



【摘要】:因为剩下没有加工的零件面是水平面或者是立面,因此可以使用工艺来完成这些面的加工。选择工艺和加工对象 单击向导条按钮,在弹出的窗口将主选择切换为选项,子选择切换为。计算并保存程序 单击程序窗口保存并计算按钮,完成精铣水平面的刀路轨迹的计算,如图3-141所示。
因为剩下没有加工的零件面是水平面或者是立面,因此可以使用【精铣水平面】工艺来完成这些面的加工。
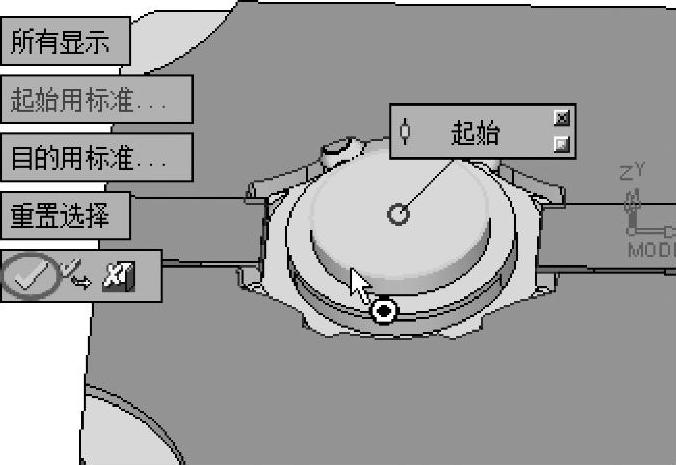
图3-133 初始点的选择
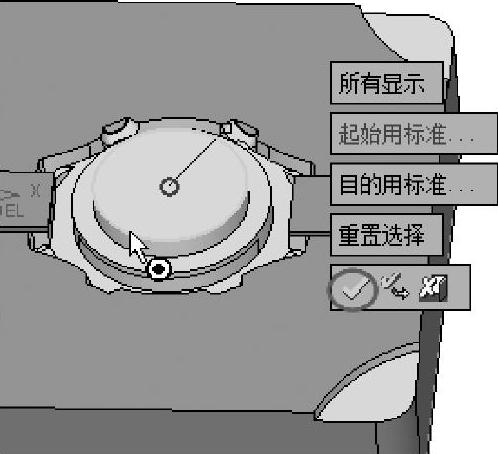
图3-134 目标点的选择
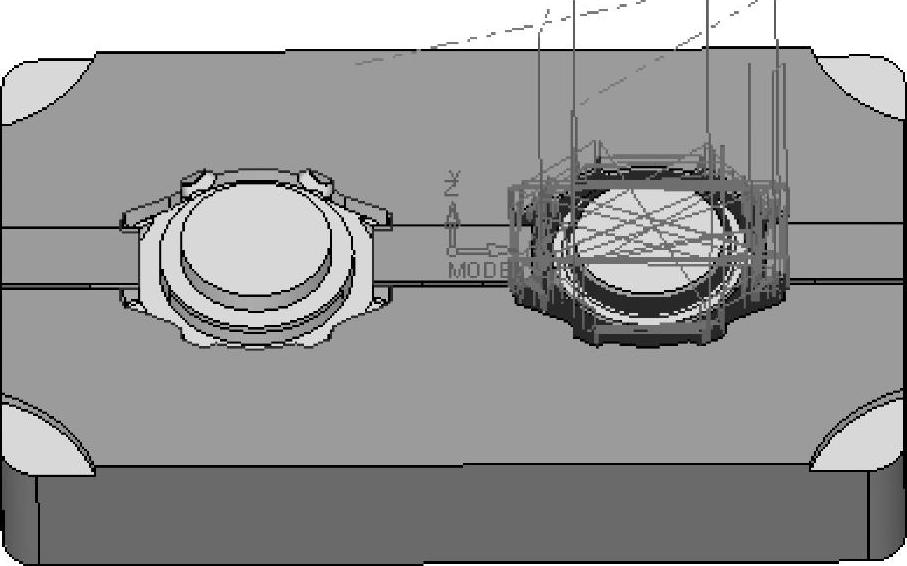
图3-135 复制的刀路轨迹
(1)选择工艺和加工对象 单击向导条【程序】按钮 ,在弹出的窗口(见图3-136)将主选择切换为【曲面铣削】选项,子选择切换为【精铣水平区面】。
,在弹出的窗口(见图3-136)将主选择切换为【曲面铣削】选项,子选择切换为【精铣水平区面】。
单击“零件曲面”右侧按钮 ,框选窗口中所有曲面,单击鼠标中键确认选择,则有238张面被选择,结果如图3-136所示。
,框选窗口中所有曲面,单击鼠标中键确认选择,则有238张面被选择,结果如图3-136所示。
(2)选择刀具 单击程序窗口上的刀具图标 ,选择直径为10.000的平刀,如图3-137所示。
,选择直径为10.000的平刀,如图3-137所示。
(3)设定刀路参数 单击程序窗口上的刀路参数图标 ,参数设定参考图3-138和图3-139所示进行。
,参数设定参考图3-138和图3-139所示进行。
(4)设定机床参数 单击程序窗口上的机床参数图标 ,各项参数设定参考图3-140所示进行。(https://www.xing528.com)
,各项参数设定参考图3-140所示进行。(https://www.xing528.com)
(5)计算并保存程序 单击程序窗口保存并计算按钮 ,完成精铣水平面的刀路轨迹的计算,如图3-141所示。
,完成精铣水平面的刀路轨迹的计算,如图3-141所示。
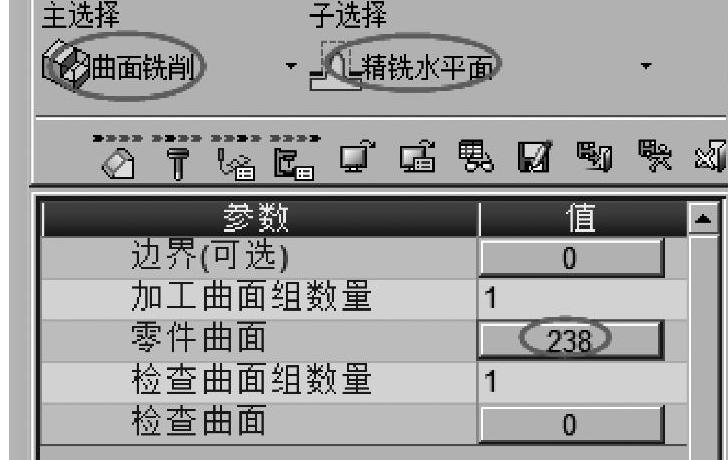
图3-136 工艺和加工对象的选择结果
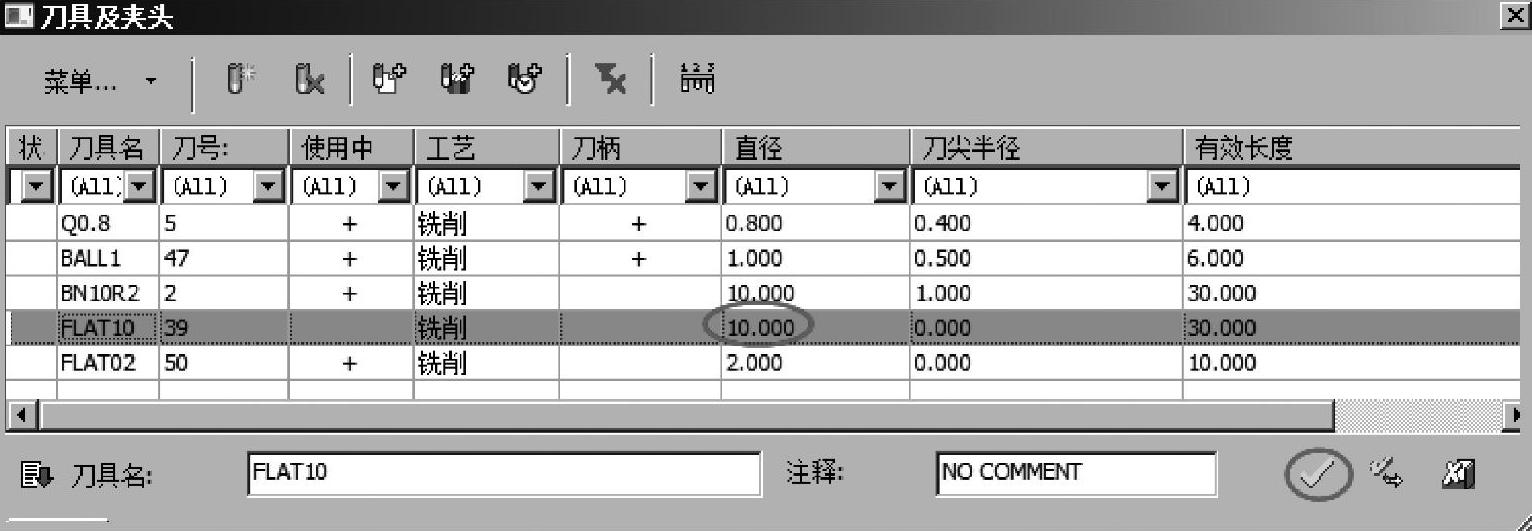
图3-137 选择平刀
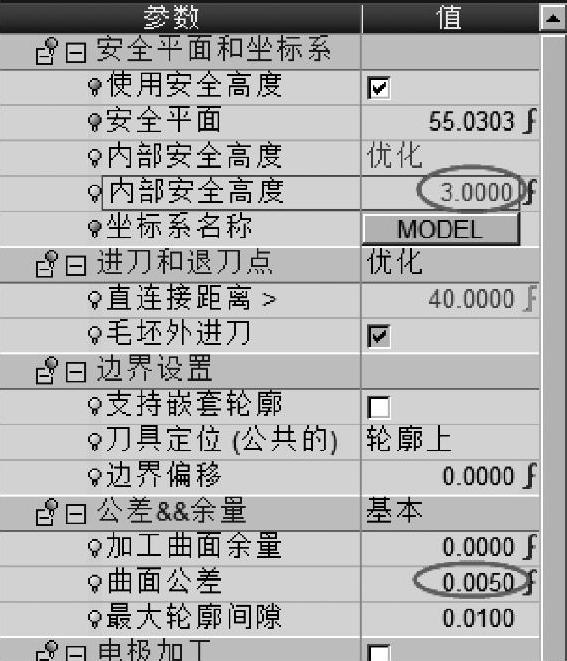
图3-138 刀路部分参数(一)
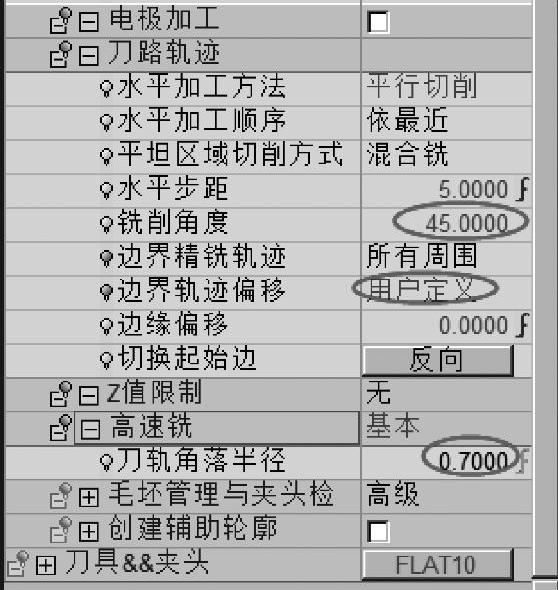
图3-139 刀路部分参数(二)
【提示】:对于这个模型,实际加工时这个工序最好放到二次粗加工程序以后,这样在使用球刀精加工腔槽的侧壁时,第一刀的切深不至于太深,比较安全。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。