



1.刀路参数-进/退刀
(1)轮廓进/退刀 用来定义刀具在开始切削时是如何进入工件的和最终切削时是如何离开工件的。后面有两个选项,一个是【法向】,另一个是【切向】。【法向】是允许刀具以垂直轮廓方向接近或者退出工件,如图2-16a所示,【切向】是允许刀具和加工轮廓相切进入或者退出,如图2-17a所示。
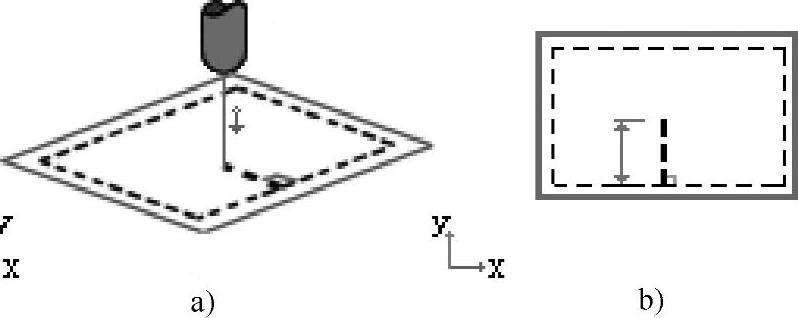
图2-16 刀具法向进刀
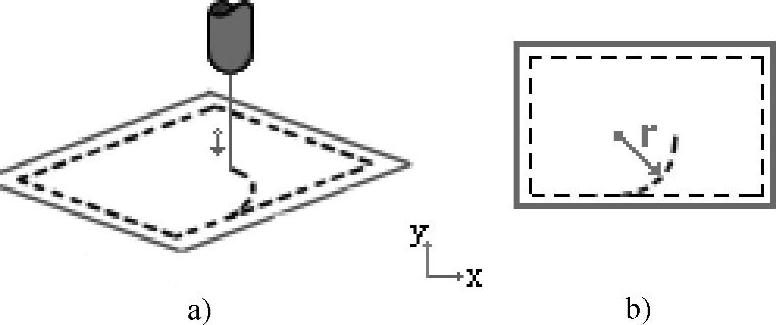
图2-17 刀具切向进刀
(2)进刀 此参数在选择上面的【法向】选项时才会出现,定义刀具接近或退出加工轮廓时的法向距离,如图2-16b所示。
(3)退刀 当【进刀=退刀】选项不勾选时,此参数才会出现,定义刀具离开加工轮廓的法向距离。
(4)进刀=退刀 是指进刀距离等于退刀距离,只有选择【法向】进/退刀方式时此参数才会出现。
(5)圆弧半径 此参数在选择【切向】进/退刀选项时才会出现,是指刀具进入和退出加工轮廓时所走的圆弧半径,如图2-17b所示。
(6)补偿延伸线 此参数在选择【切向】进/退刀选项时才会出现,若选中此选项,则有一小段直线加到圆弧上,若开启半径补偿,则在此直线段开始生效。
2.刀路参数-安全平面和坐标系
为了避免刀具在快速移动时与工件或夹具发生撞刀现象,需要在工件上方设定一定高度的安全平面。
(1)使用安全高度 选中该复选框,系统将在加工过程中使用安全平面高度,也就是说刀具开始加工时将快速定位在该面,结束时刀具也将停留在此面,如图2-18所示;如果不勾选,刀具加工完毕将停留在增量高度位置,如图2-19所示。
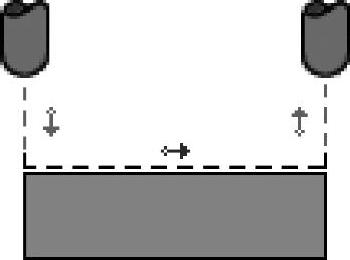
图2-18 使用安全高度
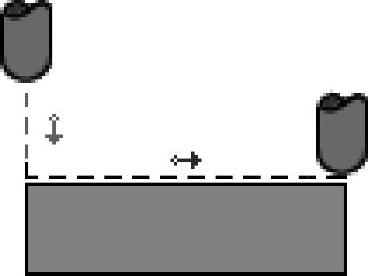
图2-19 不使用安全高度
(2)安全平面 当选择【使用安全高度】参数时才会出现这个参数,用来设定安全平面和工件最高点的距离。
(3)内部安全高度 设定在加工过程中刀具的提起高度,有两个选项,一个是【绝对Z】,另一个是【增量】。【绝对Z】指的是刀具抬到的高度以绝对坐标设定,所有的内部抬刀都有一个高度,【增量】指的是刀具抬起的高度,是相对于当前加工层的高度,加工不同层时抬起的高度是不同的,如图2-20所示。
(4)绝对Z内部安全高度选择【绝对Z】时才会出现,一般和创建TP时设定的安全高度一样。
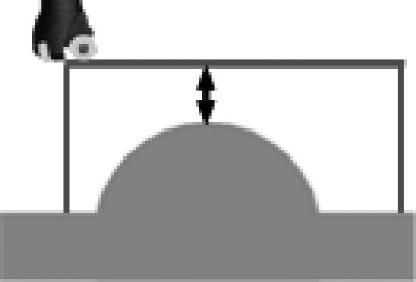
图2-20 增量抬刀
(5)增量 内部安全高度选择【增量】时才会出现,设定的是增量高度值。
(6)坐标系名称 定义程序的参考坐标系,默认和TP创建时选择的坐标系一致,当模型有多个坐标系时,可以单击后面的按钮进行选择。
3.刀路参数-进刀和退刀点
(1)切槽顺序 当选择了多个轮廓加工时此参数才会出现,它用来定义区域的加工顺序,包含4个选项:【根据X】【根据Y】【最近的】【不排序】。【根据X】表示刀具按照X+方向开始加工,【根据Y】表示刀具按照Y+方向开始加工,【最近的】表示首先加工距离刀具起始位置最近的轮廓,【不排序】表示刀具按照选择的轮廓顺序加工。
(2)进刀角度 设置刀具加工封闭区域的螺旋下刀角度,如图2-21所示。使用螺旋进刀可以保护底部带有盲区的刀具,螺旋下刀角度和刀具具体参数相关。
(3)最大螺旋半径 只有当【进刀角度】设定不是90°时才会出现,指的是螺旋进刀半径值,如图2-22所示,默认值是刀具直径的0.48倍,一般不需要修改。
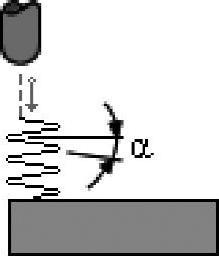
图2-21 进刀角度
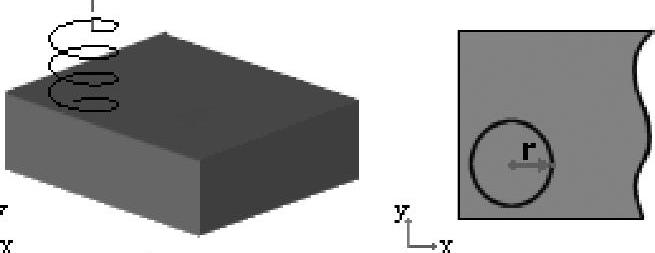
图2-22 最大螺旋半径
(4)最小切削宽度 设置一个宽度值,使得刀具不会加工小的区域,这样可以避免刀具的损坏,这个数值要考虑刀具直径和槽的尺寸,假设刀具直径是10的平刀,加工部位是一个锥形槽,上端直径是30,下端直径是20,如图2-23所示。如果最小切削宽度给定0,则会在整个槽生成刀路轨迹,是图2-23左侧的情形,如果设定最小切削宽度为20(也就是30-10),则刀具不会加工这个槽,是图2-23中间显示的情形,如果设定最小切削宽度为15,则刀具会加工到直径为25(也就是15+10)的这一层时就会停止,是图2-23右侧显示的情形,从这个例子看,切削宽度是加工到的那层直径减去刀具的直径差。
(5)缓刀距离 在刀具切削到工件前设定一段距离,使刀具从此距离开始以进给速度切入工件,如图2-24所示。
4.刀路参数-边界设置
(1)刀具位置 用来设定刀具和所有轮廓的位置关系。单击窗口右边的下拉按钮,弹出的下拉列表框中包含三个选项“轮廓上”、“轮廓内”和“轮廓外”,这三个参数的含义在轮廓管理器一节进行了介绍,图2-25a~图2-25c是三个参数含义的示意图。
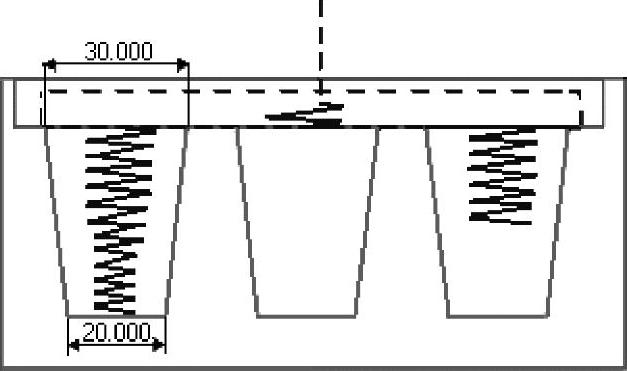
图2-23 最小切削宽度对刀路轨迹的影响
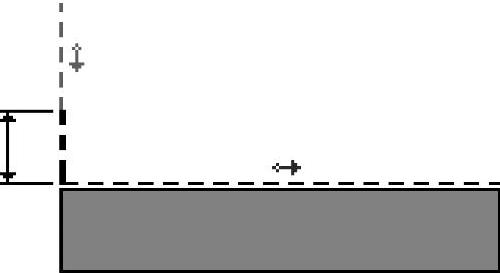
图2-24 缓刀距离
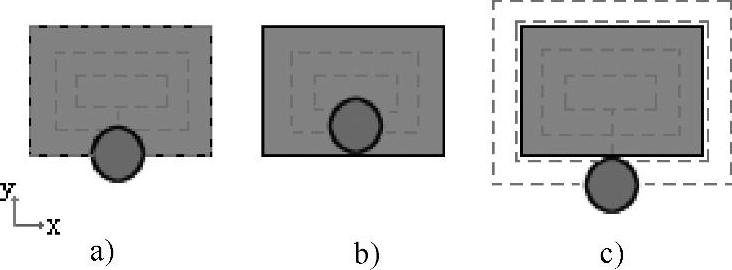
图2-25 刀具位置含义示意图
如果在【轮廓管理器】中设置有误,则可以在此处进行修改,但如果选择多个轮廓而且在加工不同的轮廓区域刀具位置不一样时,该参数在此不能被使用,更改刀具位置要在【轮廓管理器】上修改。
(2)轮廓偏移 针对全部轮廓设定一致的偏移量,数值可正可负,当在【轮廓管理器】选择的各轮廓偏移值不一致时,该参数在此不能被使用,更改某一个轮廓的偏移值要在【轮廓管理器】上修改。
(3)拔模角 当加工带有斜面的零件时,在此要设定拔模角,设定的角度和加工斜面的拔模角要一致。
5.刀路参数-公差&&余量
(1)轮廓偏移(粗加工)设置轮廓偏移的目的是给后面的精加工预留一定的加工余量,如图2-26所示,此参数不允许输入负值。
(2)轮廓精度 指定加工时允许偏离轮廓的最大值,如图2-27所示,默认设置为0.01,如果想要获得更高的加工精度,则该参数可以设置得更小。
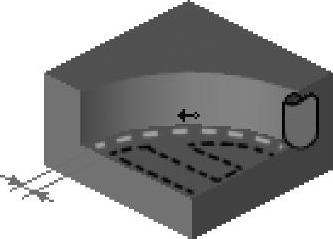
图2-26 轮廓偏移

图2-27 轮廓精度
(3)进刀点偏移 指定外轮廓偏移的距离,刀具的进入点在此偏离的外轮廓上。
(4)最大轮廓间隙 如果两个相邻轮廓的间隙小于此数值,则这两条轮廓将被连接起来,大于此值将不会被连接。
6.刀路参数-刀路轨迹
(1)Z最高点 指定加工部位最高点的Z坐标值,在窗口右侧输入数值,如果零件是三维模型,则用鼠标左键在模型最高部位上拾取点,系统根据拾取点自动计算并设置该参数值,还可以通过输入MAXPZ得到最高点坐标值。(https://www.xing528.com)
(2)Z最低点 指定加工部位最低点的Z坐标值,在右侧输入数值,如果零件是三维模型,则用鼠标左键在模型最低部位上拾取点,系统根据拾取点自动计算并设置该参数值,还可以通过输入MINPZ得到最低点坐标值。
【提示】:拾取点时可以使用点的过滤器进行快速选择。
(3)下切步距 分层加工时,每层铣削的深度如图2-28所示。
(4)精铣侧向间距 如果选中该复选框,则加工到最后会对侧壁再精修一刀,如图2-29所示;如果不选中该复选框,则不精修侧壁,如图2-30所示,该复选框一般与平行切削配合使用。
(5)侧向步距 沿侧向进给时,相邻两刀具中心间的距离,如图2-31所示。

图2-28 下切步距
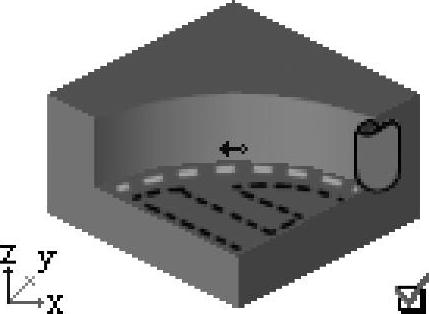
图2-29 精铣侧壁
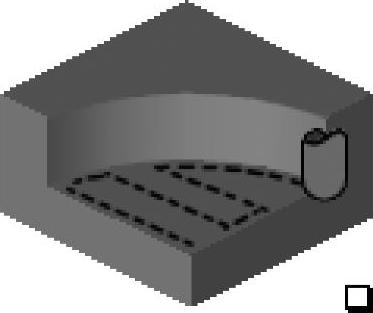
图2-30 不精铣侧壁
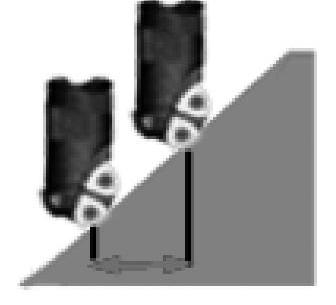
图2-31 2D侧向步距参数
(6)拐角铣削 该参数有三种可供选择的刀路轨迹,分别为【全部尖角】、【外部圆角】、【全部圆角】。如果设置为【全部尖角】,则铣削带有尖角的角落时,刀路轨迹为尖角轨迹,如图2-32箭头所示;如果设置为【外部圆角】,则铣削外部带有尖角的角落时,刀路轨迹为圆角轨迹,如图2-33箭头所示;如果设置为【全部圆角】,则铣削所有角落时,不管是尖角还是圆角角落,刀路轨迹都是圆角轨迹,如图2-34箭头所示。此时参数表里显示一个【最小半径】参数,用于设置刀具所经过圆角的半径。

图2-32 全部尖角轨迹
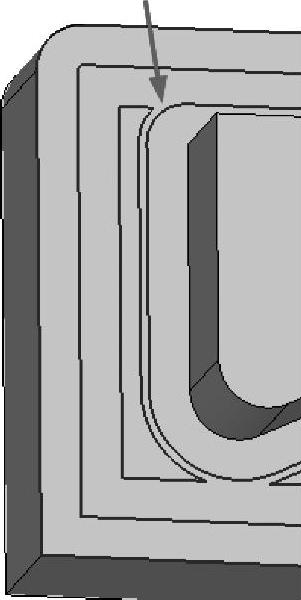
图2-33 外部圆角轨迹
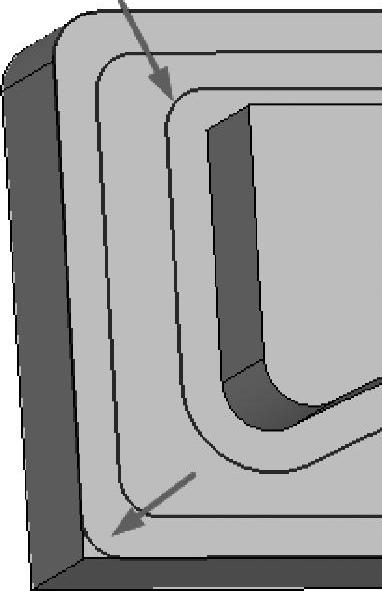
图2-34 全部圆角轨迹
(7)切削方向 设置切削加工的方向,有三种切削方向可供用户选择,分别为【顺铣】、【逆铣】、【混合铣】。如果设置为【顺铣】,则工件进给方向与刀具切削方向一致,如图2-35所示;如果设置为【逆铣】,则工件与刀具切削方向相反,如图2-36所示;如果设置为【混合铣】,则加工过程中会存在顺铣和逆铣两种方式。
(8)断裂 该参数有两种参数可供选择:“环切”和“区域”。如果设置为【环切】,则加工各个区域时会连接在一起加工,刀具不必抬到安全区域,如图2-37所示;如果设置为【区域】,则单独加工各个区域,区域之间的连接需要抬到安全区域,如图2-38所示。

图2-35 顺铣方式

图2-36 逆铣方式
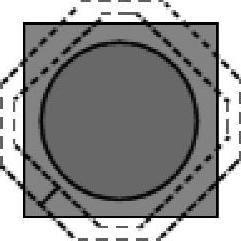
图2-37 环切加工
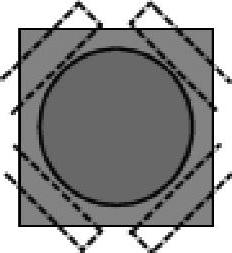
图2-38 区域加工
7.刀路参数-毛坯管理和夹头干涉
更新剩余毛坯:此选项默认是勾选的,也就是说程序计算完后会更新毛坯的状态。
8.刀路参数-优化
优化可以把某些条件和参数应用到程序里,目的是减少加工时间、提高刀具寿命、减少碰撞危险等,默认不勾选“优化”选项,如果勾选“优化”,则可显示出供优化设置的各项参数,如图2-39所示。
(1)安全距离 用于设置刀具沿Z轴方向的安全增量值,如图2-40所示。
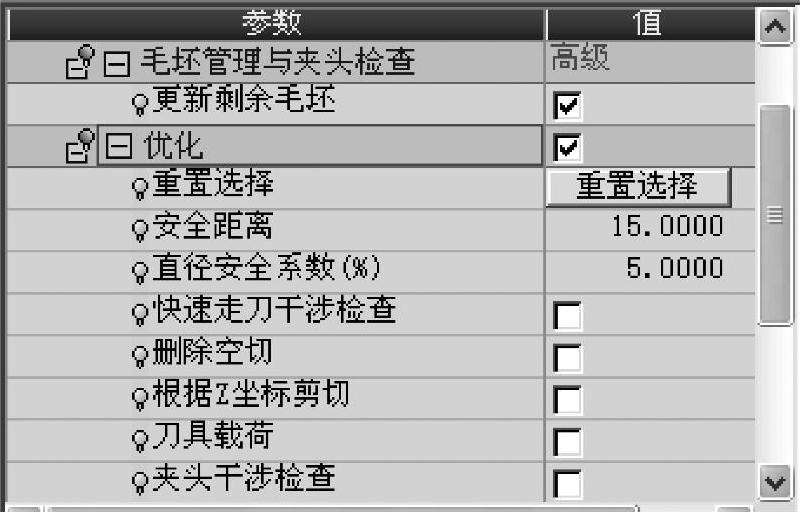
图2-39 优化设置参数
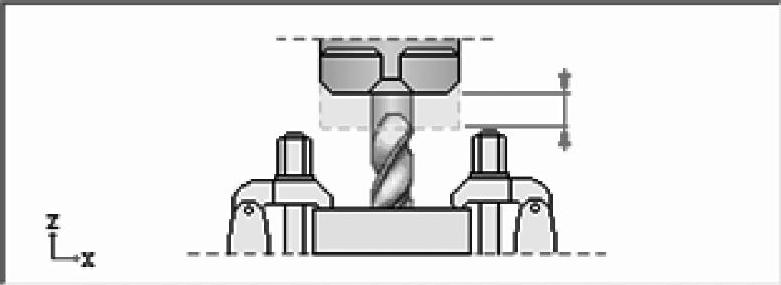
图2-40 安全距离
(2)直径安全系数(%)用于设置刀具径向的安全系数(百分比),如图2-41所示。
(3)快速走刀干涉检查 若选中该复选框,则系统自动增加一个参数【快速走刀选项】。单击窗口右边的下拉按钮,弹出的下拉列表框如图2-42所示。有三种走刀方式,即【仅向上】【上&下】【全部通过安全平面】。【仅向上】表示在安全距离之下的快速运动会上移到安全距离;【上&下】表示所有的快速运动都会移到安全距离位置;【全部通过安全平面】表示快速运动都要通过安全平面。
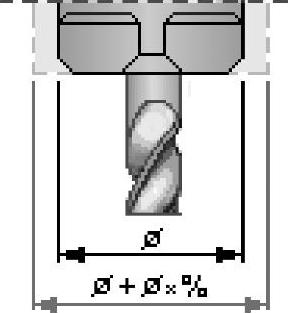
图2-41 直径安全系数
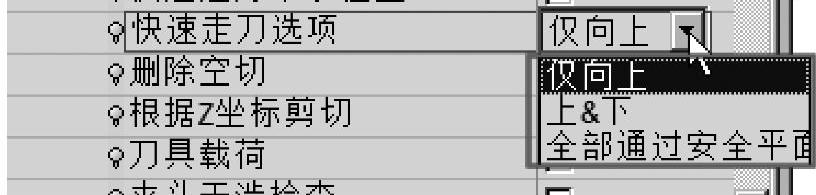
图2-42 快速走刀选项
(4)删除空切 若选中该复选框,则系统将删除空切刀路轨迹。
(5)根据Z坐标剪切 限制Z方向加工的范围,单击参数【根据Z选项剪切】右边的下拉按钮,在下拉列表框中有【以Z最高点为界限】、【以Z最低点为界限】和【在两个Z值之间】三个选项用户选择,如图2-43所示,【以Z最高点为界限】参数可以把输入的坐标以上的刀路删除掉;【以Z最低点为界限】参数可以把输入的坐标以下的刀路删除掉,【在两个Z值之间】参数可以把输入的两个坐标之外的刀路删除掉。
(6)刀具载荷 若选中该复选框,则系统会增加【刀具载荷】参数选项,单击参数【刀具载荷选项】右边的下拉按钮,在下拉列表框中有【降低进给速率】、【生成切削深度】两个选项,【降低进给速率】是根据刀具遇到的载荷大小调整进给速率,载荷大时进给速度会减低,如图2-44所示,此时会出现一个【进给表】参数供使用;【生成切削深度】是遇到毛坯大的区域系统按照给定的最大下切步距自动分层加工,如图2-45所示。
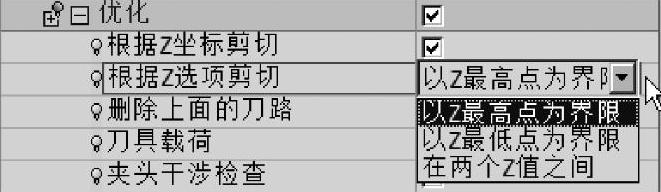
图2-43 限制Z方向加工范围
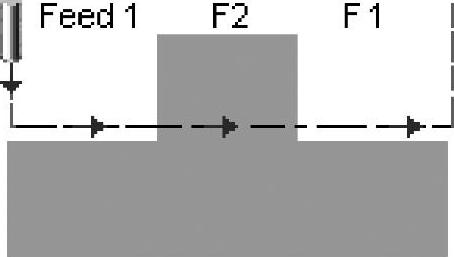
图2-44 降低进给速率
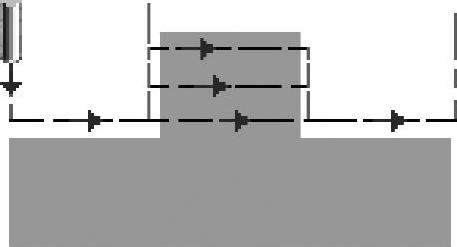
图2-45 自动分层加工
(7)夹头干涉检查 用来检测刀具夹头和当前毛坯的干涉情况,只有当刀具定义了夹头时才会有意义。若选中该复选框,则系统增加【夹头选项】参数,单击参数【夹头选项】右边的下拉按钮,在弹出的下拉列表框中有【铣削并警告】、【使用当前刀具】、【自动搜索】、【刀具序列】4个选项。【铣削并警告】指的是在发生干涉时会报警;【使用当前刀具】指的是使用该刀具进行加工,遇到干涉时将跳过加工;【自动搜索】指的是遇到干涉时系统会在刀库里自动搜索合适的刀具继续加工;【刀具序列】指的是遇到干涉时系统会在定义的刀具系列中选择合适的刀具进行加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。