



(1)选择工艺和加工对象 单击向导条中【程序】按钮 ,在弹出的窗口默认主选择【体积铣】选项,子选择为【环绕粗铣】。
,在弹出的窗口默认主选择【体积铣】选项,子选择为【环绕粗铣】。
单击边界(可选)右侧的按钮 ,并选择如图3-100所示的组合曲线作为加工边界,再两次单击鼠标中键完成轮廓的选择。
,并选择如图3-100所示的组合曲线作为加工边界,再两次单击鼠标中键完成轮廓的选择。
曲面在上一个程序已经选择,系统已经自动记忆,不需要再次选择曲面,图3-101所示是最终选择的结果。
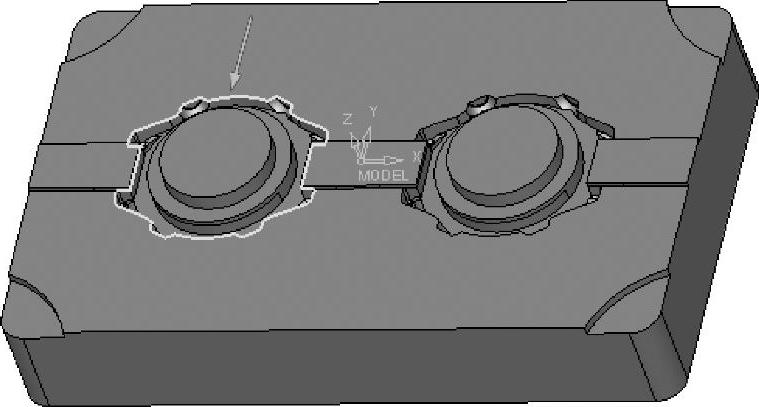
图3-100 选择加工边界
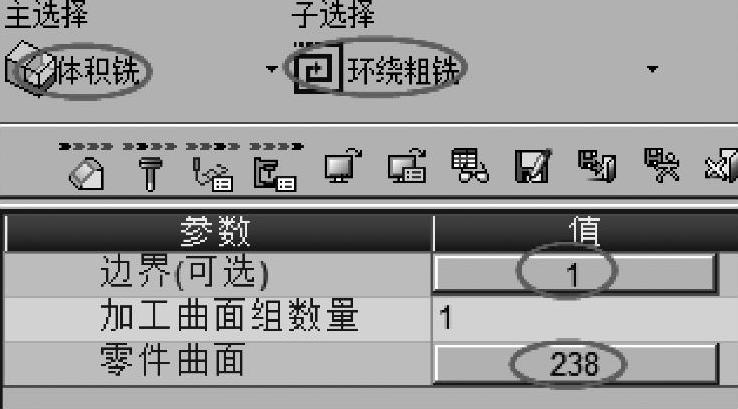
图3-101 二次开粗工艺和加工对象的选择结果
(2)选择刀具 单击程序窗口上的刀具图标 ,选择直径为2的平刀,如图3-102所示。
,选择直径为2的平刀,如图3-102所示。
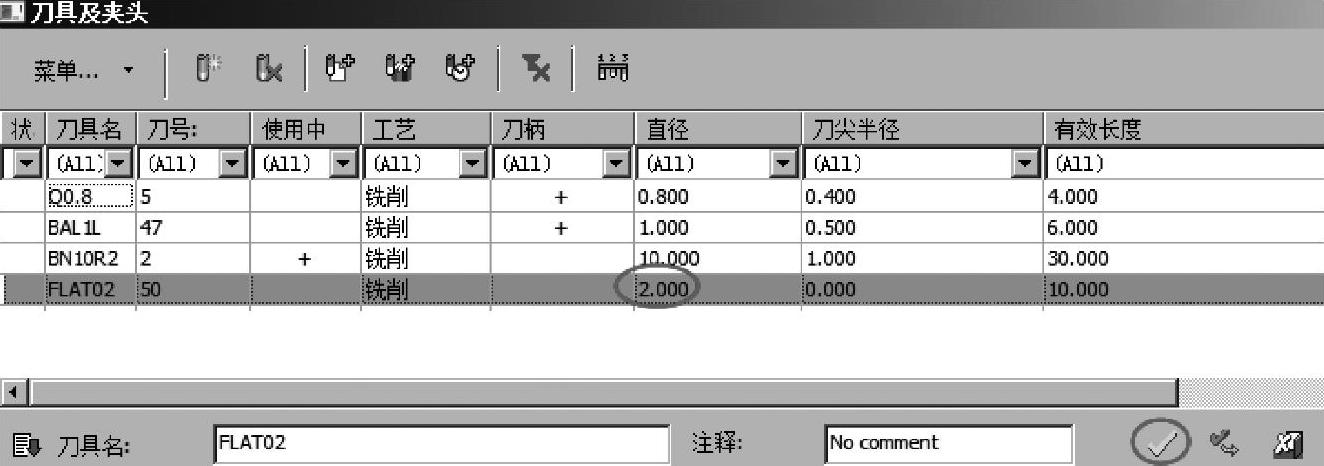
图3-102 选择平刀
(3)设定刀路参数 单击程序窗口上的刀路参数图标 ,前四项参数的设定参照图3-103所示进行。注意二次开粗的余量一般和前一个程序的相同,但是本例因为所选择的区域太小,后期使用的刀具也小,所以需要少留一些余量。
,前四项参数的设定参照图3-103所示进行。注意二次开粗的余量一般和前一个程序的相同,但是本例因为所选择的区域太小,后期使用的刀具也小,所以需要少留一些余量。
后几项参数项设定如图3-104所示。
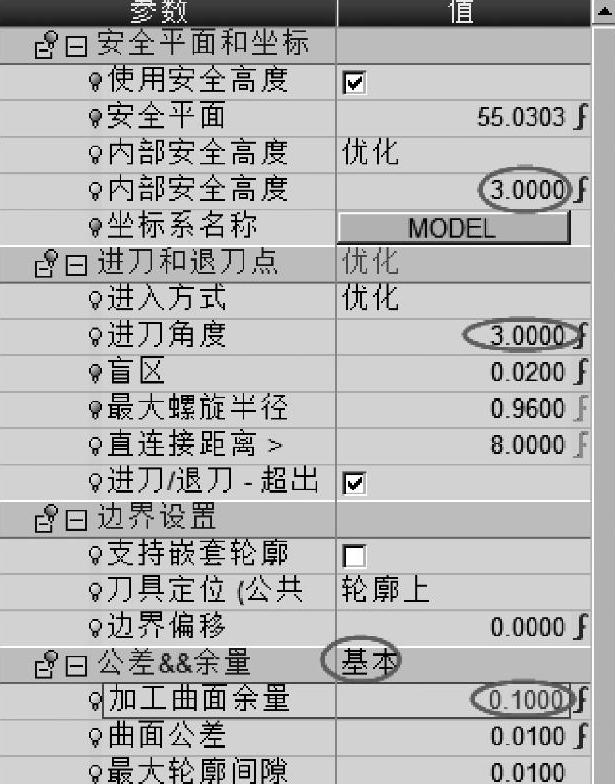
图3-103 二次开粗加工刀路参数(一)(https://www.xing528.com)
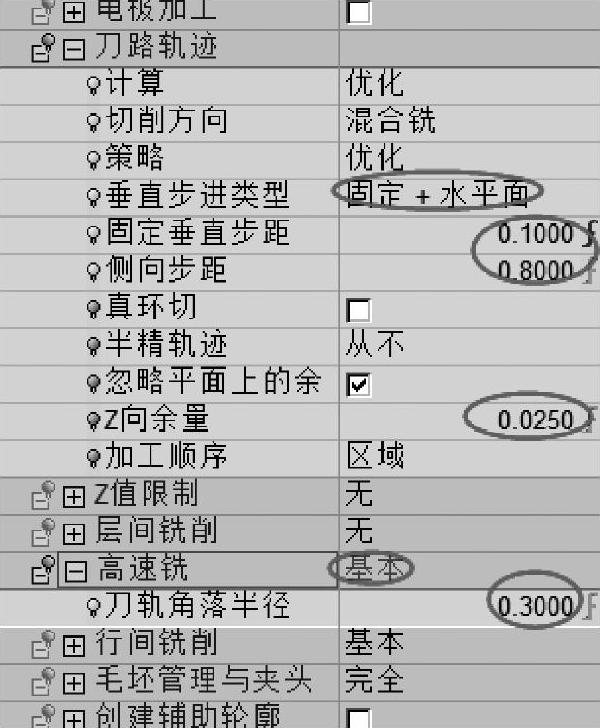
图3-104 二次开粗加工刀路参数(二)
单击快速预览按钮 ,查看毛坯剩余情况,如图3-105所示,可以发现左侧槽腔大部分毛坯已经被加工掉。
,查看毛坯剩余情况,如图3-105所示,可以发现左侧槽腔大部分毛坯已经被加工掉。
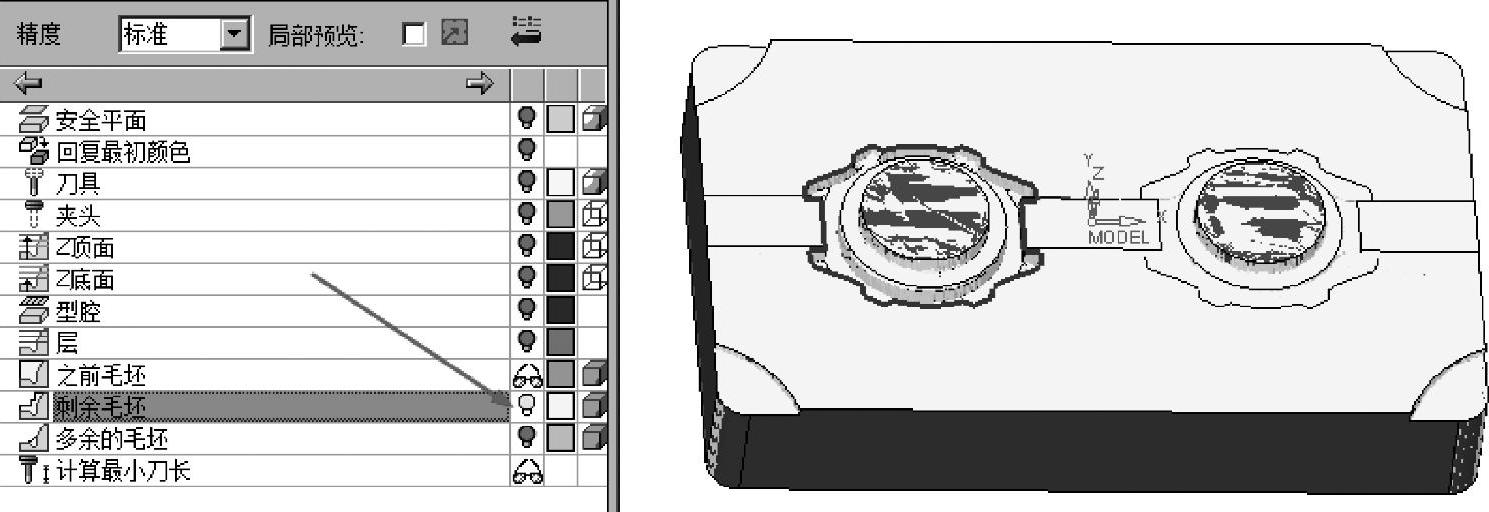
图3-105 预览加工结果
(4)设定机床参数 单击程序窗口上的机床参数图标 ,各项参数的设定参照图3-106所示进行。
,各项参数的设定参照图3-106所示进行。
(5)计算并保存程序 单击程序窗口保存并计算按钮 ,完成二次开粗加工刀路轨迹的计算,如图3-107所示。
,完成二次开粗加工刀路轨迹的计算,如图3-107所示。
【提示】:二次开粗是使用比上一把直径小的刀具进一步去掉剩余毛坯,最终目的是给后续留出均匀的余量,可以使用体积铣里的新策略也可以使用传统里的【二粗】策略进行编程,它们都是基于毛坯计算,前者参数更丰富一些。
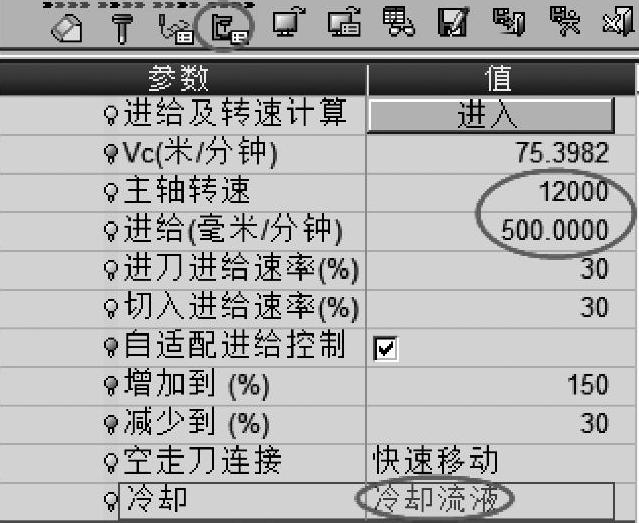
图3-106 机床参数设定
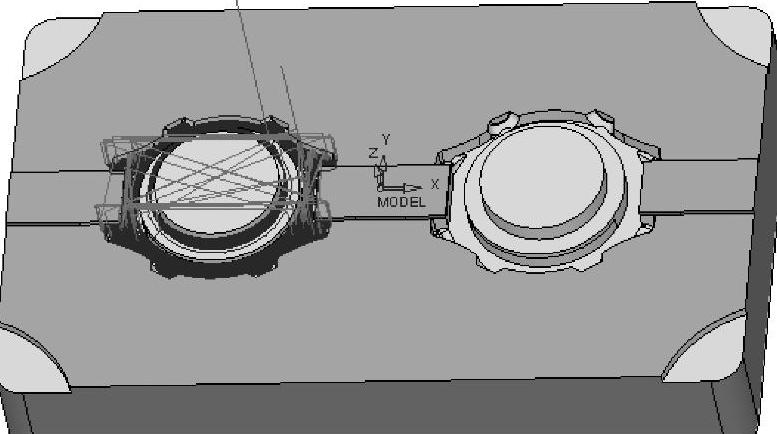
图3-107 二次开粗加工刀路轨迹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。