



将涂料产品按照一定条件,均匀地涂布在除尘设备上,形成厚度符合要求的涂膜,并按规定的技术条件进行检验,以测定其性能。
1.涂膜颜色及外观的测定
用目视法按照产品标准及标准样板,评定已经干燥的漆膜颜色及外观。
2.光泽度的测定
物体表面受光照射时,光线朝一定方向反射的性能,即为光泽。试样的光泽度以规定的入射角,从试样表面来的正反射光量在同一条件下,从标准样板表面正反射光量之比的百分数来表示。
3.附着力的测定
漆膜附着力指漆膜与被涂漆的物体表面黏合牢固的性能。要真正测得漆膜与被涂物体表面的附着力是比较困难的。目前,只能以间接的手段来测定。往往测得的附着力结果还包括一些其他的综合性能,而在硬度、冲击强度、柔性试验中,也可以间接地反映出漆膜的附着力。目前一般采用综合测定和剥落测定两种方法:
综合测定方法包括:栅格法、交叉切割法、画圈法;
剥落测定法包括:扭开法、拉开法。
测定时,将样板涂膜向上,用固定螺钉固定在试验台上,向后移动升降棒,使棒针碰到样板的漆膜,然后以匀速顺时针方向摇转摇柄,转速以80~100r/min为宜,转尖在漆膜上画出类似圆滚线的图形,图形长7.5cm±0.5cm。测完后,移动升降棒使卡针盘提起,以防旋针损坏,取出样板,用漆刷除去划上的漆屑,以4倍放大镜检查划痕并评级。
漆膜附着力等级的鉴定,如图7-1所示,圆滚线的一边标有1、2、3、4、5、6、7共7个部位,分为7个等级,按图示顺序检查各部位的漆膜完整程度,若某一部位的格子有70%以上完好,则应认为该部位是完好的,否则即认为已损坏。凡第一部位内漆完好者,则此漆膜的附着力最佳,定为一级,第二部位完好者,附着力次之,定为二级。依次类推,第七节漆膜附着力最差。
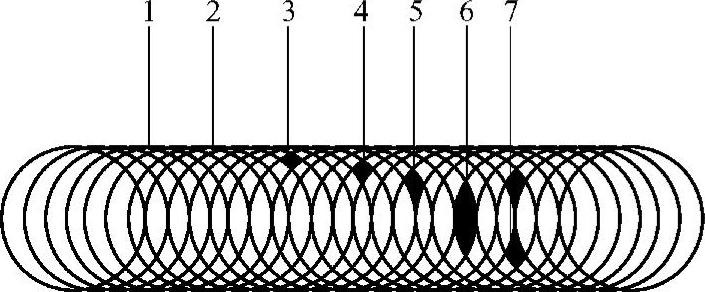
图7-1 圆滚曲线
4.涂装检验方法
1)涂装检验时间在漆膜完全干燥后1~3个月内检验。(https://www.xing528.com)
2)按GB 1720—1989检验漆膜附着力,应该与除尘器本体相同的处理条件制备三块样板,取两个相同结果,若三块样板呈三个结果,可改用黏度法。
3)按黏度法检验漆膜附着力,可以在除尘器本体上进行,用锋利的保险刀片,在漆膜上画一个60°的×,深及金属,如图7-2所示,然后贴上专用胶带(聚酯胶带),使胶带贴紧漆膜,然后迅速将胶带扯起,如刀刮两边漆膜下的宽度最大不超过2mm,即为合格。检验点不少于10~20个。大型除尘器按每10m2左右一个点,且检验点取在被检面的中心。合格点不小于80%为合格品,不小于95%为一等品。检验不合格要及时修补至合格为止。
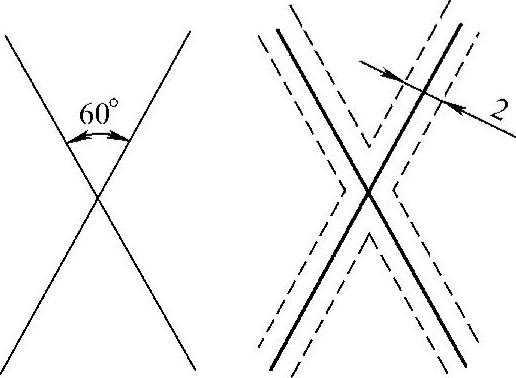
图7-2 涂漆检验方法
5.工程验收
1)涂装工程的验收,包括竣工验收和交工验收。工程未经交工验收,不得交付生产使用。
2)涂装工程中间验收,主要是对钢材表面预处理的验收。
3)交工验收时,应提交下列资料:
①原材料的出厂合格证和复验报告单。
②设计变更通知单、材料代用的技术文件。
③对重大质量事故的处理记录。
④隐蔽工程记录。
4)涂装质量不符合设计和规程要求的,必须进行返回修,合格后方可验收。返修记录放入交工验收资料中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。