



机床参数中的内容如图2-46所示,其中包括转速、进给、冷却等参数,各个参数的含义如下。
(1)进给及转速计算 单击图2-46右边的 按钮,系统弹出【进给及转速计算】对话框,如图2-47所示,在这里可以设定转速和进给,它们之间的关系式是:Fz=F/(SN)和Vc=πD×N/1000,其中Fz是每齿进给,F是进给值,S是转速,N是刃数,Vc是线速度,D是刀具直径。
按钮,系统弹出【进给及转速计算】对话框,如图2-47所示,在这里可以设定转速和进给,它们之间的关系式是:Fz=F/(SN)和Vc=πD×N/1000,其中Fz是每齿进给,F是进给值,S是转速,N是刃数,Vc是线速度,D是刀具直径。
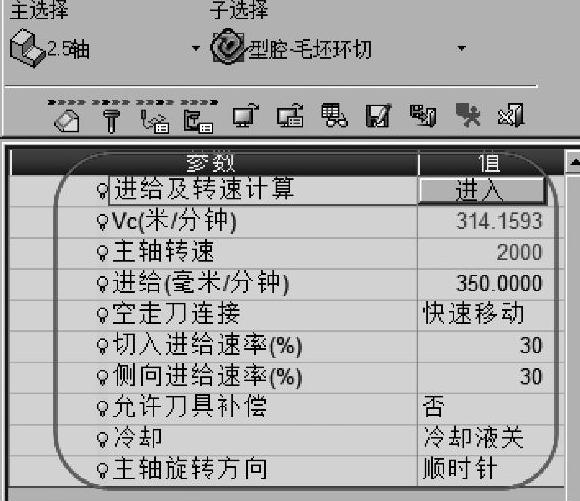
图2-46 机床参数内容
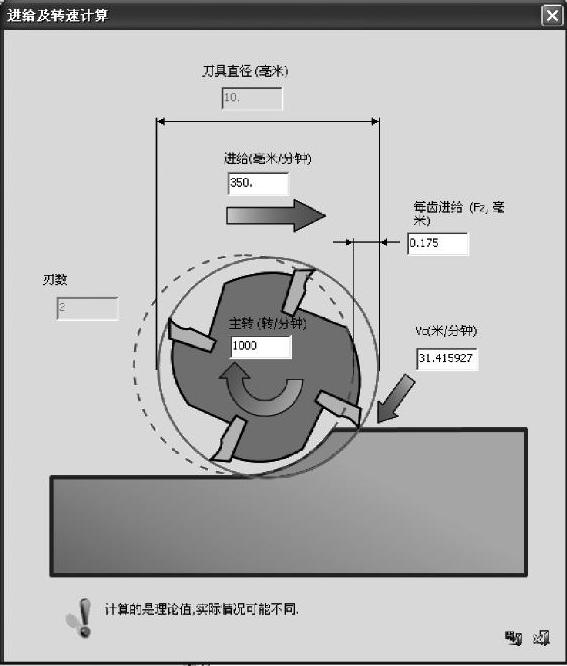
图2-47 “进给及转速计算”对话框
(2)Vc(米/分钟)设定切削速度,指的是刀具外圆切削刃的线速度,和图2-47中的Vc是一样的。
(3)主轴转速 设定主轴的速度,单位为“转/分钟”,因为切削速度和主轴转速是相关的,二者只需设置其中一个,系统会根据公式自动计算出另一个参数值。
(4)进给(毫米/分钟)指刀具在加工过程中移动的速度,单位是毫米/分钟。
(5)空走刀连接 有两个选项,其中【快速移动】指定的是空走刀的移动代码用的是G00;【最大进给速度】指定空走刀的移动代码用的是G01,同时系统增加一个“空切进给(毫米/分钟)”参数,可设置空走刀时以多大的进给值移动。
(6)切入进给速率(%)该参数用于控制向下切入的进给速率,用进给值的百分比表示,如图2-48所示。
(7)侧向进给速率(%)该参数用于控制侧向切入的进给速率,用进给值的百分比表示,如图2-49所示。(https://www.xing528.com)
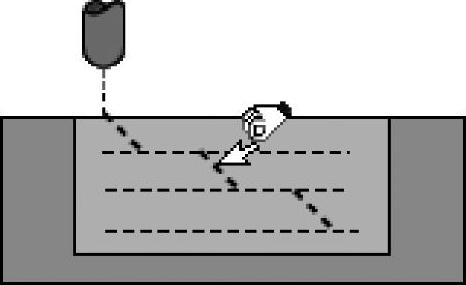
图2-48 切入进给速率

图2-49 侧向进给速率
(8)允许刀具补偿 单击参数【刀具半径补偿】右边的下拉按钮,下拉列表中有【否】和【是-刀尖定位】两个参数选项供用户选择。【否】选项指定不使用刀具半径补偿,【是-刀尖定位】选项指定程序将使用刀具半径补偿,补偿时操作者可以在车间把当前刀具和先前刀具的直径差输入到机床。刀具半径补偿分为左偏刀具半径补偿(编程代码用G41)和右偏刀具半径补偿(编程代码用G42),判断准则是沿着刀具前进方向看,如果刀具在被加工工件的左边,则是左偏刀具半径补偿;如果刀具在被加工工件的右边,则是右偏刀具半径补偿。
(9)冷却 用于设置冷却液开关以及冷却方式,单击窗口右边的下拉按钮,在弹出的下拉列表框中可以选择所需的冷却方式,如图2-50所示。
(10)主轴旋转方向 用于设置主轴的放置方向。单击窗口右边的下拉按钮,在弹出的下拉列表框中可以选择“顺时针”“逆时针”或者“关闭”,如图2-51所示。一般来说,主轴顺时针的辅助代码是M03,主轴逆时针的辅助代码是M04,主轴关闭的辅助代码是M05。

图2-50 冷却的几种方式

图2-51 主轴旋转方向
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。