



1.进刀和退刀点
进刀和退刀点有两个选项,一个是基本,另一个是高级,高级中多出4个参数:
(1)首选逼近半径 控制进刀所走圆弧的大小。
(2)优化退刀半径 控制退刀所走圆弧的大小。
(3)进入延伸 把进入的轨迹沿着切向延伸一段距离,如图3-50所示。
(4)退出延伸 把退出的轨迹沿着切向延伸一段距离,如图3-50所示。
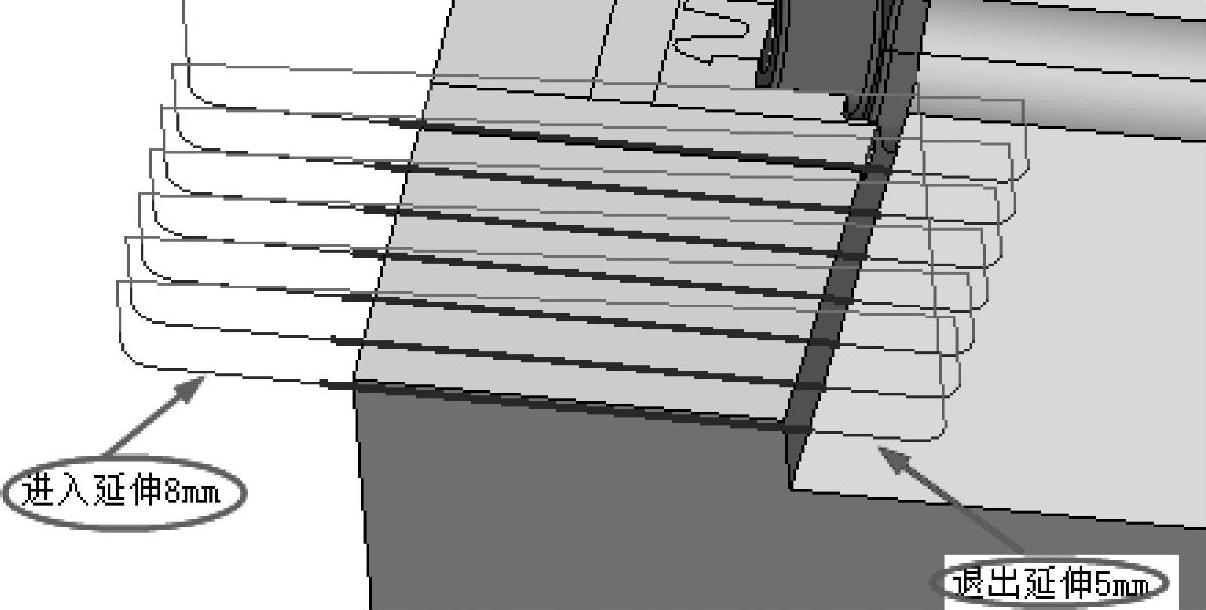
图3-50 进入延伸和退出延伸的应用
2.边界设置
在刀具定位(公共的)参数里有一个【接触点】选项,它规定轮廓是通过刀具的切削刃和加工曲面的接触点来限定加工区域的。
如图3-51所示的是刀具在加工曲面圆角时采用【接触点】加工,刀具和曲面的接触点在轮廓上,轨迹在轮廓的外部,而图3-52所示的是刀具采用【轮廓上】加工,刀具中心总是在轮廓的正上方,轨迹在轮廓的里面,圆角没有加工到位。
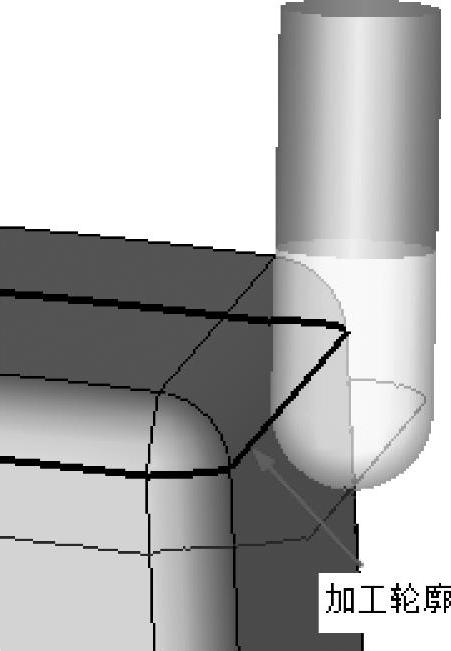
图3-51 接触点加工
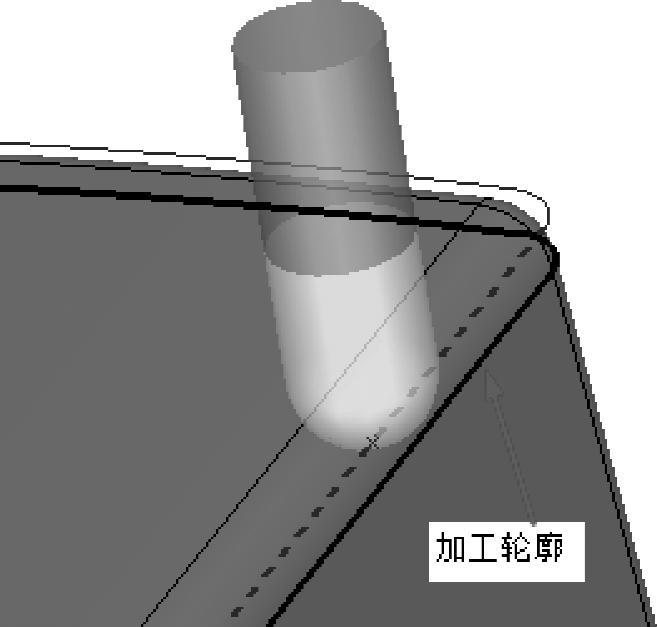
图3-52 在轮廓上加工
3.刀路轨迹
刀路轨迹和体积铣有很大的不同,主要体现在加工方式上。“精铣所有”有很多加工方式,如图3-53所示,而且加工方式不同,相应的参数也不尽相同。
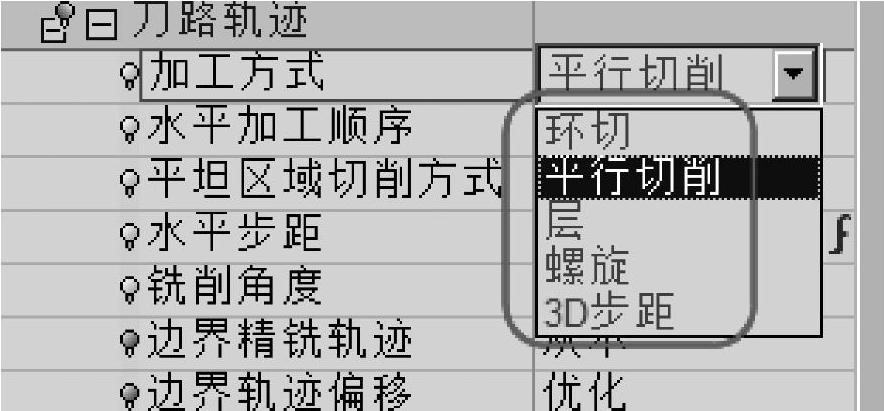
图3-53 “精铣所有”刀路轨迹
(1)加工方式 加工方式有以下5种:
1)环切:刀具以环绕切削的策略进行加工,如图3-54所示。
2)平行切削:刀具以平行切削的策略进行加工,如图3-55所示。
3)层:使用分层加工策略加工零件的垂直区域,如图3-56所示。
4)螺旋:使用螺旋加工策略加工零件的垂直区域,它适用于加工带有陡峭面的凸模或者凹模,尤其适合于某些电极的加工,如图3-57所示。
5)3D步距:3D步距指的是相邻两个刀路轨迹的空间距离是固定的,如图3-58所示。此种加工策略适合于使用一个程序加工带有陡峭面和平缓面的零件。
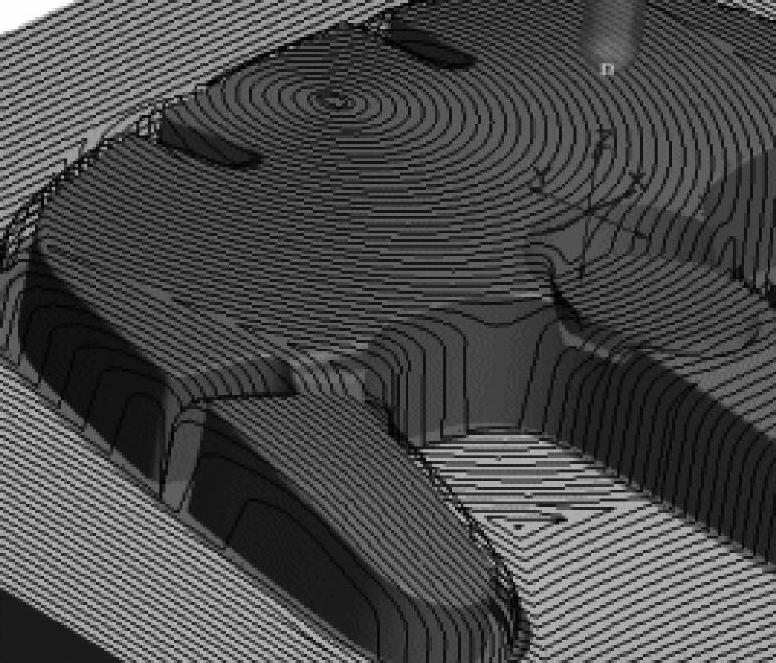
图3-54 环切加工方式
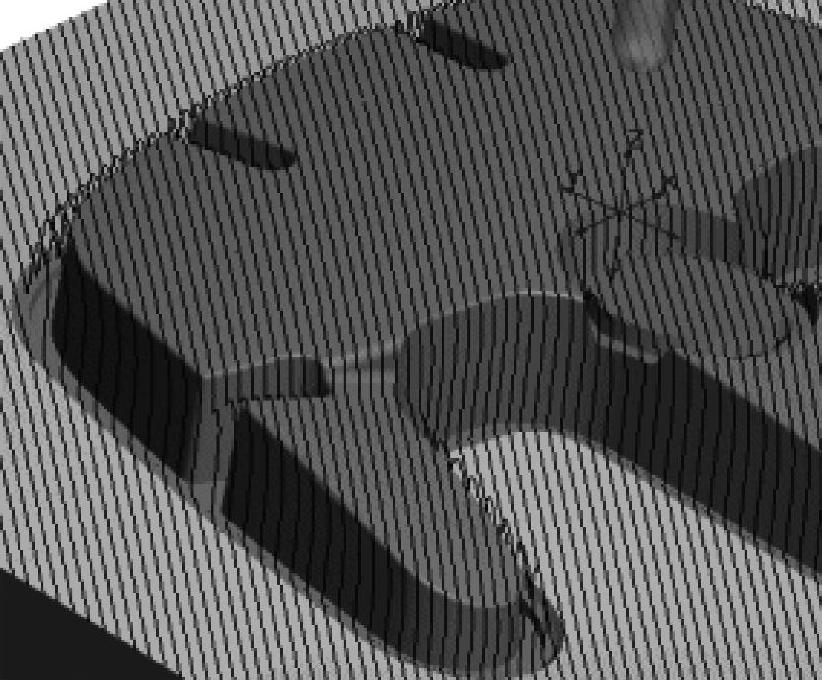
图3-55 平行加工方式
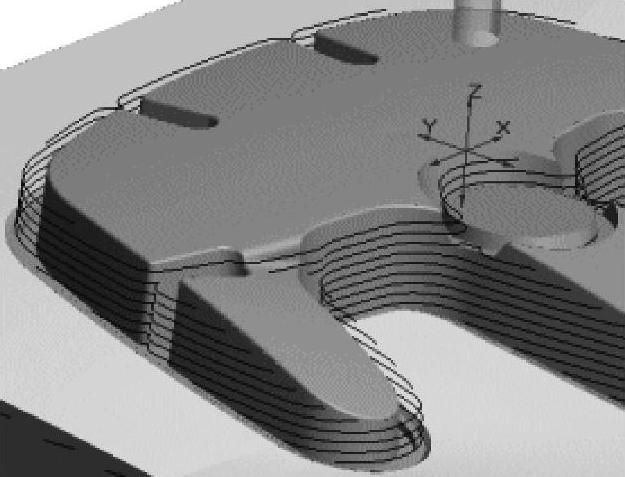
图3-56 层加工方式
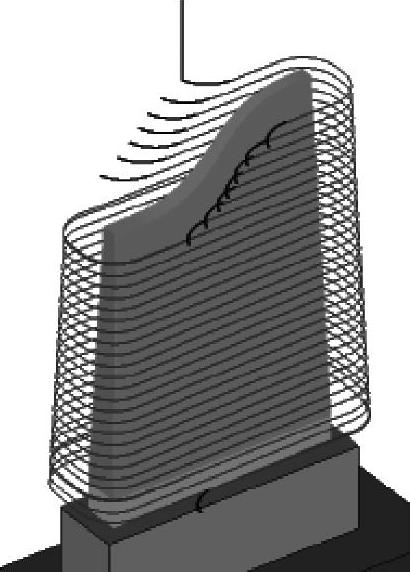
图3-57 螺旋加工电极
图3-58 3D步距
(2)可变垂直步距 当【加工方式】选择【层】或者【螺旋】选项时,此参数才会出现。它允许加工零件时根据零件面的特点采取不同的垂直步距,这样可以在保证零件加工精度的前提下以较短的时间将零件加工完毕。
(3)垂直最大粗糙度 当选择【可变垂直步距】选项时此参数才会出现,是通过输入粗糙度的大小来确定垂直步距。
(4)最大切深选择 当选择【可变垂直步距】选项时此参数才会出现,可控制垂直的最大步距,给定的最大步距值应该考虑刀刃长度和刀具的加工能力。
(5)边界精铣轨迹 当【加工方式】选择【平行切削】选项时此参数才会出现,它有【从不】和【所有周围】两个选项。【从不】指的是不在边界增加精铣轨迹,如图3-59所示;【所有周围】指的是在边界增加精铣轨迹,如图3-60箭头所示,这样加工的效果更好一些。
(6)边界轨迹偏移 当【加工方式】选择【平行切削】选项时此参数才会出现,它有【优化】和【用户定义】两个选项。【优化】指的是系统内定轮廓的偏移大小;【用户定义】是用户可以定义轮廓偏移值。(https://www.xing528.com)
(7)边缘偏移 当使用【用户定义】参数定义【边界轨迹偏移】时此参数会出现,它用来定义边缘偏移的多少,图3-61所示是【边缘偏移】为0的情形,可以看到刀具已经加工到了零件边缘,而图3-59所示是优化的轨迹,没有完全加工到位。
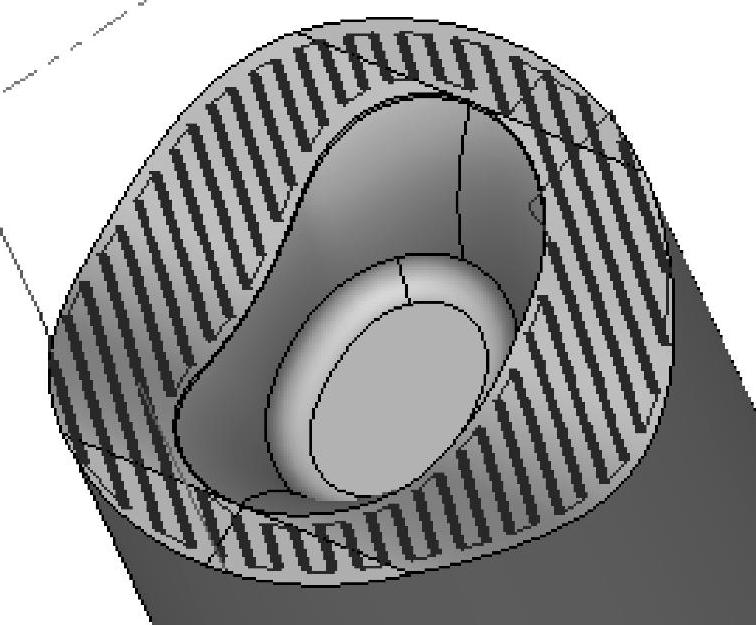
图3-59 不在边界增加精铣轨迹
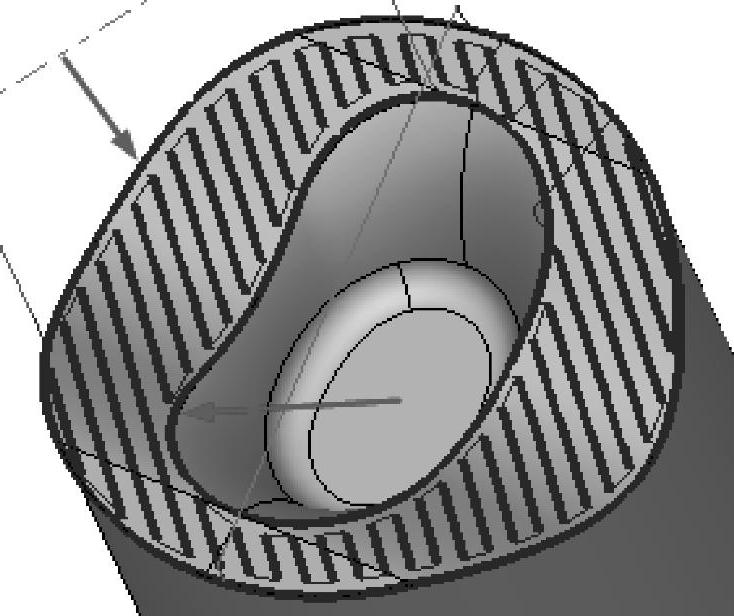
图3-60 在边界增加精铣轨迹
(8)短连接越过尖锐边 短连接是由陡峭尖边创建的轨迹,【短连接越过尖锐边】是用来指定刀具在加工过程中如何通过尖锐边的,它有三个选项:
1)尖角:路径在越过尖边进入下一个路径时以尖角过渡,如图3-62箭头所示。
2)圆角:路径在越过尖边进入下一个路径时以圆角过渡,如图3-63箭头所示。
3)从不:轨迹在尖边处以圆弧退出,然后再以圆弧切入,如图3-64箭头所示。
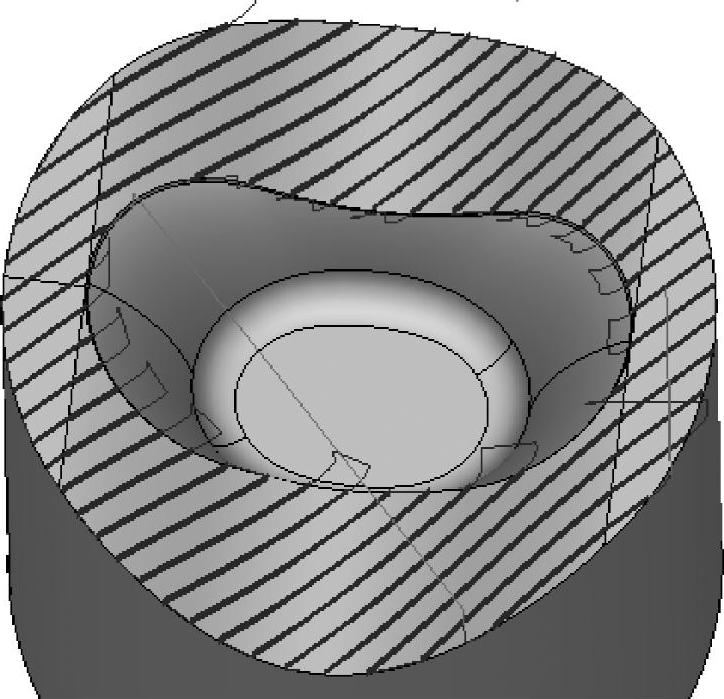
图3-61 边缘偏移为零的轨迹
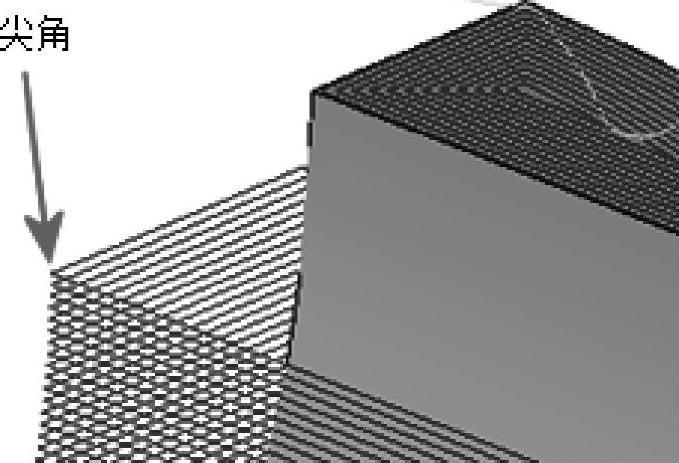
图3-62 轨迹尖角过渡
(9)长连接越过平坦边 长连接是由平坦面上的尖边创建的刀路轨迹。勾选【长连接越过平坦边】参数,可以把在平坦面上的尖边产生的刀路轨迹抬高,以达到保护尖边的目的,如图3-65所示。
(10)长连接移位 勾选【长连接越过平坦边】时此参数会出现,它用来指定轨迹运动的距离。
(11)水平面补铣 当加工方式选择【层】和【螺旋】选项时才会出现这个参数,勾选它可以在水平面上补铣一条刀路轨迹,以便能清除掉根部的余量,如图3-66所示。
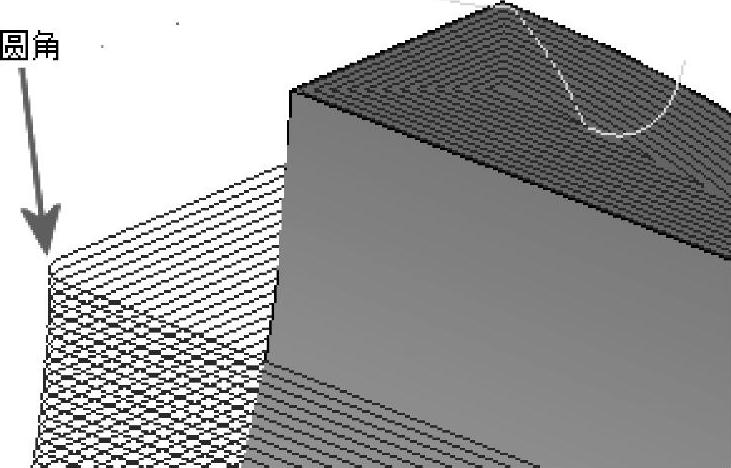
图3-63 轨迹圆角过渡
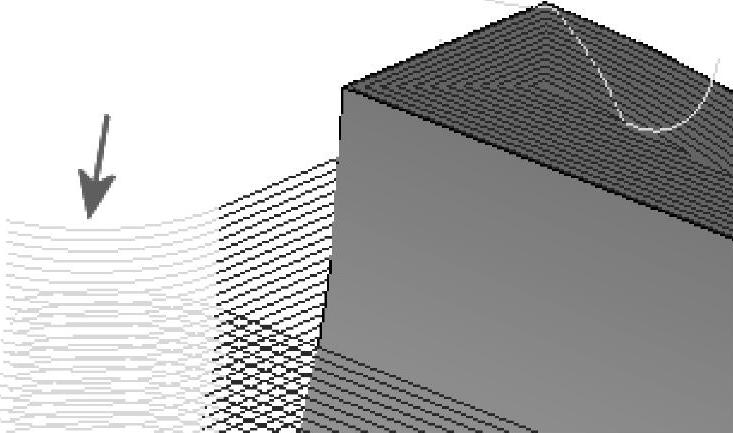
图3-64 轨迹从不连接
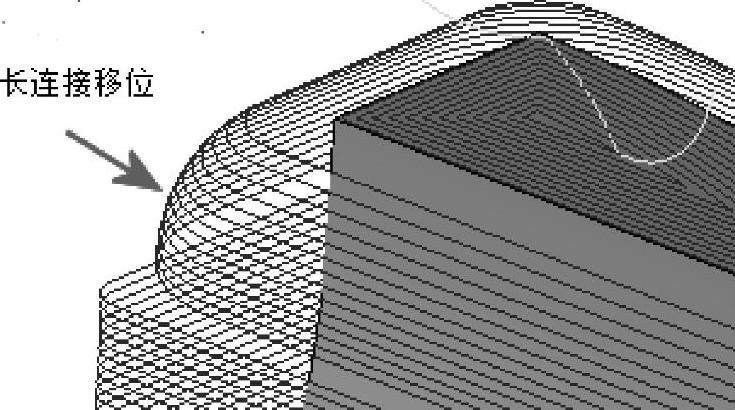
图3-65 长连接越过平坦边
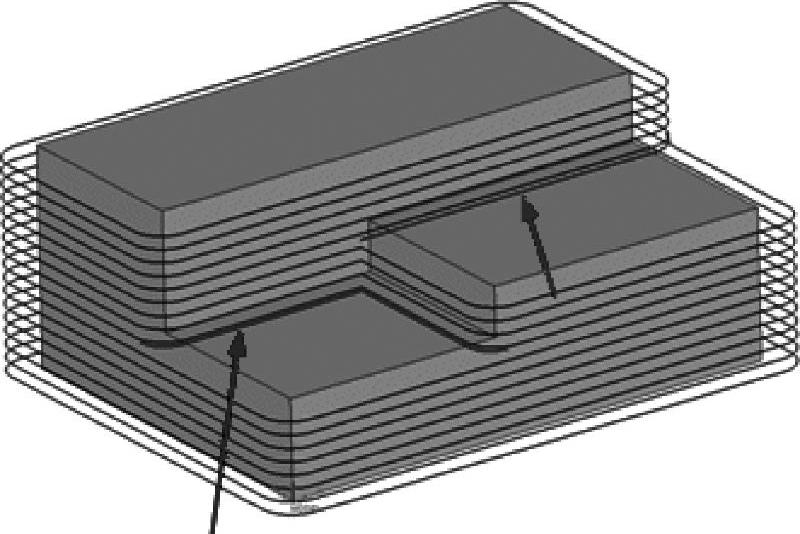
图3-66 水平面补铣
(12)完全的第一和最后轨迹 当加工方式选择【螺旋】选项时此参数才会出现,它可以在第一条和最后一条螺旋轨迹的上方和底部产生一条轨迹,以便把剩余毛坯彻底清除掉。
4.层间边接
当【加工方式】选择【层】时会出现【层间边接】参数项,如图3-67所示。层间边接用来控制刀具加工陡峭区域时两个相邻加工层是如何连接的,它有【基本】和【高级】两个选项。【基本】选项是系统内定了加工层之间的连接方式,没有可出现的参数进行修改;【高级】选项可以出现一些参数,可以根据情况修改,高级选项出现的参数如下:
(1)连接方法 定义相邻加工层过渡的方法,有【沿面加工】和【切向】两个选项。【沿面加工】是沿着加工面进行过渡的,如图3-68箭头所示;【切向】是沿着和加工面相切的方向进行过渡的,如图3-69箭头所示。
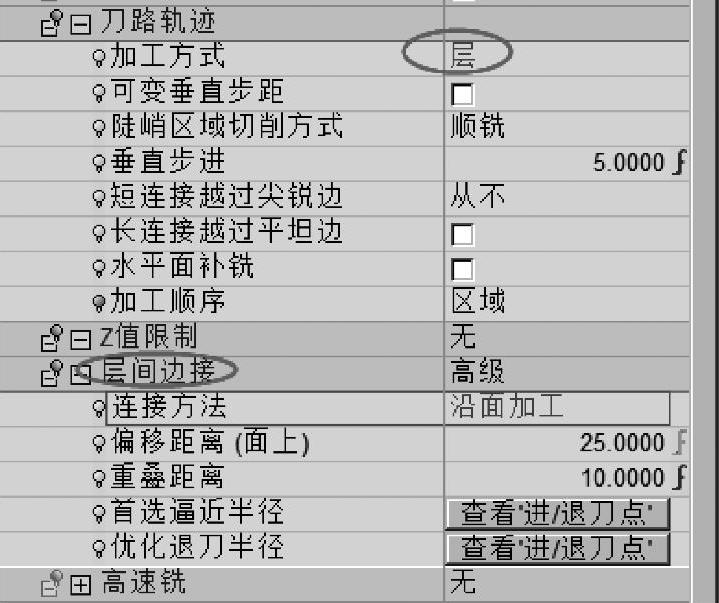
图3-67 层间边接高级参数
(2)移动距离(切向)定义当前层加工起始点和上一个加工层结束点之间的距离,如图3-68所指示的线段。
(3)重叠距离 设定当前层结束点越过起始点的距离,意味着重叠加工的距离,以便彻底清除掉余料。
(4)首选逼近半径 对【切向】连接有效,控制切向切入零件的半径大小,如图3-69所示,其值的输入在【进刀和退刀点】里设置。
(5)优化退刀半径 对【切向】连接有效,控制切向退出零件的半径大小,其值的输入在【进刀和退刀点】里设置。
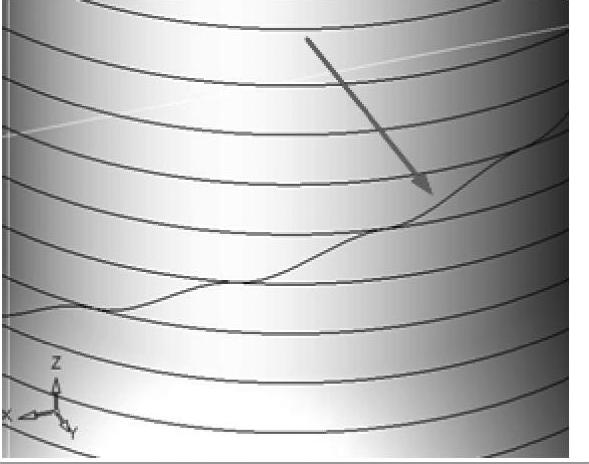
图3-68 沿面连接
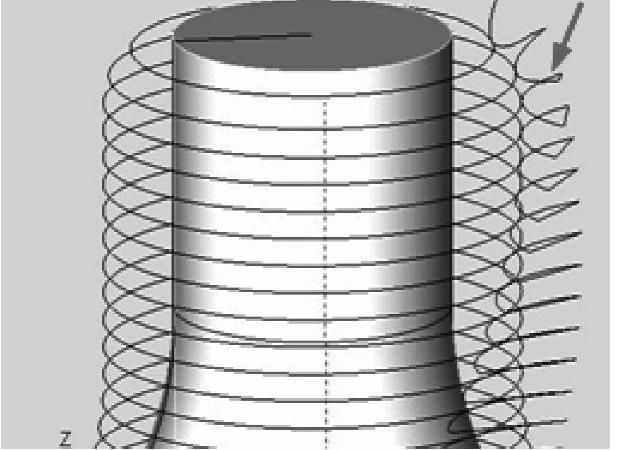
图3-69 切向连接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。