



钻孔加工参数表如图2-70所示,包括钻孔参数、深度参数和钻孔退刀,下面分别介绍各个参数的含义。
1.钻孔参数
(1)钻孔类型 指定钻孔加工工艺,包括车间常用的点钻、深孔逐钻、镗孔、攻丝等12个选项,如图2-71所示。
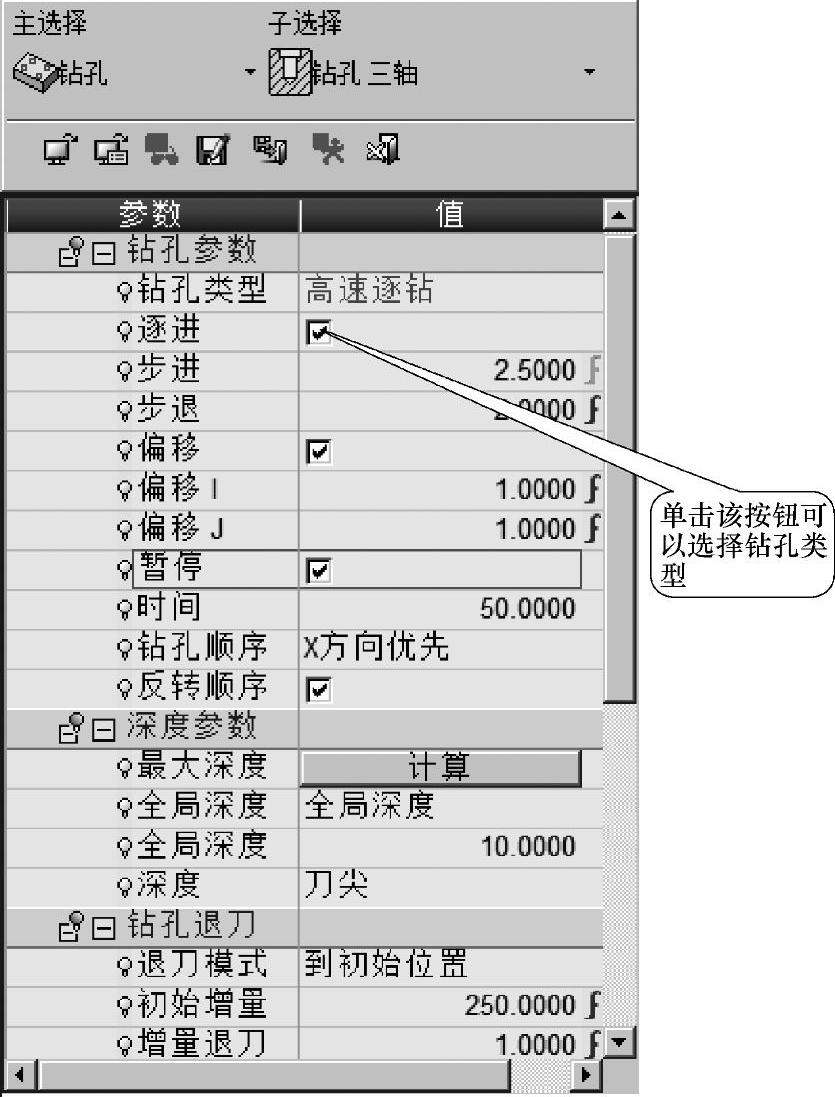
图2-70 钻孔刀路参数
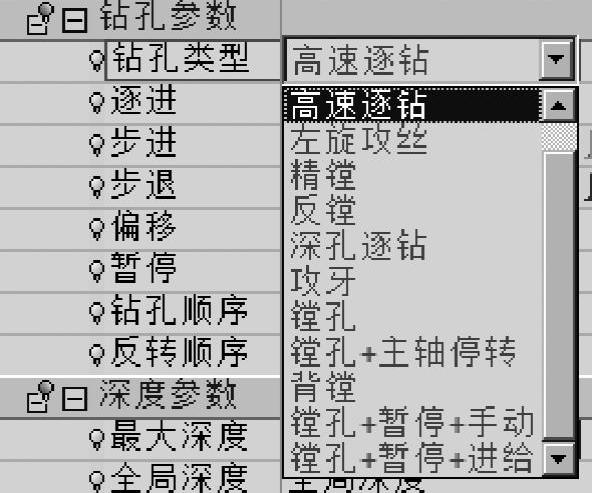
图2-71 钻孔类型
(2)逐进 勾选【逐进】选项可以使钻孔加工逐步进行,此时需要指定下面的【步进】和【步退】参数,一般是用在深孔或者高速逐钻加工场合。
(3)步进 勾选【逐进】选项时此参数才能出现,指定逐进操作时每步的进入长度,默认和步退相等。
(4)步退 勾选【逐进】选项时此参数才能出现,指定逐进操作时为了排除铁屑让刀具后退的长度。
(5)偏移 可以让刀具在加工完毕后在径向方向回退一个距离,偏移的大小由参数【偏移I】和【偏移J】决定,一般是用在镗孔加工场合。
(6)偏移I勾选【偏移】选项时此参数才能出现,指定I方向的数值。
(7)偏移J勾选【偏移】选项时此参数才能出现,指定J方向的数值。
(8)暂停 勾选【暂停】选项可以使刀具加工到底部时暂停一段时间,刀具保持旋转状态,目的是保持孔底光滑,常用在扩孔或者加工沉头孔的场合。
(9)时间 勾选【暂停】选项时此参数才能出现,用来定义刀具在孔底的停留时间,单位是毫秒。
(10)钻孔顺序 定义加工孔的顺序,有【选择顺序】、【X方向优先】和【Y方向优先】3个选项。【选择顺序】是按照选择孔的顺序加工各个孔;【X方向优先】是沿着X轴方向的优化顺序加工各个孔;【Y方向优先】是沿着Y轴方向的优化顺序加工各个孔。
(11)反转顺序 可以让加工从与选择的顺序相反的方向开始。
2.深度参数(https://www.xing528.com)
(1)最大深度 单击其右侧【计算】按钮可以计算钻孔的最大深度值。
(2)全局深度 设定钻孔深度有全局深度、全局Z顶部、全局Z底部和多个选项。
1)全局深度:加工所有孔的深度都一样。
2)全局Z顶部:加工所有孔的起始位置都一样。
3)全局Z底部:加工所有孔的终止位置都一样。
4)多个:当加工孔的深度不一样时会出现此参数,此时定义加工的深度在选择加工对象的时候输入。
(3)深度 深度参数用来选择加工深度是参照刀具的哪个部分,有【完整直径】【刀尖】【倒角直径】3个选项,图2-72所示为设定钻孔深度和不同参数的关系。
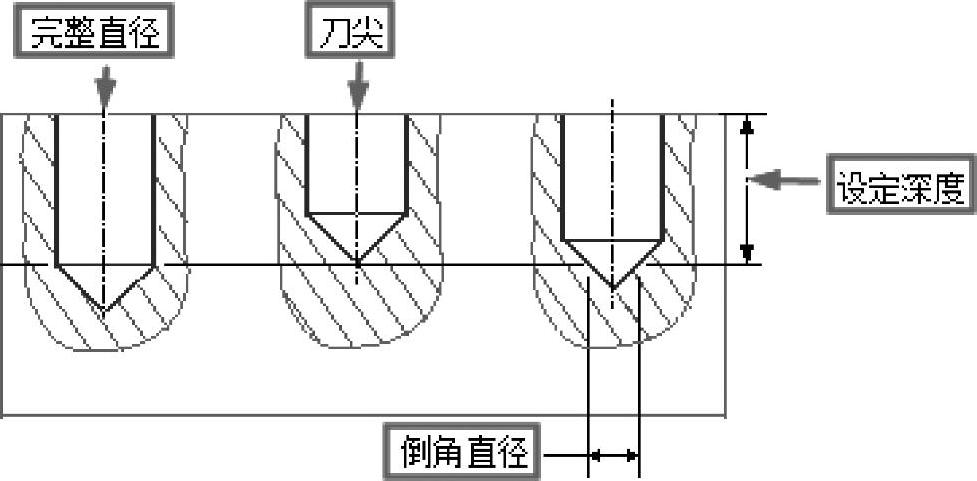
图2-72 孔深的参考部位
3.钻孔退刀
它用来定义加工完一个孔以后刀具以何种方式移到另一个孔,有【到退刀点】和【到初始位置】两个选项。
(1)到退刀点 加工完一个孔后刀具抬到由【增量退刀】参数定义的位置后再移动到下一个孔位置,刀具抬到的位置比较低,如图2-73所示。
(2)到初始位置 加工完一个孔后刀具抬到由【初始增量】参数定义的位置后再移动到下一个孔位置,刀具抬到的位置比较高,如图2-74所示。
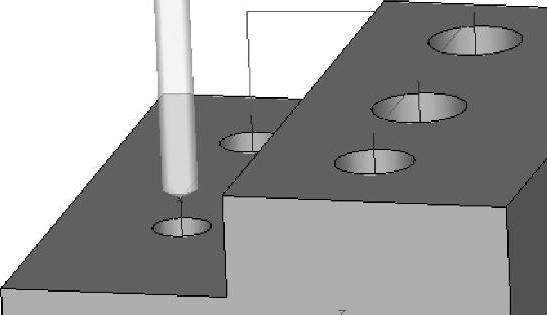
图2-73 抬刀到退刀点
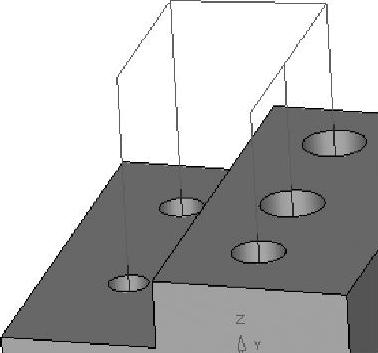
图2-74 抬刀到初始位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。