



目前的滑模式混凝土摊铺机基本上采用了液压传动技术和电液控制技术。除个别机型在振捣棒的驱动上采用电传动外,绝大部分机型均采用了全液压传动的技术方案。其实物如图5-127所示。
一般来说,滑模式混凝土摊铺机的液压系统采用多泵、多回路,由行走、螺旋分料、振捣、自动调平及转向等几个相对独立的回路组成。其中行走回路、螺旋分料回路大都采用闭式系统,其余则采用开式系统。
图5-127 滑模式混凝土摊铺机实物
1.行走回路
最早的滑模式混凝土摊铺机采用的是电驱动行走系统,现在则全部为液压驱动。有的两履带摊铺机行走系统的转向原理与推土机类似,结构简单,但方向改变突然,所铺路边的直线性不好。有的机型则用转向马达和行星齿轮箱实现转向,驱动马达转动时,行星齿轮箱使两履带同步运动;转向马达转动时,行星齿轮箱使一边履带增速,实现摊铺机转向;若要转向相反方向,只要转向马达反转即可。这种转向方式虽然复杂,但转向平稳。
与两履带摊铺机相比,四履带滑模式摊铺机的调节能力更好。为了使左右履带的转向动作协调,所有四履带摊铺机均采用液压伺服系统来实现类似四轮车辆的转向梯形。正如转向梯形在车辆急转弯时不能适应一样,这种伺服系统在摊铺机急转弯时也会表现出不适应。摊铺机在摊铺转弯半径较小的路面时,要求各履带都能独立转向,转向时各履带动作的协调由PLC(可编程序控制系统)控制。
行走回路一般采用变量泵-变量马达组成的闭式系统,而有些多功能的中小型摊铺机行走回路也采用变量泵-定量马达构成闭式回路。
一般大中型摊铺机履带驱动马达采用双向变量马达。一般仅有两个变量位置,即斜盘摆角最大位置(此时是低转速大转矩,对应的是摊铺时的速度)和最小位置(此时是高转速小转矩,对应的是不作业时的行走速度)。这两个变量位置的切换由速度选择阀来控制(见图5-128),由行走泵的辅助泵供油。
行走回路中的液压泵有的机型只有一台,有的机型有两台。对于两履带的摊铺机:①如果有两台行走泵,则可与左右两侧的行走马达各构成一个独立的闭式回路(这与履带式挖掘机的行走系统类似);②如果只有一台行走泵,则需要将左右两侧的行走马达并联,即一台行走泵与两台并联的行走马达构成闭式回路。
对于四履带的摊铺机:①如果有两台行走泵,则每台泵给同侧前后两个履带的行走泵供油;②如果只有一台行走泵向四个行走马达供油,则四个行走马达可全部并联,也可同侧前、后履带的两个马达分别串联后左、右两侧再并联。
从上面的分析可知,除两履带的摊铺机有两台行走泵这一种情况外,其余几种都存在一台泵要给两台或四台并联的马达供油的情况,需要进行流量分配,因此一般行走回路中均在履带前进时的进油路上设置分流阀,以保证摊铺作业时每个行走马达的同步。
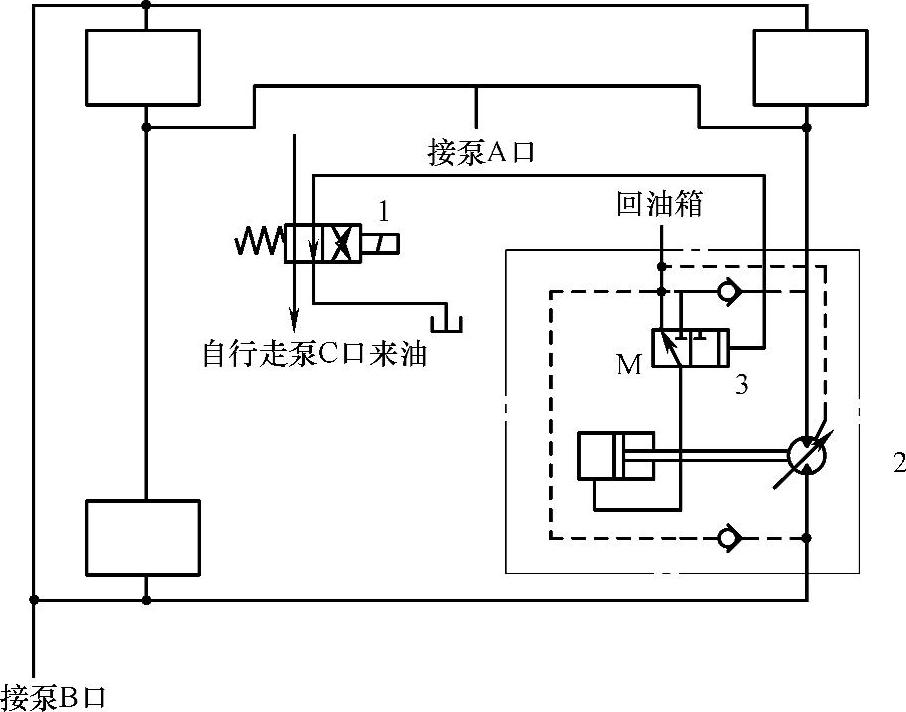
图5-128 速度选择阀液压回路
1—速度选择阀 2—行走液压马达总成 3—行走马达液控阀
如图5-129所示,CMI摊铺机上使用的分流阀的工作原理:当履带前进时,二位四通电磁阀1右位工作,由主泵来的液压油经油口2、电磁阀1的右位后,同时作用在四个二位二通液控阀7的顶部,使上位工作,主泵来的液压油直接顶开单向阀3,经中部两个二位二通液动流量分配阀5等分流量后,再到下部的四个二位二通液动流量分配阀5,流经二次流量分配后经油口4到液压马达,每个液压马达所得到的流量均是从主泵来油流量的1/4,从而实现了每个液压马达的流量相等,使之能同步动作。履带倒退时,主泵来油直接进入液压马达,液压马达的回油经油口4后再经过四个二位二通液控阀7的下位流向油口2(如图中箭头所示),所以后退时没有流量分流的问题。
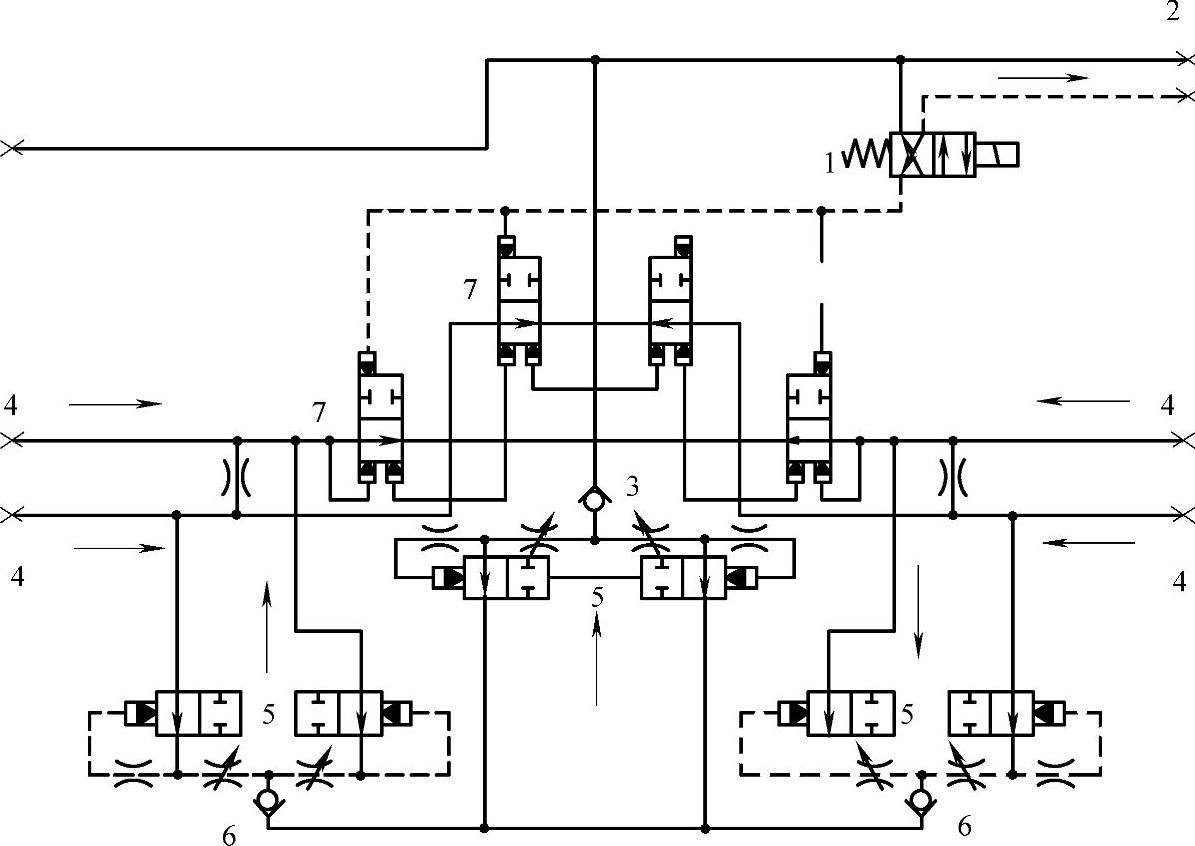
图5-129 分流阀液压回路
1—二位四通电磁阀 2、4—油口 3、6—单向阀 5—二位二通液动流量分配阀 7—二位二通液控阀
行走泵一般采用电液比例双向变量泵,其工作原理如图5-130所示。辅助泵从油箱吸油,出口与电液比例阀12的进油口相连。当电液比例阀12处于中位时,液压油流回到油箱。当阀12处于左位时,液压油一部分流到泵斜盘伺服机构,控制斜盘倾角的变化,另一部分流到单向阀9上面的油口,经过单向阀后油又分为两路,一路流向油口C为速度选择阀供油;另一路经过单向阀2上面的油口给行走泵的低压侧补油。行走泵从低压侧吸油,通过B口向行走马达提供液压油。当电液比例阀12处于右位时,液压油一部分进入泵斜盘控制伺服机构10的另一边,控制斜盘倾角反向变动;另一部分油液流到单向阀9下面的油口,经过单向阀后,油又分为两路,一路注向油口C给速度选择阀提供液压油;另一路可经过单向阀2下面的油口到达行走泵低压侧。行走泵从低压侧吸油经过油口A给行走马达提供液压油。由此可见,电液比例阀12可控制行走泵的两个油口(A、B)中哪个是高压口,即控制了行走的前进、后退和停止。阀12左位或右位时开口量的大小正比于输入的控制电信号大小,而行走泵斜盘倾角的大小正比于阀12开口量的大小,即A口或B口输出的液压油的流量大小与控制电信号的大小成正比。因此在行走回路中变量马达可实现速度分挡,变量泵可实现无级调速。
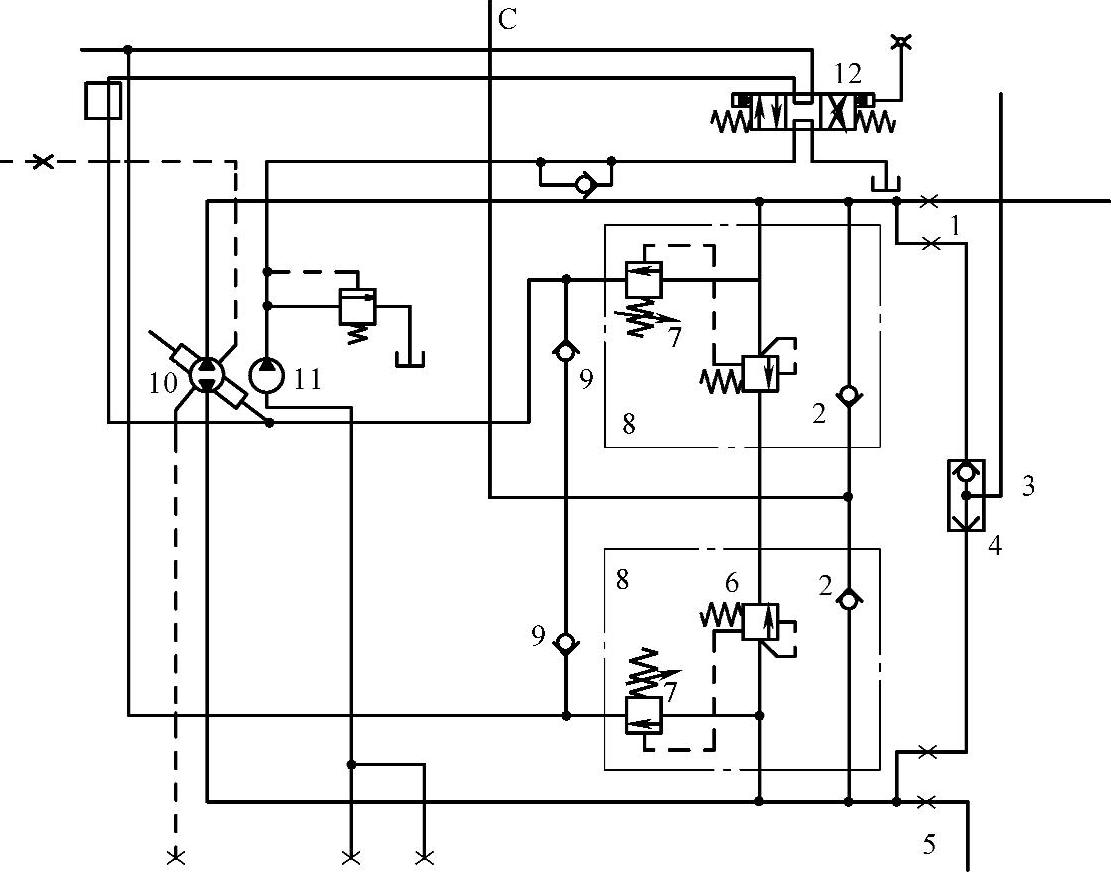
图5-130 行走泵液压原理
1、5—油口 2、9—单向阀 3—仪表压力输出油管 4—梭阀 6—溢流阀 7—定压阀 8—多功能阀 10—泵斜盘控制伺服机构 11—辅助泵 12—电液比例阀
2.螺旋布料器回路(https://www.xing528.com)
一般大中型的滑模摊铺机大都采用变量泵-定量马达组成的闭式回路驱动螺旋布料器,如果是左、右两个独立的布料器,则在液压系统中采用两个完全相同的闭式回路分别驱动,由两台电液比例双向变量泵分别控制左、右螺旋布料器的正、反转及转速,可满足对水泥混合料多种不同的布料要求。也有个别机型在螺旋布料器回路中采用了两台开式泵分别驱动左、右布料器马达的开式回路。
3.振捣棒回路
振捣棒液压回路为开式系统,主泵一般采用压力补偿的单向变量泵,向多个振捣棒高速马达并联供油,每个振捣棒振动频率的调整可通过调整高速马达的转速实现。
如图5-131所示,高速马达的调速是靠高精度流量控制阀4进油路节流调速实现的。振捣棒由于采用液压传动,因而可实现无级调频,可对不同性质混凝土(如坍落度不同)进行最佳振动频率的振捣。由于混凝土混合料在材料、级配、水灰比、坍落度及设计要求上是经常变化的,因此要求振动频率也随之变化,才能达到最佳效果,使混凝土在最短时间内即达到充分液化状态。为便于使用,振捣棒除设有总开关用来控制振动和停止外,每个振捣棒还设有手动旋钮开关(即阀4)。实践证明,振捣棒频率偏高为好,最低不低于7000次/min。
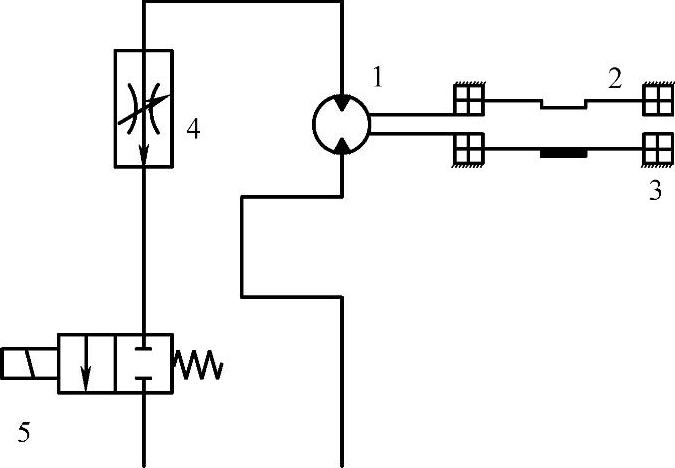
图5-131 高频振捣棒及液压系统
1—高速液压马达 2—偏心泵 3—轴承 4—高精度流量控制阀 5—起振停振控制阀
大中型摊铺机根据摊铺宽度设置振捣棒的数量,一般摊铺宽度在4~6m时,设置8~12个;扩展到7.32~7.92m时,设置15~18个;摊铺宽度为9.75~13.4m时,设置20~24个;对于摊铺宽度为15.24~17m的特大型摊铺机,则需设置42~48个振捣棒。
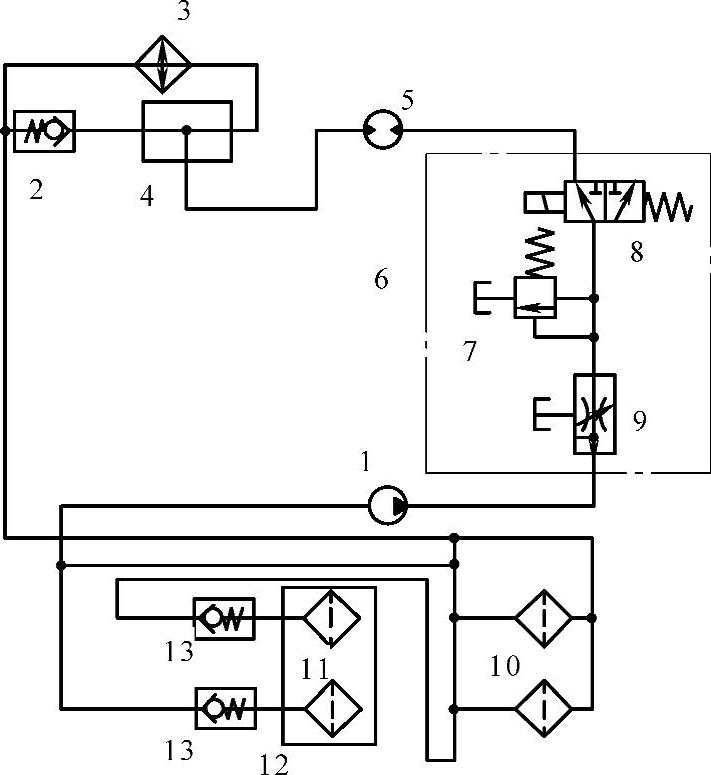
图5-132 捣实板液压系统
1—捣实泵 2—旁通单向阀 3—回油冷却器 4—回油冷却管 5—捣实马达 6—流量控制阀 7—溢流阀 8—电磁阀 9—流量阀 10—回油过滤器 11—过滤器 12—油箱 13—单向阀
4.捣实板回路
捣实板也称外部振捣梁,经振捣棒振动过的水泥混凝土需要捣实梁捣实,以便把表面上的粗骨料压入混凝土中,然后再到下一个成型工序。捣实液压系统主要由捣实泵、流量控制阀和捣实液压马达等组成,其液压系统如图5-132所示。从图中可看出捣实液压回路是一个简单的定量泵节流调速回路,开式泵分别驱动左、右布料器马达。
5.辅助系统液压回路
摊铺机的辅助系统主要包括主机架宽度伸缩、自动调平、自动转向、喷水、摊铺作业装置调整(包括虚方控制板升降、振捣棒升降、成型盘调控、定型盘升降、边模调节等),所有的执行元件(液压缸和马达)均由一台辅助系统主泵(单向变量泵)来供油,由换向阀控制执行元件的动作,是一个单泵多回路系统。如CMISF350型摊铺机的辅助系统液压回路主泵出口的液压油分为并联的11路,分别向主机架伸缩回路、喷水马达回路、四个自动调平回路、四个自动转向回路及摊铺作业装置调整回路共11个回路供油。
(1)自动调平回路 自动调平就是保证摊铺机的各种作业装置始终能保持在预定的水平高度上,从而保证摊铺质量。自动调平系统的重要元件是自动调平传感器,它直接感受路基高度的变化,自动调节铺层厚度,使铺成的路面达到平整度要求。自动调平系统有电液自动调平系统和全液压自动调平系统两种形式。电液自动调平系统由电调平传感器、电液比例阀(或电磁换向阀,用于低精度的调平控制;电液伺服阀,用于高精度的调平控制)、调平液压缸(即立柱升降液压缸)等组成一个闭环控制系统。由电调平传感器检测路基的不平整度,根据不平整度的大小产生相应强度的控制电信号驱动电液比例阀工作,比例阀的阀口开度大小正比于控制电信号的大小,比例阀控制了液压油进入调平液压缸的哪一腔及进入流量的多少,因此就可使调平液压缸根据基准线与路基之间的差距进行升降调整,保证摊铺的路面有足够的平整度。
全液压自动调平系统中的调平传感器与液压控制阀合二为一,由壳体、偏心轴、偏心轴承和伺服阀等组成。伺服阀安装壳体、滑阀阀芯在弹簧的作用下与偏心轮保持接触。偏心轮与偏心轴固连,轴的伸出端与触杆相连,触杆的另一端始终与基准线相接触。当由于路基不平而使机架下降或抬高时,触杆就会带动轴转动。全液压自动调平系统的液压回路如图5-133所示,单作用电磁阀4通电,调平系统处于“自动调平”状态,液压油与调平传感器3的P口相连,若遇路基下降,则履带连同支腿一起下降,触杆带动调平传感器3的偏心轴顺时针转动,使C1口与压力油口P相通,C2与回油口R相通。液压油经C1口、液压锁2进入支腿液压缸的无杆腔,活塞杆伸出,使机架升高,随着机架的升高,触杆又带动调平传感器3的偏心轴逆时针转动,使C1、C2口逐渐关闭,直到机架与基准线之间的距离恢复原先的设定值。当遇到路基升高时,控制过程正好与上述的相反。每个调平传感器与各自的支腿液压缸构成四个独立的调平回路,可实现“四点调平法”调平机架。
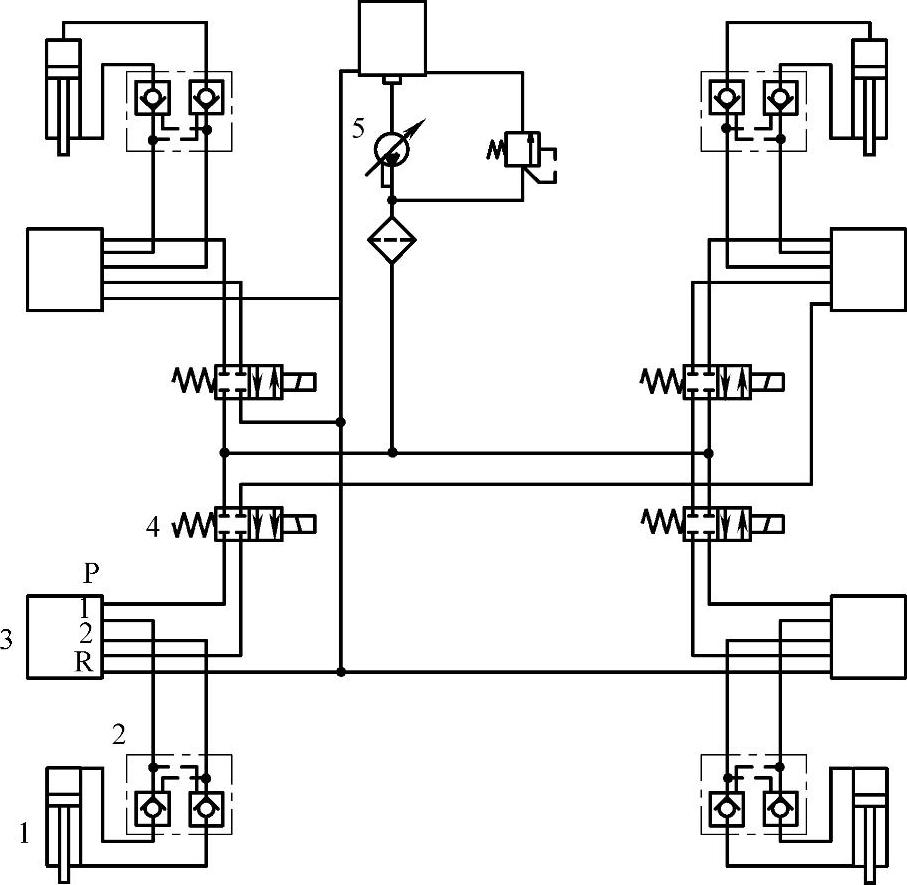
图5-133 全液压自动调平系统的液压回路
1—支腿液压缸 2—液压锁 3—调平传感器 4—单作用电磁阀 5—液压泵
(2)自动转向回路 在摊铺机的四个支腿上各安装一个构造及作用原理与调平传感器完全相同的全液压传感器,根据是否与基准线接触,分别称为转向传感器和反馈阀,转向传感器控制转向液压缸的动作,使履带偏转,实现转向。在基准线一侧的转向传感器由触杆输入信号,另一侧则是通过转向反馈缆绳(将基准线侧的传感器与无基准线侧的反馈阀连接的方法)实现反馈信号输入,以实现四个履带同步转向。自动转向的液压回路也与自动调平的完全相同(参见图5-133)。
(3)摊铺作业装置调整液压回路 该回路包括三个串联的虚方控制板升降缸,由三个电磁换向阀控制升降和停止。三个液压缸可单独动作,以方便调控;也可同时动作,使虚方控制板整体升降。三个串联的振捣棒升降缸也可以单独或同步升降,因此由三个电磁换向阀来操纵;三个并联的定型盘(也称浮动盘)升降缸由一个电磁换向阀控制同步升降,这样有利于路面的最后成型;两个边缘液压缸分别由各自的电磁换向阀控制扩张或收缩定型盘的侧模板;四个电磁换向阀分别控制前、后、左、右边模板可独立升降,这样,当摊铺机从平地进入坡道作业时,可将边模调整一个小倾角。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。