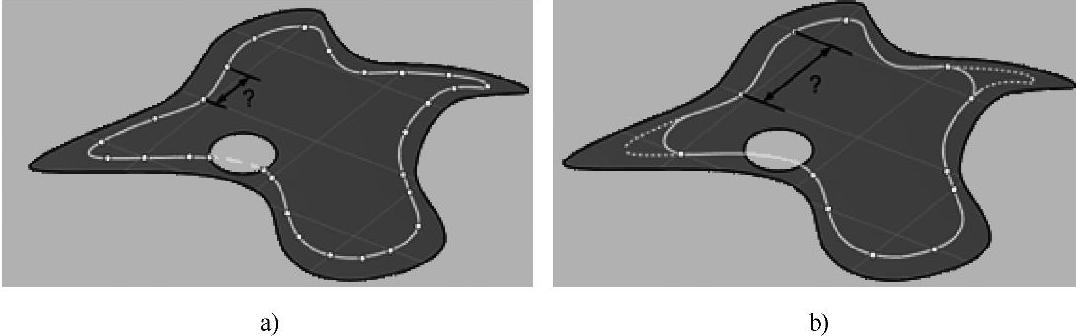
图4-44 串连公差对刀路轨迹的影响
5.步距
有最大步距和残留高度两个参数,用来控制刀路轨迹之间的疏密程度。
(1)最大步距 指定两条刀路轨迹之间的最大距离,距离越小加工质量越好。
(2)残留高度 对使用球刀和牛鼻子刀具有效,通过输入两条轨迹间的残留高度来控制最大步距。使用球刀编程时,残留高度和最大步距是相关的,改变一个另一个会跟着改变,残留高度越小加工效果越好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。