



清根加工参数里的刀路轨迹参数有很多和前面介绍的不同,图3-73所示是清根刀路轨迹参数。
(1)二粗 勾选它可以使刀具在毛坯比较大的地方采用粗加工的方式进行清根,一般来说,如果前一把刀具直径是清根刀具的2倍左右,就应该勾选这个选项,以避免断刀。
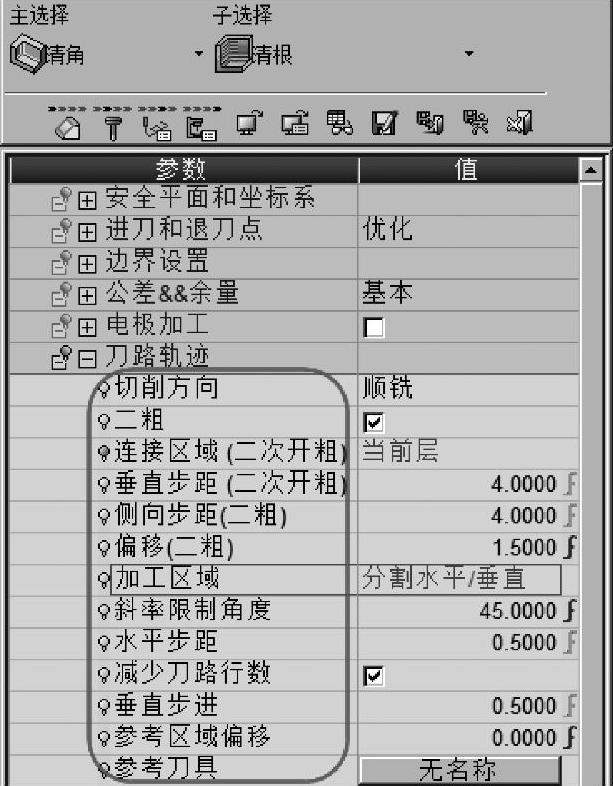
图3-73 清根刀路轨迹参数
(2)连接区域(二次开粗)勾选【二粗】选项才会出现这个参数,其后有【内部安全高度】和【当前层】两个参数。【内部安全高度】指的是区域之间的连接在内部安全平面上;【当前层】指的是区域之间的连接在当前加工层上。
(3)垂直步距(二次开粗)勾选【二粗】选项才会出现这个参数,它用来定义粗加工Z向步距。
(4)侧向步距(二粗)勾选【二粗】选项才会出现这个参数,它用来定义粗加工的侧向步距。
(5)偏移(二粗)勾选【二粗】选项才会出现这个参数,它用来定义粗加工后留给精加工的余量,给出偏移值,就相当于规定了加工毛坯大的地方,采取先粗加工再精加工的工艺。
(6)加工区域 定义清根部位哪部分要加工,它有以下5个参数:
1)分割水平/垂直:系统把清根部位的面分成平坦面和陡峭面,刀具采用沿面加工平坦面,采用固定垂直步距按照降层方式加工陡峭面,如图3-74所示。
2)全部随形:不把清根部位的面分成平坦面和陡峭面,而是采用同一个沿面加工的策略进行加工,如图3-75所示。
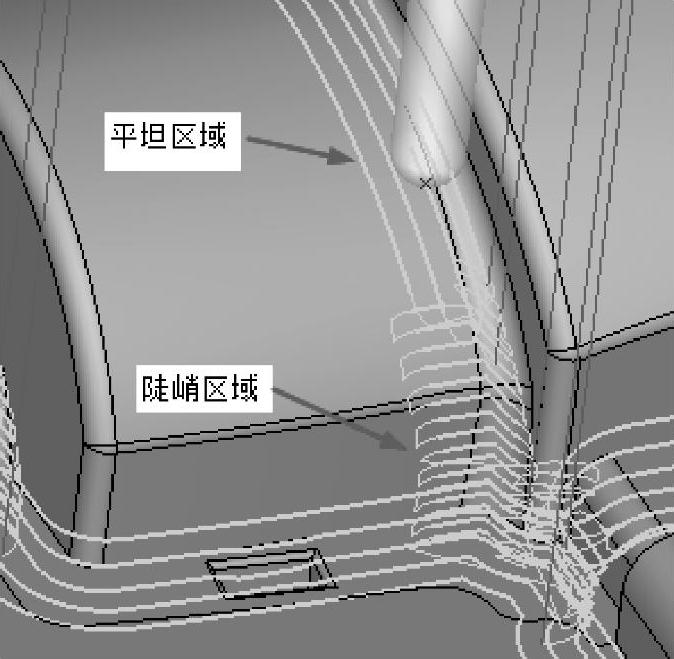
图3-74 分割水平/垂直进行清根

图3-75 全部随形清根
3)仅平坦:刀具仅仅加工平坦的部位,忽略陡峭区域,如图3-76所示。(https://www.xing528.com)
4)仅陡峭:刀具仅仅加工陡峭的部位,忽略平坦区域,如图3-77所示。
5)无:当勾选【二粗】选项时才会出现【无】这个参数,意味着只对根部毛坯余量大的部位进行粗加工,不进行精加工处理,留到下一个程序去做。
(7)斜率限制角度 用来区分根部上的平坦曲面和垂直曲面,含义等同于【根据角度精铣】中的【限制角度】参数。
(8)减少刀路行数 在保证加工要求的情况下减少狭窄区域的刀路轨迹,以便得到较少的加工时间。图3-78所示是没有勾选【减少刀路行数】选项得到的轨迹,图3-79所示是勾选了【减少刀路行数】选项计算的结果。
(9)参考区域偏移 相当于把角落处的剩余毛坯虚拟地偏大一个值,也可以理解为把上一把刀具虚拟放大一个偏移值,目的是使当前刀具把根部加工得更彻底。
尤其当上一把刀具在加工曲率半径与之相当的根部曲面时,系统生成的轨迹可能不够理想,采用偏移值则可以得到更好地加工效果。
(10)参考刀具 选择清根程序所参考的上一把刀具,系统会根据上把刀具加工后的剩余毛坯计算清根的刀路轨迹。
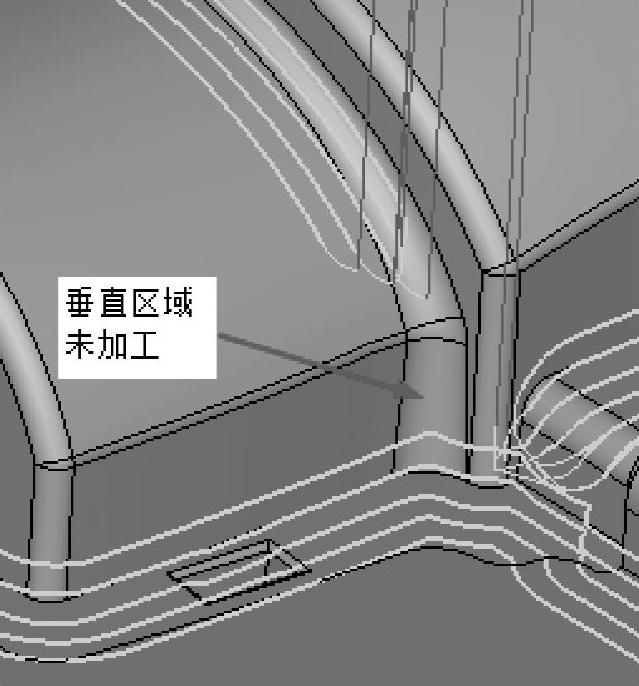
图3-76 对平坦区域清根
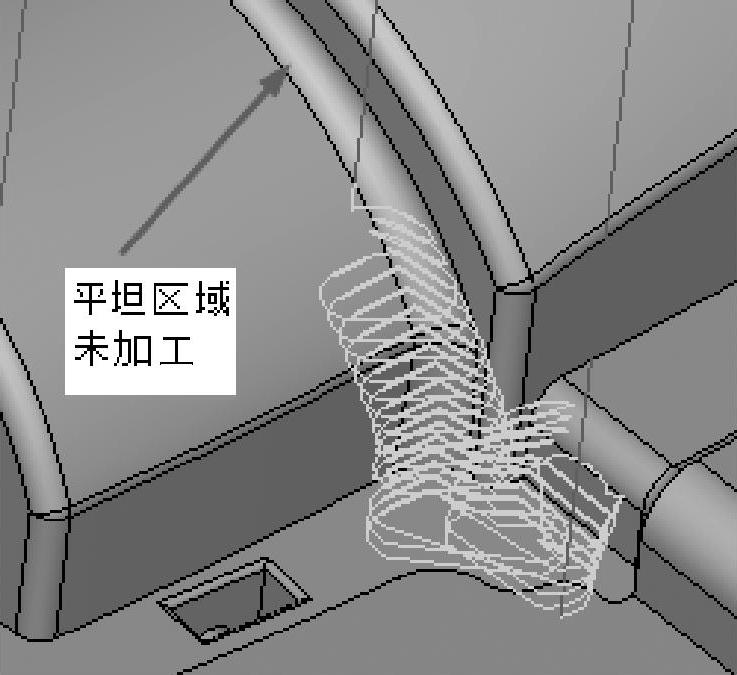
图3-77 对陡峭区域清根

图3-78 没减少刀路行数得到的轨迹
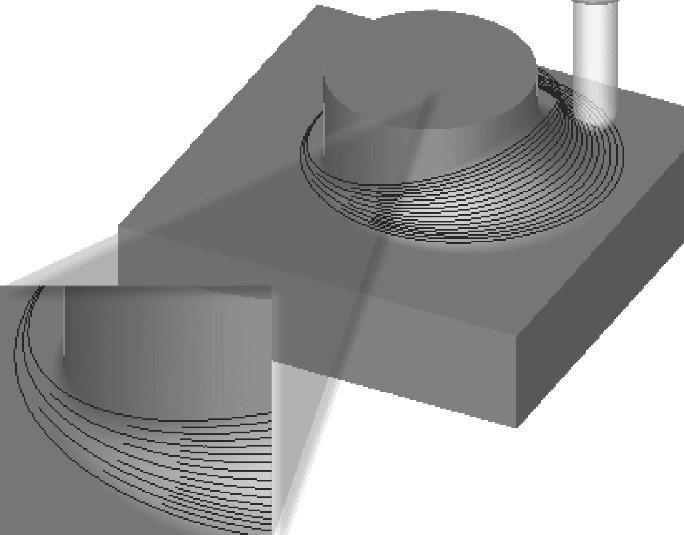
图3-79 减少刀路行数的计算结果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。